Das könnte Ihnen auch gefallen
- Material Receiving Inspection ReportDokument4 SeitenMaterial Receiving Inspection ReportAndiWSutomo100% (1)
- Idbc SG Edwds PD0501Dokument58 SeitenIdbc SG Edwds PD0501AndiWSutomoNoch keine Bewertungen
- Rigging Plan C13022Dokument7 SeitenRigging Plan C13022AndiWSutomoNoch keine Bewertungen
- SmartPlant InstructionsDokument5 SeitenSmartPlant InstructionsrolwinNoch keine Bewertungen
- Idbc SG Edwds PD0401Dokument122 SeitenIdbc SG Edwds PD0401AndiWSutomoNoch keine Bewertungen
- Visualize MarkerDokument11 SeitenVisualize MarkerAndiWSutomoNoch keine Bewertungen
- Idbc SG Edwds PD0402Dokument52 SeitenIdbc SG Edwds PD0402AndiWSutomoNoch keine Bewertungen
- Idbc Ts Edsld Ps0401 Rev 50 Model PB 19Dokument4 SeitenIdbc Ts Edsld Ps0401 Rev 50 Model PB 19AndiWSutomoNoch keine Bewertungen
- Idbc Ts Edsld Pw0501Dokument1 SeiteIdbc Ts Edsld Pw0501AndiWSutomoNoch keine Bewertungen
- Hot Work PermitDokument2 SeitenHot Work PermitAndiWSutomoNoch keine Bewertungen
- Idbc SG Edwds PD0401Dokument122 SeitenIdbc SG Edwds PD0401AndiWSutomoNoch keine Bewertungen
- Pipe & Valve Marking GuidelinesDokument5 SeitenPipe & Valve Marking GuidelinesAndiWSutomoNoch keine Bewertungen
- Permit Assessment: W M S ADokument6 SeitenPermit Assessment: W M S AAndiWSutomoNoch keine Bewertungen
- 03D WorkTeamDec-Sup PDFDokument1 Seite03D WorkTeamDec-Sup PDFAndiWSutomoNoch keine Bewertungen
- Cse Log in Out SupDokument1 SeiteCse Log in Out SupAndiWSutomoNoch keine Bewertungen
- Work Management System - Atmospheric Test Record (Supplement)Dokument1 SeiteWork Management System - Atmospheric Test Record (Supplement)AndiWSutomoNoch keine Bewertungen
- Hot Work PermitDokument2 SeitenHot Work PermitAndiWSutomoNoch keine Bewertungen
- Cse Log in Out SupDokument1 SeiteCse Log in Out SupAndiWSutomoNoch keine Bewertungen
- Confined Space Entry: Approval and Authority To CommenceDokument2 SeitenConfined Space Entry: Approval and Authority To CommenceAndiWSutomo100% (1)
- Work Team Declaration (Supplement) :: Date Time in Signature Name Time OutDokument1 SeiteWork Team Declaration (Supplement) :: Date Time in Signature Name Time OutAndiWSutomoNoch keine Bewertungen
- Work Management System Atmospheric Test Record: Area To Be Tested: Test Frequency: Permit NumberDokument1 SeiteWork Management System Atmospheric Test Record: Area To Be Tested: Test Frequency: Permit NumberAndiWSutomoNoch keine Bewertungen
- Permit Pack Req MatrixDokument1 SeitePermit Pack Req MatrixAndiWSutomoNoch keine Bewertungen
- List Isometric Latest Revision (Doc - Con)Dokument4 SeitenList Isometric Latest Revision (Doc - Con)AndiWSutomoNoch keine Bewertungen
- Barrier ZepDokument4 SeitenBarrier ZepAndiWSutomoNoch keine Bewertungen
- Document Wet ScrubberDokument4 SeitenDocument Wet ScrubberAndiWSutomoNoch keine Bewertungen
- PT WIKA Piping Bend Material InstructionDokument22 SeitenPT WIKA Piping Bend Material InstructionAndiWSutomoNoch keine Bewertungen
- Pls TK 501 (Overflow)Dokument5 SeitenPls TK 501 (Overflow)AndiWSutomoNoch keine Bewertungen
- Surface Area of PaintingDokument9 SeitenSurface Area of PaintingAndiWSutomoNoch keine Bewertungen
- SPP Material Penetrasion Pipe CoverDokument5 SeitenSPP Material Penetrasion Pipe CoverAndiWSutomoNoch keine Bewertungen
- Tabel Stud BoltDokument3 SeitenTabel Stud BoltAndiWSutomoNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Automobile Engineering - NotesDokument119 SeitenAutomobile Engineering - NotesHemanth SaripallyNoch keine Bewertungen
- VALVE SPECSDokument3 SeitenVALVE SPECSazitaggNoch keine Bewertungen
- EPRI Wet Chimney Design GuideDokument214 SeitenEPRI Wet Chimney Design Guidegaurav_tank100% (2)
- AE 6404 PROPUSION-I QUESTION BANK AND UNIT GUIDEDokument9 SeitenAE 6404 PROPUSION-I QUESTION BANK AND UNIT GUIDEVinod BalakrishnanNoch keine Bewertungen
- Linearized Supersonic Flow Lecture NotesDokument14 SeitenLinearized Supersonic Flow Lecture NotesChetan PrajapatiNoch keine Bewertungen
- Control Valve CV Calculation ManualDokument86 SeitenControl Valve CV Calculation ManualDuong NguyenNoch keine Bewertungen
- Restriction Orifice Flow Control GuideDokument3 SeitenRestriction Orifice Flow Control Guidemsr22Noch keine Bewertungen
- Isi 10Dokument15 SeitenIsi 10morteza imaniNoch keine Bewertungen
- Gas Sizing PDFDokument36 SeitenGas Sizing PDFChetan ChuriNoch keine Bewertungen
- AFT CE Gasflow ReprintDokument8 SeitenAFT CE Gasflow ReprintNacho.pNoch keine Bewertungen
- Measuring fluid flowDokument21 SeitenMeasuring fluid flowsumeghNoch keine Bewertungen
- Restriction Orifice RO Flow Control Instrument PDFDokument8 SeitenRestriction Orifice RO Flow Control Instrument PDFRaphael212219Noch keine Bewertungen
- Gas Dynamics and Jet PropulsionDokument317 SeitenGas Dynamics and Jet PropulsionVinoth RajaguruNoch keine Bewertungen
- Jimmy Finaly Year ProjectDokument56 SeitenJimmy Finaly Year Projectßélå Åß MélÉssêNoch keine Bewertungen
- New in STOAT 5Dokument55 SeitenNew in STOAT 5ronywernerNoch keine Bewertungen
- Dynamic Flow Performance Modeling of A Gas-Lift ValveDokument11 SeitenDynamic Flow Performance Modeling of A Gas-Lift Valvemohamed fathyNoch keine Bewertungen
- IsentropicDokument42 SeitenIsentropicDeepak JayNoch keine Bewertungen
- Dynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesDokument8 SeitenDynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesAhmed MamdouhNoch keine Bewertungen
- NozzlesDokument57 SeitenNozzlesSindhu Jangam100% (2)
- Pump Simulation in Aspen PlusDokument47 SeitenPump Simulation in Aspen Plusahmed elhamy mohamed100% (1)
- Aerospace: Typical UsesDokument2 SeitenAerospace: Typical UsessrashmiiiscNoch keine Bewertungen
- CH 12Dokument120 SeitenCH 12PhimjunkieNoch keine Bewertungen
- Wild Well Control - 2007Dokument76 SeitenWild Well Control - 2007ginozkyNoch keine Bewertungen
- Steam Ejector CalculationsDokument11 SeitenSteam Ejector Calculationsrashm006ranjanNoch keine Bewertungen
- Source Model - 2013Dokument45 SeitenSource Model - 2013Al-Ameerah Mashal100% (1)
- Criteria For Gas-Lift StabilityDokument5 SeitenCriteria For Gas-Lift StabilityAhmed MamdouhNoch keine Bewertungen
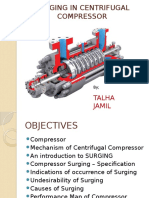
- Surging by TJDokument25 SeitenSurging by TJTalha JamilNoch keine Bewertungen
- 4.47 The Expansion Factor, Y: P, AP P, P2Dokument18 Seiten4.47 The Expansion Factor, Y: P, AP P, P2Enrico GambiniNoch keine Bewertungen
- Unit IiDokument11 SeitenUnit Iiaerolab instructorNoch keine Bewertungen