Das könnte Ihnen auch gefallen
- De-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartDokument5 SeitenDe-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartRawlinson TolentinoNoch keine Bewertungen
- Us 2975201Dokument3 SeitenUs 2975201Rawlinson TolentinoNoch keine Bewertungen
- Seguimiento de Proyectos ObjetivosDokument12 SeitenSeguimiento de Proyectos ObjetivosArqcast Solis TrujilloNoch keine Bewertungen
- De-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartDokument5 SeitenDe-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartRawlinson TolentinoNoch keine Bewertungen
- Kiids Rbank Balanced Fund 2qtr 2016Dokument2 SeitenKiids Rbank Balanced Fund 2qtr 2016Rawlinson TolentinoNoch keine Bewertungen
- 15338-NT15338 Technical PyrazineDokument29 Seiten15338-NT15338 Technical PyrazineRawlinson TolentinoNoch keine Bewertungen
- United States Patent Of?ce: Patented June 17, 1969Dokument3 SeitenUnited States Patent Of?ce: Patented June 17, 1969Rawlinson TolentinoNoch keine Bewertungen
- Mws Che Inp TXT Direct ExamplesDokument7 SeitenMws Che Inp TXT Direct ExamplesRawlinson TolentinoNoch keine Bewertungen
- CrackingDokument20 SeitenCrackingNiaz Ali KhanNoch keine Bewertungen
- 14 Haz MaterialsDokument81 Seiten14 Haz MaterialsDarby MorganNoch keine Bewertungen
- Shell Momentum BalancesDokument48 SeitenShell Momentum BalancesJuan CarvajalNoch keine Bewertungen
- Experienced Based Rules of Chemical EngineeringDokument33 SeitenExperienced Based Rules of Chemical Engineeringintania66Noch keine Bewertungen
- 10%DP12mos-BF W/ BANK CHARGES Amaia Land Corp. Amaia Scapes LipaDokument1 Seite10%DP12mos-BF W/ BANK CHARGES Amaia Land Corp. Amaia Scapes LipaRawlinson TolentinoNoch keine Bewertungen
- Effective PresentationsDokument53 SeitenEffective PresentationsShreesh Chandra100% (1)
- Final Candle Paper PDFDokument14 SeitenFinal Candle Paper PDFRawlinson TolentinoNoch keine Bewertungen
- IV. Desgn Eqtn For Lamnar TurbulentDokument45 SeitenIV. Desgn Eqtn For Lamnar TurbulentRawlinson TolentinoNoch keine Bewertungen
- Chem 444 WebDokument181 SeitenChem 444 WebRawlinson TolentinoNoch keine Bewertungen
- Effective PresentationsDokument45 SeitenEffective PresentationsRawlinson TolentinoNoch keine Bewertungen
- Mws Che Inp TXT Direct ExamplesDokument7 SeitenMws Che Inp TXT Direct ExamplesRawlinson TolentinoNoch keine Bewertungen
- Condensate Line SizingDokument2 SeitenCondensate Line Sizingemmanuilmoulos6339100% (1)
- Compressed Air Option CalculatorDokument17 SeitenCompressed Air Option CalculatorEnigmatic Ashutosh KumarNoch keine Bewertungen
- Centrifugal Pump Curves GdafadasgadDokument2 SeitenCentrifugal Pump Curves GdafadasgadRawlinson TolentinoNoch keine Bewertungen
- Compressed Air Option CalculatorDokument17 SeitenCompressed Air Option CalculatorEnigmatic Ashutosh KumarNoch keine Bewertungen
- Experienced Based Rules of Chemical EngineeringDokument33 SeitenExperienced Based Rules of Chemical Engineeringintania66Noch keine Bewertungen
- Equipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersDokument1 SeiteEquipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersRawlinson TolentinoNoch keine Bewertungen
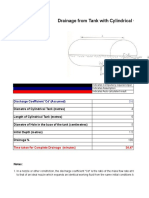
- Drainage From Tank With Cylindrical Cross-Section: Discharge Coefficient 'CD' (Assumed)Dokument6 SeitenDrainage From Tank With Cylindrical Cross-Section: Discharge Coefficient 'CD' (Assumed)Rawlinson TolentinoNoch keine Bewertungen
- Pump Min Safe Flow CalcDokument2 SeitenPump Min Safe Flow CalcmohamedbadawyNoch keine Bewertungen
- Gas Flow in OrificeDokument2 SeitenGas Flow in OrificeRawlinson TolentinoNoch keine Bewertungen
- Insulation Thickness CalculationDokument2 SeitenInsulation Thickness Calculationrajpal14667% (6)
- Ergun EquationDokument4 SeitenErgun EquationRawlinson TolentinoNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Determination of Bendamustine Hydrochloride in Pure and Dosage Forms by Ion-Associative Complex FormationDokument6 SeitenDetermination of Bendamustine Hydrochloride in Pure and Dosage Forms by Ion-Associative Complex FormationHeidi HughesNoch keine Bewertungen
- Gcse Marking Scheme: Science - Biology (New) JANUARY 2013Dokument38 SeitenGcse Marking Scheme: Science - Biology (New) JANUARY 2013sureshthevanNoch keine Bewertungen
- Separation Techniques WorksheetDokument2 SeitenSeparation Techniques WorksheetyuniNoch keine Bewertungen
- Journal Type (Thesis)Dokument12 SeitenJournal Type (Thesis)api-19649313Noch keine Bewertungen
- Gilsonite - Modified Gilsonite - Fluid Loss ControlDokument3 SeitenGilsonite - Modified Gilsonite - Fluid Loss ControlManargudi mannarNoch keine Bewertungen
- Design Optimisation of Space Frame ChassisDokument40 SeitenDesign Optimisation of Space Frame Chassisadj adj100% (1)
- Aiats-2022 (Cf+Oym) Test-03 Code-A&b Solutions 09.01.2022Dokument40 SeitenAiats-2022 (Cf+Oym) Test-03 Code-A&b Solutions 09.01.2022Yatin PrakashNoch keine Bewertungen
- Analise de VálvulaDokument10 SeitenAnalise de VálvulaCristiano ScheuerNoch keine Bewertungen
- Mars5 Xpress SOPDokument5 SeitenMars5 Xpress SOPedcr23Noch keine Bewertungen
- Training Report G.H.T.P, Lehra MohabbatDokument47 SeitenTraining Report G.H.T.P, Lehra Mohabbatgoyalz100% (2)
- Ecological Influence On Selected Aloe Vera Populations in Two Geographical Zones in NigeriaDokument6 SeitenEcological Influence On Selected Aloe Vera Populations in Two Geographical Zones in Nigeriaibrahimflora7404Noch keine Bewertungen
- G171.1207962-1 - Standard Test Scratch HardnessDokument7 SeitenG171.1207962-1 - Standard Test Scratch HardnessVictor Manuel Florez FrancoNoch keine Bewertungen
- En - 0122 8706 Ccta 20 01 00149Dokument10 SeitenEn - 0122 8706 Ccta 20 01 00149mrcariNoch keine Bewertungen
- EscravosDokument2 SeitenEscravosJorge Rodriguez HerreraNoch keine Bewertungen
- Czm-On The Practical Application of The Cohesive ModelDokument25 SeitenCzm-On The Practical Application of The Cohesive ModelAldyansyah PutraNoch keine Bewertungen
- Diagram PsychrometricDokument4 SeitenDiagram PsychrometricJanry EfriyantoNoch keine Bewertungen
- Cem Tec White PuDokument2 SeitenCem Tec White Pupravi3434Noch keine Bewertungen
- Program Design: Construct and Algorithms Using Problems Solving Tools - Sample ExercisesDokument57 SeitenProgram Design: Construct and Algorithms Using Problems Solving Tools - Sample ExercisesJuan PorceleinNoch keine Bewertungen
- Laser Cutting SystemDokument21 SeitenLaser Cutting SystemSamo FelicijanNoch keine Bewertungen
- Geo MarkDokument51 SeitenGeo MarkmustafaNoch keine Bewertungen
- Vapro 5520 ManualDokument102 SeitenVapro 5520 ManualmuckrakeringNoch keine Bewertungen
- Induction HeatingDokument29 SeitenInduction HeatingwchavezbNoch keine Bewertungen
- Raychem Heat Shrink Terminations HVTDokument18 SeitenRaychem Heat Shrink Terminations HVTgerardoNoch keine Bewertungen
- History of Photo Volatic CellDokument12 SeitenHistory of Photo Volatic CellKarthick ThiyaguNoch keine Bewertungen
- FiatDokument10 SeitenFiatrgi178100% (1)
- Börger RLP (Simplicity) PDFDokument8 SeitenBörger RLP (Simplicity) PDFMilena Lemus FonsecaNoch keine Bewertungen
- 8 AdsorptionDokument85 Seiten8 AdsorptionRush WahabNoch keine Bewertungen
- g115 Ws Us PDFDokument60 Seiteng115 Ws Us PDFNiku HNoch keine Bewertungen
- 4D Mechanical - Mechanical EngineeringDokument27 Seiten4D Mechanical - Mechanical EngineeringSulist N WahyudieNoch keine Bewertungen
- Polymers Unit IIIDokument33 SeitenPolymers Unit IIIdinnu14Noch keine Bewertungen