Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Remotivation Therapy (Sammm)Dokument4 SeitenRemotivation Therapy (Sammm)Sam Venezuelȧ100% (3)
- Full Download Test Bank For Chemistry Principles and Reactions 8th Edition by Masterton PDF Full ChapterDokument34 SeitenFull Download Test Bank For Chemistry Principles and Reactions 8th Edition by Masterton PDF Full Chapteryen.resiege.ffrq100% (15)
- Exilis Ultra 360 Brochure Face qNaWU5wmOeC0zuWDokument2 SeitenExilis Ultra 360 Brochure Face qNaWU5wmOeC0zuWJohn LuNoch keine Bewertungen
- How To Make VirtualBox From A Physical Partition - Ehow PDFDokument4 SeitenHow To Make VirtualBox From A Physical Partition - Ehow PDFyo_pupuNoch keine Bewertungen
- Chapter 9 - Worksheet1finalDokument27 SeitenChapter 9 - Worksheet1finalTansu Erin ŞarlakNoch keine Bewertungen
- 143256-DW-0500-M-328 - Rev 3 - Rev 3.1.0Dokument1 Seite143256-DW-0500-M-328 - Rev 3 - Rev 3.1.0Leonel Gamero CardenasNoch keine Bewertungen
- Authentic Listening X-Rays - ScriptDokument2 SeitenAuthentic Listening X-Rays - Scriptenfa.work.confNoch keine Bewertungen
- Spinel GemstoneDokument34 SeitenSpinel GemstoneKen LamNoch keine Bewertungen
- Esp32-Wroom-32se Datasheet enDokument26 SeitenEsp32-Wroom-32se Datasheet enWesllen Dias SouzaNoch keine Bewertungen
- Abaqus Example Using Beam ElementsDokument18 SeitenAbaqus Example Using Beam ElementsŞener KılıçNoch keine Bewertungen
- Commercial InvoiceDokument4 SeitenCommercial InvoiceHenry SilvaNoch keine Bewertungen
- Criteria For SQF Certification Bodies: 7th EditionDokument12 SeitenCriteria For SQF Certification Bodies: 7th EditioncristinaNoch keine Bewertungen
- LSA Syllabus (E-Next - In)Dokument3 SeitenLSA Syllabus (E-Next - In)FIT160-Singh PratikNoch keine Bewertungen
- Week 7Dokument14 SeitenWeek 720331a1212Noch keine Bewertungen
- Organist and Associate Director of MusicDokument2 SeitenOrganist and Associate Director of MusicBrian AndrewNoch keine Bewertungen
- Military-Grade Counter-Drone System: Protect Your Airspace From Drone AttacksDokument8 SeitenMilitary-Grade Counter-Drone System: Protect Your Airspace From Drone Attackscroffle.inNoch keine Bewertungen
- Combustion and Flame: Victor Chernov, Qingan Zhang, Murray John Thomson, Seth Benjamin DworkinDokument10 SeitenCombustion and Flame: Victor Chernov, Qingan Zhang, Murray John Thomson, Seth Benjamin DworkinVictor ChernovNoch keine Bewertungen
- Assigment On Reliance Industry: Master of Business Administration (Talentedge)Dokument14 SeitenAssigment On Reliance Industry: Master of Business Administration (Talentedge)Mayank MalhotraNoch keine Bewertungen
- 15.guitar ElectronicsDokument48 Seiten15.guitar Electronics王斌Noch keine Bewertungen
- Вправи на Past SimpleDokument4 SeitenВправи на Past SimpleLiliaNoch keine Bewertungen
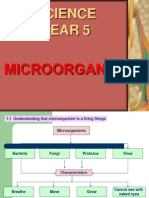
- Science Year 5: MicroorganismsDokument8 SeitenScience Year 5: MicroorganismscthanifahNoch keine Bewertungen
- Role of Women in Urban and Rural AreasDokument3 SeitenRole of Women in Urban and Rural AreasUmair AltafNoch keine Bewertungen
- Cobas B 123 POC System - ASTM Interface Description - V2 1Dokument50 SeitenCobas B 123 POC System - ASTM Interface Description - V2 1Orelvi SantosNoch keine Bewertungen
- Summer Internship in JaipurDokument12 SeitenSummer Internship in JaipurLinuxWorldIndiaNoch keine Bewertungen
- Tugas 2.grammar Translation Exercises 03Dokument2 SeitenTugas 2.grammar Translation Exercises 03Daffa SyahraniNoch keine Bewertungen
- 2012 Nike Football Clinic 4Dokument2 Seiten2012 Nike Football Clinic 4Bruno ChuNoch keine Bewertungen
- EPR in Waste ManagementDokument11 SeitenEPR in Waste Managementdorexp17Noch keine Bewertungen
- Av1 OnDokument7 SeitenAv1 OnLê Hà Thanh TrúcNoch keine Bewertungen
- NCQC Answer Paper-1Dokument4 SeitenNCQC Answer Paper-1Shyamal KumarNoch keine Bewertungen
- Holy QURAN - Unicode Font EditionDokument462 SeitenHoly QURAN - Unicode Font Editionalqudsulana8971% (7)