Beruflich Dokumente
Kultur Dokumente
Manutenção
Hochgeladen von
Carlos TavaresOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Manutenção
Hochgeladen von
Carlos TavaresCopyright:
Verfügbare Formate
MANUTENO DE EQUIPAMENTOS
MANUTENO DE
EQUIPAMENTOS
Instrutor: Carlos Allan F. Tavares - Coordenador de manuteno
MANUTENO DE EQUIPAMENTOS
1 MANUTENO
1.1 - HISTRICO
No decorrer da evoluo da humanidade a manuteno apresentou diversas fases distintas, de
acordo com o grau de desenvolvimento tecnolgico e da influncia das mquinas e equipamentos na
economia das naes.
As fases de evoluo podem ser divididas conforme descrio a seguir:
1 Fase: Pr Revoluo Industrial Sculo XVIII: Nesta fase no existiam equipes
dedicadas atividade de manuteno. O prprio operador, que na maioria das vezes era o dono da
mquina, tambm era o responsvel pela sua construo e manuteno. A participao das mquinas
na economia era relativamente pequena, portanto a parada no causava grandes problemas. Alm
disso, a complexidade das mquinas existentes era muito pequena, tornando o reparo relativamente
simples.
2 Fase: Primeiras Equipes Sculo XIX: Nesta poca surgem as grandes invenes que
revolucionaram a vida da humanidade: eletricidade, mquinas a vapor e motores. A complexidade das
mquinas comea a aumentar, exigindo conhecimentos especiais para a operao e consertos. Os
equipamentos comeam a influenciar a vida das pessoas exigindo maior agilidade no reparo. Para
garantir o funcionamento comea a surgir necessidade de pessoal especializado e a disponibilidade
de recursos para execuo da manuteno das mquinas.
3 Fase: Corretiva 1900 a 1920: A primeira guerra mundial demonstra a grande influncia
das mquinas no poder das naes. Com a necessidade de produo em grande escala so construdas
as primeiras grandes indstrias. A parada da mquina necessita um reparo rpido para garantir o
nvel de produo. Dentro das indstrias so constitudas as equipes de manuteno corretiva.
4 Fase: Preventiva 1920 a 1950: A segunda guerra mundial impulsiona a indstria
aeronutica, que torna um fator decisivo para o conflito. Os avies so mquinas que praticamente
no admitem defeitos, surgindo o conceito de preveno na manuteno. Nesta poca surge a
eletrnica e o primeiro computador. Alguns instrumentos comeam a ser incorporados s mquinas
auxiliando na operao e programao da manuteno.
5 Fase: Racionalizao 1950 a 1970: A crise do petrleo, matria prima fundamental para
os processos industriais, gera grande impacto nos custos de produo. As indstrias j representam
a principal atividade econmica, sendo o principal fator de classificao das naes. Os custos de
manuteno precisam ser racionalizados. As indstrias comeam a utilizar a Engenharia de
Manuteno, que promove o desenvolvimento das primeiras tcnicas aplicadas ao monitoramento das
condies dos equipamentos. O conserto e a preveno no so suficientes, a atuao da manuteno
deve ser feita com economia.
MANUTENO DE EQUIPAMENTOS
6 Fase: Produtiva Total 1970 at hoje: A globalizao aumenta a concorrncia entre as
indstrias. Novas tcnicas de controle de qualidade geram produtos de elevado desempenho. As
empresas que no acompanham o desenvolvimento tecnolgico no conseguem sobreviver. A
manuteno torna-se uma importante ferramenta para a melhoria da produtividade, atravs da
anlise da causa de falha dos equipamentos. As indstrias japonesas e americanas conseguem
destaque na produtividade, utilizando ferramentas administrativas que integram a produo com a
manuteno melhorando a qualidade dos produtos e reduzindo os custos de manuteno.
1.2 DEFINIO DE MANUTENO
A manuteno conforme a ABNT, corresponde a todas as aes necessrias para que um item seja
conservado ou restaurado, de modo a permanecer de acordo com uma condio especificada.
Na prtica a manuteno a conservao tcnica econmica do ativo fixo da empresa.
1.3 FALHA
A Falha corresponde perda da funo de um equipamento. A condio de funcionamento de um
equipamento pode ter critrios diferenciados. Por exemplo, na atualidade a agresso ao meio
ambiente pode impedir o funcionamento de um equipamento, sendo uma condio de falha.
1.4 DIAGNSTICO DE FALHA
O Diagnstico da Falha consiste na identificao do mecanismo que provocou a falha do equipamento.
A identificao da causa da falha fundamental para a garantia de desempenho. Atualmente
existem diversas tcnicas que podem auxiliar na anlise da falha de uma mquina. Estas tcnicas de
manuteno envolvem desde o conhecimento bsico dos equipamentos at a utilizao de
instrumentos sofisticados.
1.5 - CONFIABILIDADE
Confiabilidade a probabilidade de que um equipamento, clula de produo, planta ou qualquer
sistema funcionar normalmente em condies de projeto, por um determinado perodo de tempo
estabelecido. As taxas de falhas que representam o nmero de falhas num determinado perodo de
tempo se comportam de maneira diferente no decorrer da vida do equipamento. Basicamente h trs
perodos distintos:
- Perodo da Falha Prematura: caracterizado pelas elevadas taxas de falhas no incio da
utilizao. Normalmente estas falhas so resultantes de deficincias de projeto, fabricao, erros
de operao e outras causas. Algumas vezes possvel reduzir estes tipos de falha atravs da
utilizao de testes planejados antes da liberao final do equipamento.
- Perodo da Taxa de Falha Constante: Neste perodo as falhas resultam de limitaes
inerentes de projeto mais os acidentes causados por operao ou manuteno inadequadas. Estas
falhas podem ser evitadas pela atuao correta da operao e manuteno dos equipamentos.
- Perodo do Desgaste Acelerado: Estas falhas ocorrem em funo da prpria idade dos
componentes do equipamento. A Taxa de Falha aumenta progressivamente, colocando em risco a
segurana e a produo. Os custos crescentes de manuteno e as perdas de produo podem
MANUTENO DE EQUIPAMENTOS
definir o fim da vida til. Com a velocidade da evoluo da tecnologia o equipamento pode tornar-se
obsoleto.
A Confiabilidade de um equipamento influenciada pela taxa de falha individual dos componentes e
pela configurao utilizada neste equipamento. Estas configuraes podem associar os componentes
em srie, em paralelo ou com reserva (stand by).
1.6 MANUTENABILIDADE
Manutenibilidade a probabilidade de se realizar um reparo de uma falha dentro de um prazo prestabelecido, tomando-se como base o histrico de outros reparos. Porm, para este ndice ser
calculado deve-se ter um tempo para reparo constante ao longo do tempo. O clculo deste ndice
sofre a influncia de diversos fatores que alteram o tempo de reparo ao longo da vida do
equipamento. Os principais so:
- O escopo de trabalho de um reparo difere de outros anteriores;
- Nem sempre o tempo que a equipe de manuteno foi impedida de trabalhar em toda a fase de
reparo do equipamento apropriado com rigor. Estes problemas podem ser causados por falta de
materiais ou alteraes de programao.
- As pessoas envolvidas so alteradas de um reparo para outro, podendo ser alterada tambm a
quantidade.
1.7 DISPONIBILIDADE
A Disponibilidade representa o tempo em que um equipamento est disponvel para o trabalho. O
tempo disponvel composto pelo perodo efetivamente em uso e pelo tempo em que o equipamento
esta em condies operacionais, porm no esta em um uso em funo de outros fatores ou quando
esta em reserva (stand by).
O estgio no operacional o somatrio do tempo gasto em atividades de reparo (diagnstico ou
conserto) ou esperando sobressalentes, procedimentos, etc.
1.8 - PRIORIDADE
A Prioridade corresponde escolha da seqncia das atividades de manuteno. A utilizao dos
recursos dentro de uma prioridade correta garante a eficcia da manuteno.
1.9 INDICADORES DE DESEMPENHO
Os indicadores de desempenho so parmetros utilizados para avaliar a eficincia dos trabalhos de
manuteno. Os ndices mais utilizados so: TMPR, TMEF e a Disponibilidade.
Existem ainda os Indicadores de Custos, que avaliam os custos diretos e indiretos da manuteno.
1.10 ANLISE DE RISCO
A complexidade das tarefas das equipes de manuteno exige uma avaliao completa do potencial
de risco envolvido. A anlise de risco envolve o conhecimento de todos os fatores que afetam a
segurana das atividades de manuteno para um determinado servio e as medidas necessrias para
evitar acidentes.
1.11 - MTODOS DE MANUTENO
MANUTENO DE EQUIPAMENTOS
As caractersticas dos equipamentos de um processo produtivo moderno podem definir diferentes
critrios para a seleo do mtodo de manuteno a ser utilizado. Diversas consideraes sobre a
escolha do mtodo de manuteno so realizadas dentro dos novos conceitos de manuteno.
Os mtodos de manuteno podem ser divididos nos seguintes grupos: corretiva, preventiva,
preditiva e produtiva (proativa). As consideraes sobre cada um destes mtodos so apresentadas
a seguir:
1.11.1 MANUTENO CORRETIVA
Este mtodo consiste em uma situao no planejada para a execuo da manuteno. A interveno
somente ir ocorrer quando o equipamento perder a sua funo. A manuteno corretiva tambm
conhecida como Run To Failure (RTF), que significa operar at quebrar.
Quando o uso da manuteno corretiva praticada de forma inadequada em uma instalao podem-se
ter as seguintes consequncias: perda de produo, destruio catastrfica, planejamento
ineficiente de mo de obra, excesso de peas em estoque, baixa disponibilidade dos equipamentos,
riscos de segurana e queda da qualidade.
1.11.2 MANUTENO PREVENTIVA
A Manuteno Preventiva consiste na aplicao de um programa regular de inspeo, ajustes,
limpeza, lubrificao, troca de peas, calibrao e reparo de componentes e equipamentos. Este
mtodo conhecido como manuteno baseada no tempo, sendo aplicada sem considerar as
condies do equipamento.
A atuao peridica da inspeo e manuteno com intervalos pr-determinados pode reduzir os
nveis de falhas em emergncia e melhorar a disponibilidade dos equipamentos.
Para a definio dos perodos de atuao pode ser utilizado o TMEF (Tempo Mdio Entre Falhas).
Porm, nem sempre possvel alcanar bons resultados com este critrio, pois muitos componentes
apresentam falhas aleatrias.
A utilizao da Manuteno Preventiva com ao peridica pode resultar em custos excessivos
devido s paradas desnecessrias de equipamentos, gastos excessivos com componentes e riscos de
danos no equipamento devido montagem incorreta.
1.11.3 MANUTENO PREDITIVA
A Manuteno Preditiva tambm conhecida como manuteno baseada na condio, com a utilizao
de tcnicas de inspeo possvel monitorar a evoluo do estado do equipamento e atuar no
momento mais adequado.
A aplicao da Manuteno Preditiva possvel quando o componente apresenta um sintoma que
pode caracterizar o seu processo de falha. Os principais fatores que determinam a falha dos
componentes so: alterao do nvel de vibrao, calor, alterao de espessura, trinca e desgaste.
Diversas tecnologias foram desenvolvidas para a avaliao do estado dos equipamentos. As principais
so as seguintes: Anlise de Vibrao, Emisso Acstica, Anlise do leo, Termografia, Ensaios No
Destrutivos, Medidas de Fluxo, Anlise de Motores Eltricos, Deteco de Vazamento,
Monitoramento da Corroso, Anlise Visual e de Rudo.
MANUTENO DE EQUIPAMENTOS
A aplicao correta de um programa de Manuteno Preditiva pode trazer os seguintes benefcios:
disponibilidade mxima das mquinas, planejamento efetivo da mo de obra, reposio de peas do
estoque, segurana operacional, qualidade da manuteno e gerenciamento global dos recursos.
A limitao do uso da Manuteno Preditiva est na disponibilidade de uma tcnica efetiva de
monitoramento e nos custos/benefcios da implantao deste mtodo.
1.11.4 - MANUTENO PRODUTIVA (PROATIVA)
A atuao da manuteno para melhorar o desempenho das mquinas tornou-se muito importante
com o aumento da competitividade entre as empresas. A Manuteno Produtiva aplica inmeras
tcnicas e ferramentas de anlise para alcanar nveis de desempenho superior das mquinas e
equipamentos.
Neste mtodo a manuteno deve atuar em todos os estgios da vida de um equipamento, podendo
ser aplicado em conjunto com os mtodos anteriores, procurando o aumento da confiabilidade. Os
conceitos da Manuteno Produtiva esto em sintonia com os conceitos atuais da manuteno.
Todas as vantagens dos mtodos anteriores podem ser obtidas com a Manuteno Produtiva
garantindo uma melhoria contnua dos parmetros da manuteno e da operao.
2 LGICA HIDRULICA DOS EQUIPAMENTOS DE DPR
Em anexo, encontram-se os esquemas hidrulicos dos componentes do sistema DPR:
2.1 SIMBOLOGIA HIDRULICA E PNEUMTICA
Para melhor identificao e interpretao dos esquemas hidrulicos que sero apresentados,
necessrio o conhecimento dos smbolos utilizados nestes diagramas. Abaixo esto os smbolos
conforme ABNT.
REFERNCIA
DESCRIO
6.1.1
Linha contnua
6.1.2
Linha tracejada
8.1.1.4
Linha flexvel
8.2.1.7.1
Engate rpido
APLICAO
Linha de trabalho, linha de
retorno, linha de
suprimento
Linha de pilotagem interna
e externa (acionamento),
linha de dreno, linha de
sangria (purga) de ar e
lquidos.
Filtro
Posies transitrias
Mangueira
Sem vlvula de reteno
(conectado e desconectado)
SIMBOLO
-------------------------
MANUTENO DE EQUIPAMENTOS
8.2.1.7.2
Engate rpido
Com vlvula de reteno
(conectado e desconectado)
10.1.2.1
Bomba
hidrulica
Bomba hidrulica com um
sentido de escoamento,
deslocamento fixo e um
sentido de rotao
10.1.2.5
Motor
pneumtico
10.3.2.2
Cilindro
hidrulico
de
ao simples e
haste simples
com avano por
mola
Acumulador por
gs com bexiga
Motor pneumtico
reversvel, com dois
sentidos alternados de
escoamento, deslocamento
fixo e dois sentidos de
rotao
Avano por mola, com haste
somente em um dos lados do
mbolo e dreno para o
reservatrio
10.5.2.5
10.6.1.3
Motor eltrico
11.2.1.1
Vlvula de
fechamento
Vlvula direcional, duas vias,
duas posies, normalmente
fechada, acionamento
manual
11.3.2.1
Vlvula de
reteno
simples
Vlvula de reteno simples
(abre quando a presso de
entrada for superior
presso de sada)
MANUTENO DE EQUIPAMENTOS
11.3.2.2
Vlvula de
reteno por
mola
Vlvula de reteno simples
com retorno por mola (abre
quando a presso de
entrada for superior
presso de sada somada
fora da mola)
11.3.2.4
Vlvula de
reteno
pilotada
Vlvula de reteno pilotada
para fechar, sem mola
11.3.2.5
Vlvula de
reteno
pilotada
Vlvula de reteno pilotada
para abrir, com mola
11.3.2.7
Vlvula de
simultaneidade
A via de sada da vlvula
est sob presso somente
se ambas as vias de entrada
esto sob presso
11.4.2.1
Vlvula de alvio
de simples
estgio
A presso de entrada gera
uma fora decorrente de
uma mola, provocando a
abertura da via de retorno
ou escape e,
consequentemente, o
controle da presso
11.4.2.3
Vlvula de
sequncia
Simples estgio, presso de
ajuste de abertura por
mola, com dreno externo
MANUTENO DE EQUIPAMENTOS
11.4.2.5
Vlvula
redutora de
presso
Estgio simples, com mola
regulvel
11.4.2.7
Vlvula
pneumtica
redutora de
presso
Se a presso na sada
excede a presso regulada,
a presso descarregada
para a atmosfera
11.5.2.1.2
Vlvula
redutora de
vazo ajustvel
Restrio
varivel
Sem indicao do mtodo
de acionamento, nem do
estado (aberto, fechado) da
vlvula
11.5.2.1.3
Vlvula de
bloqueio
11.5.2.1.5
Vlvula
redutora de
vazo com
retorno livre
Restrio
unidirecional
Filtro genrico
Normalmente uma das
posies completamente
fechada
Restrio varivel, com
caminho livre em um dos
sentidos do escoamento. No
sentido oposto h uma
restrio ajustvel
12.2.2.1
12.2.2.3
Filtro com
indicao de
contaminao
12.2.2.4
Separador com
dreno manual
12.2.2.5
Separador com
dreno
automtico
Smbolo geral
MANUTENO DE EQUIPAMENTOS
12.2.2.6
Filtro com
separador,
Dreno manual
12.2.2.8
Lubrificador
O leo adicionado ao ar
objetivando lubrificar o
equipamento receptor de ar
12.2.2.9
Unidade de
condicionament
o
Unidade que consiste de
filtro com separador,
vlvula redutora de presso,
manmetro e um
lubrificador
13.1.1.2
Manmetro
13.1.1.9
Medidor de
vazo
13.1.2.2
Pressostato
Fornece um sinal eltrico
uma presso pr-ajustada
5.2 - PRESSO
a fora produzida por unidade de superfcie. Em hidrulica a presso e expressa em kgf/cm, atm,
bar ou psi(lbf/pol).
A tabela a seguir mostra alguns dados de converso de unidades de presso.
1 atm
1 atm
1 atm
1 kgf/cm2
1 kgf/cm2
1 kgf/cm2
1 bar
1 bar
1 bar
1 psi
1 psi
1 psi
2.3 - ENERGIA
1,0333 kgf/cm2
1,0134 bar
14,697 psi (lbf/pol2)
0,9677 atm
0,9807 bar
14,223 psi (lbf/pol2)
0,9867 atm
1,0196 kgf/cm2
14,503 psi (lbf/pol2)
0,0680 atm
0,0703 kgf/cm2
0,0689 bar
MANUTENO DE EQUIPAMENTOS
Segundo a lei de conservao de energia, a energia no pode ser criada nem destruda embora possa
passar de uma forma para outra.
Como exemplo, a transformao de energia em uma UH se inicia na transformao de energia
eltrica (motor) em energia mecnica e desta para energia hidrulica (bomba).
Esta energia pode ser utilizada diretamente da sada da bomba ou armazenada em acumuladores com
indicativo em manmetros.
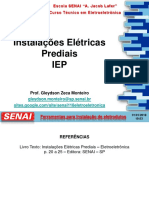
Os acumuladores utilizados so do tipo balo. Estes acumuladores possuem um balo de borracha no
seu interior com vlvula de enchimento de gs na parte superior do acumulador. Este balo prcarregada com nitrognio (450 psi de N2 para 3000 psi de fluido) e ocupa, quando pressurizada,
todo o interior do acumulador fechando a vlvula de entrada/sada de fluido. Quando injetamos o
fluido hidrulico pressurizado na entrada do acumulador, esta energia comprime o balo ocupando a
rea.
Na despressurizao do acumulador, o balo volta a ocupar o espao interno do acumulador
expulsando todo o fluido e fechando a vlvula.
Vlvula de gs
MANUTENO DE EQUIPAMENTOS
Casco
Balo
Vlvula
Conexo fluido
A Acumulador vazio e balo despressurizada;
B Acumulador vazio e balo com pr carga;
C Acumulador iniciando enchimento de fluido;
D Acumulador pressurizado.
Os manmetros que utilizamos so do tipo bourdon. Bourdon um tubo oval em formato de C com
uma das extremidades ligada na entrada do manmetro e a outra extremidade ligada em um
MANUTENO DE EQUIPAMENTOS
mecanismo com ponteiro, quando pressurizamos o manmetro, o tubo bourdon tende a endireitar-se,
ou seja, do C para o I e acionando o mecanismo do ponteiro.
2.4 TIPOS DE CONEXES
Existem diversos tipos de conexes para alta, mdia e alta presso. Abaixo alguns exemplos de
conexes que utilizamos nos equipamentos de DPR.
2.4.1 CONEXES COM ROSCA NPT
A rosca NPT uma rosca cnica auto vedante, mas na prtica necessria a adio de elemento de
vedao (teflon), o mais indicado o teflon lquido.
A rosca NPT possui como caracterstica a diferena entre a dimenso nomeada e a dimenso
nominal, como exemplo, a rosca de 1/8 NPT tem dimetro nominal (maior dimetro) de 10,4mm e 27
fios por polegada.
MANUTENO DE EQUIPAMENTOS
2.4.2 CONEXES COM ROSCA JIC
uma rosca com vedao metal x metal no necessitando de elemento de vedao.
A que utilizamos normalmente a JIC 37, ou seja, o ngulo da rea de vedao tem 37.
De para: JIC 4 = JIC 6 = 3/8 JIC 8 = JIC 10 = 5/8 JIC 12 =
JIC 16 = 1 e JIC 20 = 1
2.4.3 CONEXES FLANGEADAS PARA TUBO
Conexo para tubos que utiliza porca e anilha para vedao. Esta vedao metal x metal no
necessitando de adio de elemento de vedao.
Utilizamos dois tipos de conexo flangeada:
- D-Seal ou e Hi-Seal com anilha simples.
- D-Lock ou Hi-Lock com anilha dupla.
MANUTENO DE EQUIPAMENTOS
3 DICAS DE MANUTENO
3.1 - Sempre bom ter um procedimento escrito com todos os passos da interveno nos
equipamentos. Este procedimento pode ser do fabricante, ou da prpria empresa que faz a
manuteno e sempre deve estar fundamentado em normas tcnicas aplicveis.
3.2 - O equipamento deve estar limpo antes do incio de sua abertura, entretanto, quando se quer
fazer alguma investigao sobre algum problema do equipamento seria interessante abr-lo do jeito
em que estiver.
3.3 - Aps a desmontagem todas as peas devem ser inspecionadas onde devem ser relatados
aspectos como: presena de sujeira indevida dentro do equipamento, peas que foram encontradas
danificadas e qualquer outro fato anormal a condio operacional do equipamento.
3.4 - Com base na inspeo realizada devem-se definir quais sero as atividades de recuperao a
serem realizadas, como por exemplo: usinagem de peas troca de peas novas, uso de peas antigas
se estiverem em bom estado, etc.
3.5 - Sempre muito importante bater fotos do equipamento, peas, presena de materiais
indevidos dentro do equipamento (p. ex.: sujeira, qualquer outro material que no devia estar l)
3.6 - Emitir relatrio da interveno o mais detalhado possvel, onde deve constar desde a etapa de
desmontagem, onde se comenta tudo que encontrou no equipamento antes da manuteno, fotos de
como estava, etc; depois o que foi feito, quais peas foram trocadas, quais ensaios/medies foram
executados bem como o resultado destes.
3.7 - Tambm sero importantes parmetros de instalao e testes do equipamento onde pode ser
detectada alguma falha do processo produtivo ou alguma coisa/fato externo do processo que possa
estar causando a quebra do equipamento.
3.8 Desenhos de conjunto e vistas do equipamento so importantes fontes para execuo de uma
boa manuteno. Se no possuir estes desenhos, a desmontagem inicial deve ser acompanhada de
anotaes e fotos para identificao da sequncia correta. Isto facilita na montagem.
3.9 Parafusos. Pintura ou proteo?
Em parafusos com cabea cilndrica e recesso sextavado interno (allen) deve-se evitar a pintura no
interior do sextavado, pois a corroso pode atuar de dentro para fora da pintura e quando for
necessrio a remoo, a medida do sextavado pode estar irregular e fatalmente ir roletar. Use
lubrificao como graxa.
Preferencialmente, roscas de parafusos no devem ser pintados. Use sempre graxa para proteo.
O que melhor para manuteno? Desmontar parafuso com tinta na rosca e corroso ou parafuso
lubrificado e isento de impurezas?
funo da manuteno preservar os pontos de conexo/desconexo, cuidando da limpeza e
lubrificao peridica de parafusos, grampos, presilhas, etc. Com estes cuidados a manuteno pode
ser mais rpida e menos fatigante.
3.10 Use ferramental adequado para a tarefa a ser executada:
MANUTENO DE EQUIPAMENTOS
- No use chave de fenda como talhadeira ou formo
- No use chave de fenda no lugar da chave Philips
- Ateno nas medidas dos parafusos com relao chave de boca ou estria a ser utilizada, no use
chave com medida em milmetros em sextavado com medida em polegadas.
- No use cabo de fora em ferramentas no projetadas para uso deste acessrio, chaves de boca
e combinadas no foram projetadas para uso com cabo de fora, da mesma forma as chaves Allen.
Se for necessria uma fora maior, verifique a possibilidade de usar outro tipo de ferramenta mais
adequada.
- No use ferramentas em maus estado, improvisadas (armengues), quebradas, faltando componete,
etc.
UMA CORRENTE TO FRACA QUANTO O ELO MAIS FRACO DE SUA CADEIA. DA MESMA
FORMA, UMA EQUIPE TO FRACA QUANTO O MEMBRO MAIS FRACO DO GRUPO.
Das könnte Ihnen auch gefallen
- Guia Pratico em Programação TORNO CNC Hyundai / FanucDokument76 SeitenGuia Pratico em Programação TORNO CNC Hyundai / FanucDanielgenio10 Josesigilo1Noch keine Bewertungen
- Resumao BasicoDokument18 SeitenResumao BasicoYan RibeiroNoch keine Bewertungen
- PIM 003 - Parafuso e Porca para Tala de Junção PDFDokument39 SeitenPIM 003 - Parafuso e Porca para Tala de Junção PDFLéo RicardoNoch keine Bewertungen
- Anexo IA - Memorial DescritivoDokument15 SeitenAnexo IA - Memorial DescritivoVismael SantosNoch keine Bewertungen
- Aula 03 - Ferramentas para Instalação de EletrodutosDokument49 SeitenAula 03 - Ferramentas para Instalação de EletrodutosJoao PauloNoch keine Bewertungen
- Caterpillar Brasil Ltda: Especificação Corporativa de Produto E ProcessoDokument47 SeitenCaterpillar Brasil Ltda: Especificação Corporativa de Produto E ProcessoIndústria Metalúrgica Exparts Ltda.Noch keine Bewertungen
- UniõesDokument66 SeitenUniõesLucas OliveiraNoch keine Bewertungen
- P. Cap. 6Dokument108 SeitenP. Cap. 6Juliano MoreiraNoch keine Bewertungen
- Cálculo de Parafuso Especial A TraçãoDokument3 SeitenCálculo de Parafuso Especial A TraçãoMario Sergio MarquesNoch keine Bewertungen
- MLB 8 Ji 5 H 4 M 8 WYBxaxqv 2 Vs 7 C VC F17 Uc XFJ Ek D7 GRDokument99 SeitenMLB 8 Ji 5 H 4 M 8 WYBxaxqv 2 Vs 7 C VC F17 Uc XFJ Ek D7 GRValdir R. Cabreira SilvaNoch keine Bewertungen
- Torque ParafusosDokument7 SeitenTorque ParafusosKlebersonRamosNoch keine Bewertungen
- Fd1 MacdonDokument442 SeitenFd1 MacdonladioneNoch keine Bewertungen
- Aula 05 - LigaçõesDokument42 SeitenAula 05 - LigaçõesDouglas OliveiraNoch keine Bewertungen
- Manual Técnico PDFDokument37 SeitenManual Técnico PDFerickNoch keine Bewertungen
- Elementos de Maquinas 2009-10Dokument42 SeitenElementos de Maquinas 2009-10soaresdmNoch keine Bewertungen
- Norma Dimensional X Norma RoscaDokument20 SeitenNorma Dimensional X Norma RoscaGustavo1000Noch keine Bewertungen
- Cola Trava Rosca - Pesquisa GoogleDokument1 SeiteCola Trava Rosca - Pesquisa GoogleGuilherme RibeiroNoch keine Bewertungen
- Dados de Serviço ChassisDokument358 SeitenDados de Serviço ChassisGilson ClevesNoch keine Bewertungen
- Apostila Inventor Pro 11Dokument167 SeitenApostila Inventor Pro 11dan_dnlNoch keine Bewertungen
- Catalogo Duratop Linha XDokument81 SeitenCatalogo Duratop Linha XBeatriz LopesNoch keine Bewertungen
- Elementos de Máquinas - Aula 2 - Ligações ParafusadasDokument36 SeitenElementos de Máquinas - Aula 2 - Ligações ParafusadasJoão Vitor Witt100% (1)
- Manual de Identifica - o de Roscas e Sedes de Veda - oDokument46 SeitenManual de Identifica - o de Roscas e Sedes de Veda - omacmottaNoch keine Bewertungen
- ABNTNBRIEC62560 - 2013desc Lamp SegurançaDokument35 SeitenABNTNBRIEC62560 - 2013desc Lamp SegurançaRUBENS ROSADONoch keine Bewertungen
- DSM - Manual - Esa 60 BC ADokument18 SeitenDSM - Manual - Esa 60 BC AOtavio Rodrigo VieiraNoch keine Bewertungen
- MONTAGEM E DESMONTAGEM Rol 20.08Dokument55 SeitenMONTAGEM E DESMONTAGEM Rol 20.08Vinicius LimaNoch keine Bewertungen
- Densidad de WPCPDokument3 SeitenDensidad de WPCPcarlos1963Noch keine Bewertungen
- Parafusos - Porcas - ArruelasDokument21 SeitenParafusos - Porcas - ArruelasGabrielliRenataNoch keine Bewertungen
- DBL 9460 2010-05Dokument7 SeitenDBL 9460 2010-05Antônio Rafael BatistaNoch keine Bewertungen
- Roscas NormalizadasDokument1 SeiteRoscas NormalizadasregostoNoch keine Bewertungen
- Moodle Aula 05 Parafusos de PotenciaDokument35 SeitenMoodle Aula 05 Parafusos de PotenciaGuilherme CorreiaNoch keine Bewertungen