Das könnte Ihnen auch gefallen
- Introduction to Nondestructive Evaluation (NDEDokument15 SeitenIntroduction to Nondestructive Evaluation (NDEnaganathan100% (2)
- ASME BPVC Alternative Rules For Design of Ellipsoidal and Torispherical Formed Heads MCMDokument2 SeitenASME BPVC Alternative Rules For Design of Ellipsoidal and Torispherical Formed Heads MCMMelvin MagbanuaNoch keine Bewertungen
- NDT Methods GuideDokument3 SeitenNDT Methods GuideSUJITH G100% (2)
- Introduction To Non Destructive Testing (NDT) : BY Rsa Academy SDN BHDDokument39 SeitenIntroduction To Non Destructive Testing (NDT) : BY Rsa Academy SDN BHDNoralia OsmanNoch keine Bewertungen
- Is 9902 2004Dokument11 SeitenIs 9902 2004cbbasakNoch keine Bewertungen
- MBS-001, Rotor Shaft Specification - SemifinishedDokument4 SeitenMBS-001, Rotor Shaft Specification - SemifinishedNirmit GandhiNoch keine Bewertungen
- DNV Os-C401 - 2013-04Dokument67 SeitenDNV Os-C401 - 2013-04Leandro LimaNoch keine Bewertungen
- ISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance LevelsDokument8 SeitenISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance Levels_PiperCub_Noch keine Bewertungen
- SNEL2Dokument27 SeitenSNEL2CarTech Dyno100% (2)
- BS en 1932-2014Dokument50 SeitenBS en 1932-2014desenvolvimentoNoch keine Bewertungen
- Radiation Safety ProcedureDokument57 SeitenRadiation Safety ProcedureibrahimNoch keine Bewertungen
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDokument34 SeitenX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNoch keine Bewertungen
- Mordec-Catalogue 2011 MayDokument83 SeitenMordec-Catalogue 2011 Maykiiru88100% (1)
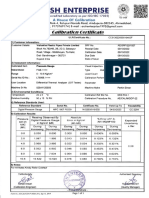
- WIKA Calibration Certificate for Process CalibratorDokument3 SeitenWIKA Calibration Certificate for Process CalibratorBalaji BobadeNoch keine Bewertungen
- Non Destructive Testing: CMR Institute of TechnologyDokument32 SeitenNon Destructive Testing: CMR Institute of TechnologyrajNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- NDE of BoilersDokument6 SeitenNDE of Boilersshabbir626100% (1)
- M47-16781-EN RevF - Impact TestingDokument48 SeitenM47-16781-EN RevF - Impact TestingIvy LiNoch keine Bewertungen
- Requirements For Thickness Measurements Applicable To Inland Navigation VesselsDokument58 SeitenRequirements For Thickness Measurements Applicable To Inland Navigation VesselsAamir ShahzadNoch keine Bewertungen
- Digltalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardDokument14 SeitenDigltalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardSriniramu SriniramuNoch keine Bewertungen
- NP-T-3.21 - Procurement Engineering and Supply Chain Guidelines in Support of Operation and Maintenance of Nuclear Facilities PDFDokument268 SeitenNP-T-3.21 - Procurement Engineering and Supply Chain Guidelines in Support of Operation and Maintenance of Nuclear Facilities PDFEm Ger100% (2)
- Distructive & Non-Destructive Testing of MaterialDokument16 SeitenDistructive & Non-Destructive Testing of MaterialEngr.Hamid Ismail CheemaNoch keine Bewertungen
- Answer All The Four Questions BelowDokument2 SeitenAnswer All The Four Questions BelowSamerNoch keine Bewertungen
- ASME BPVC.II.A-2015 SA-387/SA-387M Standard SpecDokument7 SeitenASME BPVC.II.A-2015 SA-387/SA-387M Standard SpecPedro Montes Marin100% (1)
- PCN requirements for employer-specific NDT certificationDokument12 SeitenPCN requirements for employer-specific NDT certificationtomcan100% (1)
- Nuclear UT - ISO - CD - 20890-1-2017Dokument39 SeitenNuclear UT - ISO - CD - 20890-1-2017Anonymous 5qPKvmuTWCNoch keine Bewertungen
- Fden 321 Intr&proccontrolDokument156 SeitenFden 321 Intr&proccontrolSatyanarayan PadhanNoch keine Bewertungen
- Penetrants TESTINGDokument86 SeitenPenetrants TESTINGsankaran_muthukumarNoch keine Bewertungen
- Ein II TFT Manual020306print-1Dokument31 SeitenEin II TFT Manual020306print-1Arthanari Vaidyanathan0% (1)
- NDE-Penetrant TestDokument2 SeitenNDE-Penetrant TestCandy KendeeNoch keine Bewertungen
- PT 2Dokument91 SeitenPT 2safeer ahmadNoch keine Bewertungen
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDokument6 SeitenLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANoch keine Bewertungen
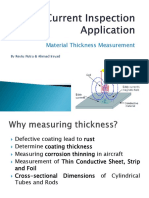
- Eddy Current Inspection ApplicationDokument13 SeitenEddy Current Inspection ApplicationRestu PutraNoch keine Bewertungen
- Measuring and Compensating For Transmittance of An Attenuating Medium Using Infrared Imaging RadiometersDokument3 SeitenMeasuring and Compensating For Transmittance of An Attenuating Medium Using Infrared Imaging RadiometersEric GozzerNoch keine Bewertungen
- Manual Apollo AnalysisDokument114 SeitenManual Apollo AnalysisvrapciudorianNoch keine Bewertungen
- Australian Standard®Dokument10 SeitenAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Schlumberger Local Content Initiatives in AngolaDokument14 SeitenSchlumberger Local Content Initiatives in Angolatsar_philip2010100% (1)
- Calibration Procedure FOR Calipers General: Technical ManualDokument8 SeitenCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNoch keine Bewertungen
- Welding Machine ChecklistDokument34 SeitenWelding Machine ChecklistShahid BhattiNoch keine Bewertungen
- Work Instruction FOR: Charpy Impact TestDokument4 SeitenWork Instruction FOR: Charpy Impact TestmahendraNoch keine Bewertungen
- ISO Specifications for Non-Destructive TestingDokument4 SeitenISO Specifications for Non-Destructive Testingskynyrd75Noch keine Bewertungen
- Safety valve testing report summaryDokument1 SeiteSafety valve testing report summarymurthy challapalliNoch keine Bewertungen
- ASME V Art 27 LT PDFDokument12 SeitenASME V Art 27 LT PDFAgniva DuttaNoch keine Bewertungen
- Calibration Certificate Basic 315Dokument1 SeiteCalibration Certificate Basic 315Anonymous xnpIPaMoNoch keine Bewertungen
- Turning and Lathe Basics Training ObjectivesDokument8 SeitenTurning and Lathe Basics Training ObjectivesSowjanya VenigallaNoch keine Bewertungen
- SAZ Standards Update ProjectsDokument30 SeitenSAZ Standards Update ProjectsRetal MohamedNoch keine Bewertungen
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDokument9 SeitenISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSNoch keine Bewertungen
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDokument3 SeitenQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNoch keine Bewertungen
- Velocity Chart of 39 Materials for Ultrasonic TestingDokument1 SeiteVelocity Chart of 39 Materials for Ultrasonic TestingkimikononNoch keine Bewertungen
- Industrial Safety Supply, Inc.: Francisco A. LopezDokument29 SeitenIndustrial Safety Supply, Inc.: Francisco A. Lopezart031125100% (1)
- Calibration of The Testing SystemDokument7 SeitenCalibration of The Testing SystemAsad KhanNoch keine Bewertungen
- UT Inspection of WeldsDokument2 SeitenUT Inspection of WeldsPablo GonzalezNoch keine Bewertungen
- 757 Nondestructive Test Manual: BoeingDokument2 Seiten757 Nondestructive Test Manual: BoeingStephen Rincon GonzalezNoch keine Bewertungen
- Pressure Gauge Calibration CertificateDokument1 SeitePressure Gauge Calibration CertificateCustomer Support100% (1)
- PosiTector 6000 Manual PDFDokument39 SeitenPosiTector 6000 Manual PDFPepe PedroNoch keine Bewertungen
- LeakQ Report Generator - FlukeDokument4 SeitenLeakQ Report Generator - FlukePriscila López CumplidoNoch keine Bewertungen
- List of TCVN 2010: Số hiệu Tên tài liệuDokument244 SeitenList of TCVN 2010: Số hiệu Tên tài liệuTcp Vn0% (1)
- Of The Nuclear Safety Standards Commission (KTA)Dokument41 SeitenOf The Nuclear Safety Standards Commission (KTA)Ehab MohamedNoch keine Bewertungen
- Nondestructive Testing HHHDokument13 SeitenNondestructive Testing HHHzidaaanNoch keine Bewertungen
- Nondestructive Testing - WikipediaDokument71 SeitenNondestructive Testing - WikipediaEndhy Wisnu NovindraNoch keine Bewertungen
- Lewkowicz 2015Dokument15 SeitenLewkowicz 2015byrucNoch keine Bewertungen
- Trayectoria de ProyectilesDokument19 SeitenTrayectoria de ProyectilesbyrucNoch keine Bewertungen
- IndexDokument4 SeitenIndexbyrucNoch keine Bewertungen
- Introduction To Beamer: Beamer Is A Latex Class For Creating Slides For PresentationsDokument64 SeitenIntroduction To Beamer: Beamer Is A Latex Class For Creating Slides For PresentationsbyrucNoch keine Bewertungen
- Why Your Friends Have More Friends Than You DoDokument15 SeitenWhy Your Friends Have More Friends Than You DobyrucNoch keine Bewertungen
- RevModPhys 76 1143Dokument68 SeitenRevModPhys 76 1143byrucNoch keine Bewertungen
- RevModPhys 76 1143Dokument68 SeitenRevModPhys 76 1143byrucNoch keine Bewertungen
- Basics of PVT AnalysisDokument2 SeitenBasics of PVT AnalysisYamal E Askoul TNoch keine Bewertungen
- EX22CT (RHFE-559FTA2) : FeaturesDokument4 SeitenEX22CT (RHFE-559FTA2) : Featuresrafiullah353Noch keine Bewertungen
- ProTrack I ManualDokument203 SeitenProTrack I ManualhishamuddinohariNoch keine Bewertungen
- Reinforcing steel procurement guidelinesDokument3 SeitenReinforcing steel procurement guidelinesSasanka SekharNoch keine Bewertungen
- FP918C Bondstrand 2000M-7000M Inc Taper Taper 01.08.11Dokument28 SeitenFP918C Bondstrand 2000M-7000M Inc Taper Taper 01.08.11Venessa MejiaNoch keine Bewertungen
- Volvo s80 Premier 2005 Wiring DiagramDokument3 SeitenVolvo s80 Premier 2005 Wiring Diagramjim100% (53)
- Fibregrid Brochure WebDokument39 SeitenFibregrid Brochure Webjames.byrneNoch keine Bewertungen
- Harmony Xb4 Xb4bd25Dokument4 SeitenHarmony Xb4 Xb4bd25Ismael AhmedNoch keine Bewertungen
- Thermo Drain 52 Pages - CatalogueDokument52 SeitenThermo Drain 52 Pages - CatalogueSandeep Nair100% (1)
- ASTM C192 (Group 7)Dokument38 SeitenASTM C192 (Group 7)Raine Fair Haven AiNoch keine Bewertungen
- Balancing Chemical EquationsDokument8 SeitenBalancing Chemical EquationsRAIEL ALVARONoch keine Bewertungen
- WBS codes and activity tracking for electrical, BMS, mechanical and plumbing worksDokument8 SeitenWBS codes and activity tracking for electrical, BMS, mechanical and plumbing workskalyaniNoch keine Bewertungen
- Canadian VsgeneratorsDokument24 SeitenCanadian VsgeneratorsStan AndreiNoch keine Bewertungen
- Chap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetDokument2 SeitenChap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetAhmedNoch keine Bewertungen
- Mcs 2010Dokument196 SeitenMcs 2010rvillgNoch keine Bewertungen
- 500 Grinders: What I LearnedDokument19 Seiten500 Grinders: What I LearnedMbah SajanNoch keine Bewertungen
- BendingDokument8 SeitenBendingShal DxtNoch keine Bewertungen
- Grundfosliterature 145813Dokument2 SeitenGrundfosliterature 145813Sudhakar Murugesan100% (1)
- Incinerator Opermanual2 en PDFDokument22 SeitenIncinerator Opermanual2 en PDFcap.mucino100% (1)
- Chromium Plating of Press ToolsDokument6 SeitenChromium Plating of Press Toolsrajamech46Noch keine Bewertungen
- Astm A513 PDFDokument3 SeitenAstm A513 PDFgaminNoch keine Bewertungen
- EcoDesign Checklist DelftUniversity PDFDokument2 SeitenEcoDesign Checklist DelftUniversity PDFsubcribedNoch keine Bewertungen
- Calculation of Sio Diffusion Coefficients Based On Kinetic Curves of Silica Grain DissolutionDokument3 SeitenCalculation of Sio Diffusion Coefficients Based On Kinetic Curves of Silica Grain DissolutionNallely CasasNoch keine Bewertungen
- DATABASE Kawasan Industri PolugadungDokument20 SeitenDATABASE Kawasan Industri PolugadungRina Rachman100% (1)
- Saint Gobain Furon CDV Manual 2 Way MT ValveDokument2 SeitenSaint Gobain Furon CDV Manual 2 Way MT ValveXavierNoch keine Bewertungen
- Steam Systems FundamentalsDokument20 SeitenSteam Systems Fundamentalschristian vergaray gonzales100% (1)
- I S 613 - 2000Dokument11 SeitenI S 613 - 2000Hariprasad gantyalaNoch keine Bewertungen
- Sym Euro MX 125 (EN)Dokument193 SeitenSym Euro MX 125 (EN)manualsym0% (1)
- Authorised Examiners Lifting EquipmentDokument13 SeitenAuthorised Examiners Lifting EquipmentdunglxNoch keine Bewertungen