Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- IMP Workshop ManualDokument336 SeitenIMP Workshop Manualsyllavethyjim67% (3)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- 2884-Panel Beating PDFDokument1 Seite2884-Panel Beating PDFsyllavethyjim100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Astm A 743 PDFDokument8 SeitenAstm A 743 PDFWill MottaNoch keine Bewertungen
- Astm G 44 - 99 - RZQ0Dokument4 SeitenAstm G 44 - 99 - RZQ0Samuel EduardoNoch keine Bewertungen
- AWS CWI Part B-Book of Specs-Spanish 2017Dokument105 SeitenAWS CWI Part B-Book of Specs-Spanish 2017SYED FADZIL SYED MOHAMED100% (4)
- Seam DefectDokument4 SeitenSeam DefectPatrick Dominguez100% (2)
- API 610 Centrifugal Pumps For Petroleum Petrochemical and Natural Gas Industries 11th Ed 2010 APPENDIX HDokument8 SeitenAPI 610 Centrifugal Pumps For Petroleum Petrochemical and Natural Gas Industries 11th Ed 2010 APPENDIX HZlatko CvetkovskiNoch keine Bewertungen
- Specs 670-26 - C27Dokument13 SeitenSpecs 670-26 - C27Hery Mardiono Hery50% (2)
- HDPE Pipe Joining System PDFDokument22 SeitenHDPE Pipe Joining System PDFVasilica Barbarasa50% (2)
- En 10208-1Dokument49 SeitenEn 10208-1Semcabih100% (4)
- 2885-Dent & Bulge Removal PDFDokument1 Seite2885-Dent & Bulge Removal PDFsyllavethyjimNoch keine Bewertungen
- 2890-Nuts & Spanners PDFDokument1 Seite2890-Nuts & Spanners PDFsyllavethyjimNoch keine Bewertungen
- 2889-Further Drilling Methods PDFDokument1 Seite2889-Further Drilling Methods PDFsyllavethyjimNoch keine Bewertungen
- 2886-Stud Fitting & Removal PDFDokument1 Seite2886-Stud Fitting & Removal PDFsyllavethyjimNoch keine Bewertungen
- 2881-Radii Functions and Checking PDFDokument1 Seite2881-Radii Functions and Checking PDFsyllavethyjimNoch keine Bewertungen
- 2880-Supporting & Steadying PDFDokument1 Seite2880-Supporting & Steadying PDFsyllavethyjimNoch keine Bewertungen
- 2872-Circular Clips #2 PDFDokument1 Seite2872-Circular Clips #2 PDFsyllavethyjimNoch keine Bewertungen
- 2874-Fitting Core Plugs PDFDokument1 Seite2874-Fitting Core Plugs PDFsyllavethyjimNoch keine Bewertungen
- 2883-Metal Working PDFDokument1 Seite2883-Metal Working PDFsyllavethyjimNoch keine Bewertungen
- Contours 1: Hile It CannotDokument1 SeiteContours 1: Hile It CannotsyllavethyjimNoch keine Bewertungen
- 2888-Oblique Drilling PDFDokument1 Seite2888-Oblique Drilling PDFsyllavethyjimNoch keine Bewertungen
- 2879-Clamping & Holding PDFDokument1 Seite2879-Clamping & Holding PDFsyllavethyjimNoch keine Bewertungen
- 2887-Broken Drills & Taps PDFDokument1 Seite2887-Broken Drills & Taps PDFsyllavethyjimNoch keine Bewertungen
- 2878-Chains & Sprockets PDFDokument1 Seite2878-Chains & Sprockets PDFsyllavethyjimNoch keine Bewertungen
- 2876-Belt Fasteners PDFDokument1 Seite2876-Belt Fasteners PDFsyllavethyjimNoch keine Bewertungen
- 2875-Belt Drives PDFDokument1 Seite2875-Belt Drives PDFsyllavethyjimNoch keine Bewertungen
- 2873-Cotters & Wedges PDFDokument1 Seite2873-Cotters & Wedges PDFsyllavethyjimNoch keine Bewertungen
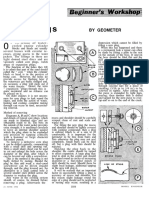
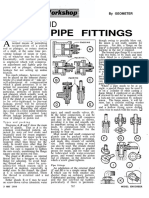
- 2868-Glands & Pipe Fittings PDFDokument1 Seite2868-Glands & Pipe Fittings PDFsyllavethyjimNoch keine Bewertungen
- 2877-Roller Chain & Sprockets PDFDokument1 Seite2877-Roller Chain & Sprockets PDFsyllavethyjimNoch keine Bewertungen
- 2871-Circular Clips #1 PDFDokument1 Seite2871-Circular Clips #1 PDFsyllavethyjimNoch keine Bewertungen
- 2870-Simple Screw Assembly PDFDokument1 Seite2870-Simple Screw Assembly PDFsyllavethyjimNoch keine Bewertungen
- 2865-Testing & Facing Valves PDFDokument1 Seite2865-Testing & Facing Valves PDFsyllavethyjimNoch keine Bewertungen
- 2863-Valve Seating Tools PDFDokument1 Seite2863-Valve Seating Tools PDFsyllavethyjimNoch keine Bewertungen
- 2869-Fitting & Joining Pipes PDFDokument1 Seite2869-Fitting & Joining Pipes PDFsyllavethyjimNoch keine Bewertungen
- 2867 Case HardeningDokument1 Seite2867 Case HardeningEr Sukhwinder SinghNoch keine Bewertungen
- 2861-Wheel & Shaft PullersDokument1 Seite2861-Wheel & Shaft PullersSandra Barnett CrossanNoch keine Bewertungen
- 2866-Hardening & Tempering PDFDokument1 Seite2866-Hardening & Tempering PDFsyllavethyjimNoch keine Bewertungen
- 2864-Poppet Valves & Seating PDFDokument1 Seite2864-Poppet Valves & Seating PDFsyllavethyjimNoch keine Bewertungen
- Automated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDokument9 SeitenAutomated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDanZel DanNoch keine Bewertungen
- Process Optimisation For A Squeeze Cast Magnesium Alloy MetalDokument8 SeitenProcess Optimisation For A Squeeze Cast Magnesium Alloy MetalAugusto GoulartNoch keine Bewertungen
- PM BOQ Electrical EstimateDokument53 SeitenPM BOQ Electrical EstimateXozanNoch keine Bewertungen
- IscarDokument158 SeitenIscarDOBJAN100% (1)
- 2013 Mechanismofdebismuthizingwithcalciumandmagnesium PDFDokument5 Seiten2013 Mechanismofdebismuthizingwithcalciumandmagnesium PDFLayos Peru HdzNoch keine Bewertungen
- Determining Density Lab ReportDokument3 SeitenDetermining Density Lab ReportJohn JohnsonNoch keine Bewertungen
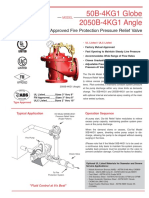
- 50B-4KG1 Globe 2050B-4KG1 Angle: Listed/Approved Fire Protection Pressure Relief ValveDokument2 Seiten50B-4KG1 Globe 2050B-4KG1 Angle: Listed/Approved Fire Protection Pressure Relief ValveNazrul IslamNoch keine Bewertungen
- FH Thermal Exp Piping Sys-Part1Dokument50 SeitenFH Thermal Exp Piping Sys-Part1mehdiNoch keine Bewertungen
- Welded JointsDokument15 SeitenWelded Jointsoki zNoch keine Bewertungen
- Esdep Lecture Note (Wg2)Dokument26 SeitenEsdep Lecture Note (Wg2)Rahul ShrivastavaNoch keine Bewertungen
- Heat Treatment PDFDokument1 SeiteHeat Treatment PDFkdalavadi3905Noch keine Bewertungen
- Japanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesDokument10 SeitenJapanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesrizaedlysamNoch keine Bewertungen
- VACTOR Nozzle CatalogDokument28 SeitenVACTOR Nozzle CatalogmvalleNoch keine Bewertungen
- Zinc On Stainless Steel Danger PDFDokument104 SeitenZinc On Stainless Steel Danger PDFLâm ThanhNoch keine Bewertungen
- PacificValvesCastSteelBoltedBonnetCatalogCV 421 PDFDokument28 SeitenPacificValvesCastSteelBoltedBonnetCatalogCV 421 PDFGoutham KSNoch keine Bewertungen
- Diacid Corrosion Water Based FluidsDokument18 SeitenDiacid Corrosion Water Based FluidsNgũ Viên Gia CácNoch keine Bewertungen
- Structural Repair Manual: S - Indicates Single Action RivetDokument6 SeitenStructural Repair Manual: S - Indicates Single Action RivetJose Miguel Atehortua Arenas100% (1)
- Chemical Composition and Mechanical Properties of Steel (Indian Standard)Dokument6 SeitenChemical Composition and Mechanical Properties of Steel (Indian Standard)Sreenubabu KandruNoch keine Bewertungen
- Metallic ChemistryDokument14 SeitenMetallic ChemistryEko Budi PrasetioNoch keine Bewertungen
- Farm Shop: Multiple ChoiceDokument2 SeitenFarm Shop: Multiple ChoiceAlfredo CondeNoch keine Bewertungen
- Acuflo Price List 2016Dokument35 SeitenAcuflo Price List 2016anilrawat1987Noch keine Bewertungen
- Chapter21 - Fundamental of MachiningDokument63 SeitenChapter21 - Fundamental of Machining叭叭叭2Noch keine Bewertungen