Das könnte Ihnen auch gefallen
- IMP Workshop ManualDokument336 SeitenIMP Workshop Manualsyllavethyjim67% (3)
- 2880-Supporting & Steadying PDFDokument1 Seite2880-Supporting & Steadying PDFsyllavethyjimNoch keine Bewertungen
- 2890-Nuts & Spanners PDFDokument1 Seite2890-Nuts & Spanners PDFsyllavethyjimNoch keine Bewertungen
- 2881-Radii Functions and Checking PDFDokument1 Seite2881-Radii Functions and Checking PDFsyllavethyjimNoch keine Bewertungen
- 2888-Oblique Drilling PDFDokument1 Seite2888-Oblique Drilling PDFsyllavethyjimNoch keine Bewertungen
- 2885-Dent & Bulge Removal PDFDokument1 Seite2885-Dent & Bulge Removal PDFsyllavethyjimNoch keine Bewertungen
- 2886-Stud Fitting & Removal PDFDokument1 Seite2886-Stud Fitting & Removal PDFsyllavethyjimNoch keine Bewertungen
- Contours 1: Hile It CannotDokument1 SeiteContours 1: Hile It CannotsyllavethyjimNoch keine Bewertungen
- 2876-Belt Fasteners PDFDokument1 Seite2876-Belt Fasteners PDFsyllavethyjimNoch keine Bewertungen
- 2887-Broken Drills & Taps PDFDokument1 Seite2887-Broken Drills & Taps PDFsyllavethyjimNoch keine Bewertungen
- 2884-Panel Beating PDFDokument1 Seite2884-Panel Beating PDFsyllavethyjim100% (1)
- 2871-Circular Clips #1 PDFDokument1 Seite2871-Circular Clips #1 PDFsyllavethyjimNoch keine Bewertungen
- 2879-Clamping & Holding PDFDokument1 Seite2879-Clamping & Holding PDFsyllavethyjimNoch keine Bewertungen
- 2883-Metal Working PDFDokument1 Seite2883-Metal Working PDFsyllavethyjimNoch keine Bewertungen
- 2872-Circular Clips #2 PDFDokument1 Seite2872-Circular Clips #2 PDFsyllavethyjimNoch keine Bewertungen
- 2870-Simple Screw Assembly PDFDokument1 Seite2870-Simple Screw Assembly PDFsyllavethyjimNoch keine Bewertungen
- 2873-Cotters & Wedges PDFDokument1 Seite2873-Cotters & Wedges PDFsyllavethyjimNoch keine Bewertungen
- 2878-Chains & Sprockets PDFDokument1 Seite2878-Chains & Sprockets PDFsyllavethyjimNoch keine Bewertungen
- 2866-Hardening & Tempering PDFDokument1 Seite2866-Hardening & Tempering PDFsyllavethyjimNoch keine Bewertungen
- 2875-Belt Drives PDFDokument1 Seite2875-Belt Drives PDFsyllavethyjimNoch keine Bewertungen
- Roller Chains and Sprockets GuideDokument1 SeiteRoller Chains and Sprockets GuidesyllavethyjimNoch keine Bewertungen
- 2863-Valve Seating Tools PDFDokument1 Seite2863-Valve Seating Tools PDFsyllavethyjimNoch keine Bewertungen
- 2869-Fitting & Joining Pipes PDFDokument1 Seite2869-Fitting & Joining Pipes PDFsyllavethyjimNoch keine Bewertungen
- 2874-Fitting Core Plugs PDFDokument1 Seite2874-Fitting Core Plugs PDFsyllavethyjimNoch keine Bewertungen
- 2868-Glands & Pipe Fittings PDFDokument1 Seite2868-Glands & Pipe Fittings PDFsyllavethyjimNoch keine Bewertungen
- 2867 Case HardeningDokument1 Seite2867 Case HardeningEr Sukhwinder SinghNoch keine Bewertungen
- 2861-Wheel & Shaft PullersDokument1 Seite2861-Wheel & Shaft PullersSandra Barnett CrossanNoch keine Bewertungen
- 2864-Poppet Valves & Seating PDFDokument1 Seite2864-Poppet Valves & Seating PDFsyllavethyjimNoch keine Bewertungen
- 2865-Testing & Facing Valves PDFDokument1 Seite2865-Testing & Facing Valves PDFsyllavethyjimNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Group13 Task1 FinalDokument22 SeitenGroup13 Task1 FinalAfnan MazNoch keine Bewertungen
- Cleartrip Flight Domestic E-TicketDokument3 SeitenCleartrip Flight Domestic E-TicketMkm ZafarNoch keine Bewertungen
- IoT Globalstar Brochure PDFDokument16 SeitenIoT Globalstar Brochure PDFJosue OuattaraNoch keine Bewertungen
- Final Big BiteDokument10 SeitenFinal Big Biteapi-519944026Noch keine Bewertungen
- Tips To Improve Your Freestyle BreathingDokument6 SeitenTips To Improve Your Freestyle BreathingreacharunkNoch keine Bewertungen
- The Island of FeelingsDokument1 SeiteThe Island of FeelingsKimberley Sicat BautistaNoch keine Bewertungen
- LalaDokument6 SeitenLalaJulius BaguinangNoch keine Bewertungen
- Whirlpool Awo D 41100Dokument29 SeitenWhirlpool Awo D 41100Teodora OnciuNoch keine Bewertungen
- DUSH AND RUSH CAR DRIVINGDokument5 SeitenDUSH AND RUSH CAR DRIVINGUmer Asfandyar BalghariNoch keine Bewertungen
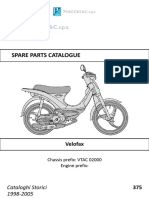
- Velo FaxDokument54 SeitenVelo FaxjuanNoch keine Bewertungen
- El Nido Resort Lagen Island InnovationDokument5 SeitenEl Nido Resort Lagen Island InnovationAlessandra Faye BoreroNoch keine Bewertungen
- What Is ISDN (Integrated Services Digital Network) ?: How It WorksDokument5 SeitenWhat Is ISDN (Integrated Services Digital Network) ?: How It Workssoqylio mcbarNoch keine Bewertungen
- StyleCAD V7 Marking ManualDokument162 SeitenStyleCAD V7 Marking ManualazadiNoch keine Bewertungen
- Week 11 - Script - Comparative AdjectivesDokument3 SeitenWeek 11 - Script - Comparative Adjectivesvaleria marmolejoNoch keine Bewertungen
- South Toms River Elementary Spring ConcertDokument4 SeitenSouth Toms River Elementary Spring ConcertChris BurbankNoch keine Bewertungen
- "Thought Bubble" - Anime Fanzine Issue 04 - December 2015Dokument30 Seiten"Thought Bubble" - Anime Fanzine Issue 04 - December 2015Thought Bubble100% (1)
- How To Start An Online StoreDokument6 SeitenHow To Start An Online StoreFikirte LegesseNoch keine Bewertungen
- Traveller Grammar Beginners KEYDokument6 SeitenTraveller Grammar Beginners KEYchuantilly100% (1)
- Eddie Higgins: Jazz Pianist and ComposerDokument4 SeitenEddie Higgins: Jazz Pianist and Composerjoao famaNoch keine Bewertungen
- Life Pre Int Unit 2 CompetitionsDokument12 SeitenLife Pre Int Unit 2 CompetitionsVioleta UrrutiaNoch keine Bewertungen
- Bill Statement: Previous Charges Amount (RM) Current Charges Amount (RM)Dokument11 SeitenBill Statement: Previous Charges Amount (RM) Current Charges Amount (RM)Vaishnavi ManoharanNoch keine Bewertungen
- PROPHECY: Book Club GuideDokument1 SeitePROPHECY: Book Club GuideEpicReadsNoch keine Bewertungen
- Escolta Street: Don Roman Santos BuildingDokument8 SeitenEscolta Street: Don Roman Santos BuildingHerilou SañezNoch keine Bewertungen
- Birdy Shelter Piano MusicDokument11 SeitenBirdy Shelter Piano MusicClare DawsonNoch keine Bewertungen
- Online Stocks User Guide IDokument22 SeitenOnline Stocks User Guide ITan Teck HweeNoch keine Bewertungen
- Mardi GrasDokument23 SeitenMardi Grasjayjay1122Noch keine Bewertungen
- Public Garden Automation ControlDokument3 SeitenPublic Garden Automation ControlSebastin Ashok100% (2)
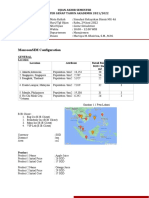
- Monsoonsim Configuration: Ujian Akhir Semester Semester Genap Tahun Akademik 2021/2022Dokument5 SeitenMonsoonsim Configuration: Ujian Akhir Semester Semester Genap Tahun Akademik 2021/2022Cindy OktaviaNoch keine Bewertungen
- A Near-Optimal Strategy For A Heads-Up No-Limit TexasDokument8 SeitenA Near-Optimal Strategy For A Heads-Up No-Limit TexasMaria CordeliaNoch keine Bewertungen
- GM DietDokument10 SeitenGM DietexoticrumNoch keine Bewertungen