Das könnte Ihnen auch gefallen
- ESP Design ParametersDokument34 SeitenESP Design ParametersssirupaNoch keine Bewertungen
- 27.08.2020 - Foundation CourseDokument61 Seiten27.08.2020 - Foundation CourseVINAY GAUTAMNoch keine Bewertungen
- Improving ESP Performance With Voltage and Rapper Control Settings - Slides PDFDokument63 SeitenImproving ESP Performance With Voltage and Rapper Control Settings - Slides PDFsulemankhalid100% (1)
- Water Treatment Plant Gyanendra Sharma NPTI DelhiDokument27 SeitenWater Treatment Plant Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- Design and Operating Parameters of ESPsDokument47 SeitenDesign and Operating Parameters of ESPsarisNoch keine Bewertungen
- Coal Milling System Gyanendra Sharma NPTI DelhiDokument79 SeitenCoal Milling System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- SCED Pilot Study Lowers Generation Costs by Rs. 2.59 Cr DailyDokument11 SeitenSCED Pilot Study Lowers Generation Costs by Rs. 2.59 Cr DailyPRAGNoch keine Bewertungen
- Automatic Turbine Testor Gyanendra Sharma Npti DelhiDokument26 SeitenAutomatic Turbine Testor Gyanendra Sharma Npti DelhiNPTINoch keine Bewertungen
- Boiler Fundamentals Gyanendra Sharma NPTI DelhiDokument74 SeitenBoiler Fundamentals Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- ESP KnowledgeBase 06 Operation and MaintenanceDokument42 SeitenESP KnowledgeBase 06 Operation and MaintenanceRajesh Kumar Patnaik100% (1)
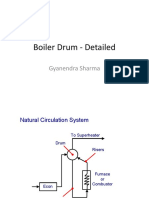
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDokument86 SeitenBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- Air and Draft System Gyanendra Sharma NPTI DelhiDokument40 SeitenAir and Draft System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- ENERGY EFFICIENCY OPPORTUNITIES IN INDUSTRIAL SYSTEMSDokument17 SeitenENERGY EFFICIENCY OPPORTUNITIES IN INDUSTRIAL SYSTEMSMohankumar RajaNoch keine Bewertungen
- ESP - Steag Session 1 Part 1Dokument40 SeitenESP - Steag Session 1 Part 1bharath attaluriNoch keine Bewertungen
- Coal Handling and Transportation SystemsDokument40 SeitenCoal Handling and Transportation SystemsEzhil Vendhan PalanisamyNoch keine Bewertungen
- Esp - Design, Operation & Maintenance: Tapash NagDokument42 SeitenEsp - Design, Operation & Maintenance: Tapash NagAnonymous Gpl668Noch keine Bewertungen
- Esp AbcDokument56 SeitenEsp AbcSubhransu Mohapatra50% (2)
- Air DraftDokument51 SeitenAir DraftRamphani Nunna100% (1)
- CIRCUIT BREAKERS For NptiDokument56 SeitenCIRCUIT BREAKERS For NptiJayPrakash YadavNoch keine Bewertungen
- 3 Commonly Found Problem - 33 - EN - Rev1Dokument58 Seiten3 Commonly Found Problem - 33 - EN - Rev1Siti Ameilia NawarNoch keine Bewertungen
- OnM Best Practices MPPGCLDokument42 SeitenOnM Best Practices MPPGCLJithinAbraham100% (1)
- Unit Hot Start Up Check List: For 5 MinutesDokument7 SeitenUnit Hot Start Up Check List: For 5 MinutesShift Incharge BrbclNoch keine Bewertungen
- SWYD FundamentalDokument47 SeitenSWYD FundamentalSamNoch keine Bewertungen
- SWGRMDokument53 SeitenSWGRMSamNoch keine Bewertungen
- Ak Mühendislik Taahhüt San. Ve Tic. Ltd. ŞtiDokument75 SeitenAk Mühendislik Taahhüt San. Ve Tic. Ltd. ŞtiVictorNoch keine Bewertungen
- Deviation Settlement Mechanism (5th Amendment) : Presentation by EEMG-TSTPSDokument7 SeitenDeviation Settlement Mechanism (5th Amendment) : Presentation by EEMG-TSTPSSuresh GantaNoch keine Bewertungen
- Boiler Drum Level ControlDokument5 SeitenBoiler Drum Level ControlAlka KaushikNoch keine Bewertungen
- 1368 - Case Study For Renovation of ESPDokument64 Seiten1368 - Case Study For Renovation of ESPLamNoch keine Bewertungen
- CFBC Boiler Scale UpDokument14 SeitenCFBC Boiler Scale UpBijoy B MenonNoch keine Bewertungen
- HP Heater Performance and Spray System PresentationDokument16 SeitenHP Heater Performance and Spray System PresentationDhiraj KumarNoch keine Bewertungen
- Draught System Gyanendra Sharma NPTI DelhiDokument24 SeitenDraught System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- APH - 4 SepDokument40 SeitenAPH - 4 SepSuganya LokeshNoch keine Bewertungen
- CT, CVT and LA Gyanendra Sharma NPTI DelhiDokument75 SeitenCT, CVT and LA Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- 2x600 MW Electrostatic-PrecipitatorDokument76 Seiten2x600 MW Electrostatic-Precipitatortrung2iNoch keine Bewertungen
- Benson BoilerDokument20 SeitenBenson BoilerjigsprajapatiNoch keine Bewertungen
- Gravimetric Feeder For Pulvurised FuelDokument2 SeitenGravimetric Feeder For Pulvurised FuelVijay KumarNoch keine Bewertungen
- 02 FSSS Logic SystemDokument51 Seiten02 FSSS Logic SystemSam100% (3)
- Controlling Air Pollution with Electrostatic PrecipitatorsDokument30 SeitenControlling Air Pollution with Electrostatic PrecipitatorsJerry FransiscusNoch keine Bewertungen
- FD ID Logic System Gyanendra Sharma NPTI DelhiDokument40 SeitenFD ID Logic System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- Sliding Pressure Operation in Combined CyclesDokument5 SeitenSliding Pressure Operation in Combined CyclesJeeEianYannNoch keine Bewertungen
- Introduction To Swas Steam and Water Analysis SystemDokument41 SeitenIntroduction To Swas Steam and Water Analysis SystemvaishnaviNoch keine Bewertungen
- Availability Based Tariff Gyanendra Sharma NPTI DelhiDokument82 SeitenAvailability Based Tariff Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- AC Supply System Gyanendra Sharma NPTI DelhiDokument20 SeitenAC Supply System Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- 13) Reduce Boiler Tube Leakages in Your Power StationDokument4 Seiten13) Reduce Boiler Tube Leakages in Your Power StationSaurabh BarangeNoch keine Bewertungen
- C& I For SupercriticalDokument93 SeitenC& I For SupercriticalPrudhvi RajNoch keine Bewertungen
- Power Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0Dokument37 SeitenPower Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0singhishpal24374Noch keine Bewertungen
- Session 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)Dokument52 SeitenSession 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)pkumarNoch keine Bewertungen
- Climate Leaders Industrial Boiler EfficiencyDokument29 SeitenClimate Leaders Industrial Boiler Efficiencykarman_batraNoch keine Bewertungen
- Test ESPDokument8 SeitenTest ESPsrigirisetty208Noch keine Bewertungen
- Drum Level Pressure Compensation System Gyanendra Sharma Npti DelhiDokument36 SeitenDrum Level Pressure Compensation System Gyanendra Sharma Npti DelhiNPTI100% (1)
- 03 APC ReductionDokument55 Seiten03 APC ReductionDevanshu SinghNoch keine Bewertungen
- Available Online Through: Research ArticleDokument10 SeitenAvailable Online Through: Research ArticleAurobinda MishraNoch keine Bewertungen
- Regulatory and Comm Aspects of Power Generation - 24.06.2019Dokument56 SeitenRegulatory and Comm Aspects of Power Generation - 24.06.2019dks12Noch keine Bewertungen
- Paper 3 Operational Best Practices For ESP Performance Improvement PDFDokument79 SeitenPaper 3 Operational Best Practices For ESP Performance Improvement PDFDinoNoch keine Bewertungen
- CCPP Operation ManualDokument21 SeitenCCPP Operation ManualEgit Bobyarta100% (5)
- Combined Cycle Power Plant Operation GuideDokument21 SeitenCombined Cycle Power Plant Operation GuideParmeshwar Nath Tripathi100% (3)
- Encon Basement VentilationDokument15 SeitenEncon Basement VentilationcyruskuleiNoch keine Bewertungen
- Commissioning of Large Vacuum Systems: K. ZapfeDokument10 SeitenCommissioning of Large Vacuum Systems: K. ZapfeLê Văn Thế QuangNoch keine Bewertungen
- ESP Operation and Maintenance GuideDokument42 SeitenESP Operation and Maintenance GuideWahyu ßagus TriwiyonoNoch keine Bewertungen
- Solar AC (Compatibility Mode)Dokument41 SeitenSolar AC (Compatibility Mode)Jeniwer BimroNoch keine Bewertungen
- Extension BoeDokument1 SeiteExtension BoeNilamani Umashankar JenaNoch keine Bewertungen
- RSO TestingDokument19 SeitenRSO TestingAntonio DsfvsdcNoch keine Bewertungen
- CTTC-Summer-2024Dokument1 SeiteCTTC-Summer-2024Nilamani Umashankar JenaNoch keine Bewertungen
- Air Compressor Status in September MonthDokument1 SeiteAir Compressor Status in September MonthNilamani Umashankar JenaNoch keine Bewertungen
- Utilization of Repetitive Surge Oscillograph (RSO)Dokument27 SeitenUtilization of Repetitive Surge Oscillograph (RSO)Aitzaz HussainNoch keine Bewertungen
- What Is The Definition of Electrical Preventive Maintenance?Dokument14 SeitenWhat Is The Definition of Electrical Preventive Maintenance?lestermuscaNoch keine Bewertungen
- Syllabus-Technical PositionsDokument5 SeitenSyllabus-Technical PositionsAashima PurohitNoch keine Bewertungen
- 700 Vocab PDF Antonym and Synonym 86Dokument179 Seiten700 Vocab PDF Antonym and Synonym 86Anunay KhareNoch keine Bewertungen
- EconomicsDokument2 SeitenEconomicsNilamani Umashankar JenaNoch keine Bewertungen
- Maintenance Checklist - Motors: Understanding Your MotorDokument2 SeitenMaintenance Checklist - Motors: Understanding Your Motormarkfoy100% (2)
- HijokDokument12 SeitenHijokNilamani Umashankar JenaNoch keine Bewertungen
- TSCDokument13 SeitenTSCSanjay ChakrabortyNoch keine Bewertungen
- Turbine Operation Manual 600 MW DongfangDokument223 SeitenTurbine Operation Manual 600 MW Dongfangkumar_ranjan_373% (11)
- IhiojiipDokument19 SeitenIhiojiipNilamani Umashankar JenaNoch keine Bewertungen
- IhiojiipDokument19 SeitenIhiojiipNilamani Umashankar JenaNoch keine Bewertungen
- Solar Energy Presentation 0220Dokument35 SeitenSolar Energy Presentation 0220Mashgol KarimNoch keine Bewertungen
- EC ElectromagneticsDokument51 SeitenEC ElectromagneticsNilamani Umashankar JenaNoch keine Bewertungen
- Case Studies on Addressing High Vibration in Steam Turbine GeneratorsDokument36 SeitenCase Studies on Addressing High Vibration in Steam Turbine GeneratorsAHMEDSAEED013Noch keine Bewertungen
- India's new emission norms for thermal power plantsDokument10 SeitenIndia's new emission norms for thermal power plantsRavi ChandarNoch keine Bewertungen
- ZZ 1Dokument2 SeitenZZ 1Nilamani Umashankar JenaNoch keine Bewertungen
- OAHWFPJPDokument1 SeiteOAHWFPJPNilamani Umashankar JenaNoch keine Bewertungen
- Bhel Journal Apr 07Dokument68 SeitenBhel Journal Apr 07Vikram DangoreyNoch keine Bewertungen
- Air Compressor System Status On 23.03.2019Dokument2 SeitenAir Compressor System Status On 23.03.2019Nilamani Umashankar JenaNoch keine Bewertungen
- ABB - Generator Protections GuideDokument45 SeitenABB - Generator Protections GuideAyesha ShaikhNoch keine Bewertungen
- Switchyard Equipment and Relay Healthiness Status On 31.05.2018Dokument3 SeitenSwitchyard Equipment and Relay Healthiness Status On 31.05.2018Nilamani Umashankar JenaNoch keine Bewertungen
- Compressed Air Leakage DetailDokument1 SeiteCompressed Air Leakage DetailNilamani Umashankar JenaNoch keine Bewertungen
- GK in ENGLISH (For More Book - WWW - Gktrickhindi.com)Dokument177 SeitenGK in ENGLISH (For More Book - WWW - Gktrickhindi.com)Nilamani Umashankar JenaNoch keine Bewertungen
- Control SystemDokument58 SeitenControl SystemRavi ThejaNoch keine Bewertungen
- ESE 18 Cut Offs English PDFDokument1 SeiteESE 18 Cut Offs English PDFNilamani Umashankar JenaNoch keine Bewertungen
- 84 Instant Tips Towards Perfecting GrammarDokument14 Seiten84 Instant Tips Towards Perfecting GrammarNilamani Umashankar JenaNoch keine Bewertungen
- Drag Embedded AnchorsDokument6 SeitenDrag Embedded AnchorsrussellboxhallNoch keine Bewertungen
- India An Archaeological History Palaeolithic Beginnings To Early Historic Foundations (Dilip K. Chakrabarti) (Z-Library)Dokument437 SeitenIndia An Archaeological History Palaeolithic Beginnings To Early Historic Foundations (Dilip K. Chakrabarti) (Z-Library)soumadri.2023.1301Noch keine Bewertungen
- Main Sulci & Fissures: Cerebral FissureDokument17 SeitenMain Sulci & Fissures: Cerebral FissureNagbhushan BmNoch keine Bewertungen
- BA 302 Lesson 3Dokument26 SeitenBA 302 Lesson 3ピザンメルビンNoch keine Bewertungen
- The Truth of Extinction: 7.1 Nietzsche's FableDokument2 SeitenThe Truth of Extinction: 7.1 Nietzsche's FableGraciela Barón GuiñazúNoch keine Bewertungen
- Antenna SpecificationsDokument2 SeitenAntenna SpecificationsRobertNoch keine Bewertungen
- Giraffe Juice GamesDokument32 SeitenGiraffe Juice Gamesgwyn022100% (3)
- Understanding Logistics and Supply Chain Management ConceptsDokument12 SeitenUnderstanding Logistics and Supply Chain Management Conceptsarfat kabraNoch keine Bewertungen
- VLSI Physical Design: From Graph Partitioning To Timing ClosureDokument30 SeitenVLSI Physical Design: From Graph Partitioning To Timing Closurenagabhairu anushaNoch keine Bewertungen
- Seminar - Review 2 FinalDokument12 SeitenSeminar - Review 2 FinalBhaskaruni Sai TarunNoch keine Bewertungen
- Subject and Content NotesDokument52 SeitenSubject and Content NotesJoe Carl CastilloNoch keine Bewertungen
- 6.1.3 Final Exam - Exam (Exam)Dokument8 Seiten6.1.3 Final Exam - Exam (Exam)parker3poseyNoch keine Bewertungen
- PrEN 12271-10 - Factory Production ControlDokument17 SeitenPrEN 12271-10 - Factory Production ControlPedjaNoch keine Bewertungen
- C172M QRH (VH-JZJ) v1.1Dokument49 SeitenC172M QRH (VH-JZJ) v1.1alphaNoch keine Bewertungen
- Adb Wind ConeDokument4 SeitenAdb Wind ConeSulistyo WidodoNoch keine Bewertungen
- Lecture 6Dokument16 SeitenLecture 6Dina Saad EskandereNoch keine Bewertungen
- NACE CIP Part II - (6) Coatings For Industry - (Qs - As)Dokument23 SeitenNACE CIP Part II - (6) Coatings For Industry - (Qs - As)Almagesto QuenayaNoch keine Bewertungen
- 16SEE - Schedule of PapersDokument36 Seiten16SEE - Schedule of PapersPiyush Jain0% (1)
- ASIA INTERNATIONAL FURNITURE MATERIALS CONTRACTDokument2 SeitenASIA INTERNATIONAL FURNITURE MATERIALS CONTRACTSALOME URUCHI AGUILARNoch keine Bewertungen
- By Emile Alline: Technical Art by Fred WolffDokument4 SeitenBy Emile Alline: Technical Art by Fred WolffJim100% (3)
- Individual Moving Range (I-MR) Charts ExplainedDokument18 SeitenIndividual Moving Range (I-MR) Charts ExplainedRam Ramanathan0% (1)
- Manager - PPIC Role DescriptionDokument2 SeitenManager - PPIC Role DescriptionAmit TamhankarNoch keine Bewertungen
- CFLM1 Chapter 1Dokument24 SeitenCFLM1 Chapter 1Jonathan TawagNoch keine Bewertungen
- HR MasterlistDokument6 SeitenHR MasterlistLeychelle AnnNoch keine Bewertungen
- Mindfulness With Collegiate Gymnasts - Effects On Flow, Stress and Overall Mindfulness LevelsNicholas P. Cherupa,, Zeljka VidicDokument13 SeitenMindfulness With Collegiate Gymnasts - Effects On Flow, Stress and Overall Mindfulness LevelsNicholas P. Cherupa,, Zeljka VidicGABRIELNoch keine Bewertungen
- Science-6 - Q4 - W8-DLL - Mar 10Dokument2 SeitenScience-6 - Q4 - W8-DLL - Mar 10cristina quiambaoNoch keine Bewertungen
- Writing A Spooky Setting DescriptionDokument4 SeitenWriting A Spooky Setting DescriptionAayan AnjumNoch keine Bewertungen
- Production of Formaldehyde From MethanolDokument200 SeitenProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- An Introduction To Community DevelopmentDokument21 SeitenAn Introduction To Community DevelopmentThuyAnh NgnNoch keine Bewertungen
- Designers' Guide To Eurocode 7 Geothechnical DesignDokument213 SeitenDesigners' Guide To Eurocode 7 Geothechnical DesignJoão Gamboias100% (9)