Das könnte Ihnen auch gefallen
- Types of Electric WeldingDokument7 SeitenTypes of Electric WeldingSUKhanNoch keine Bewertungen
- CIGWELDDokument244 SeitenCIGWELDrodastrid5653100% (1)
- STT Pipe Welding Reduces Spatter & SmokeDokument3 SeitenSTT Pipe Welding Reduces Spatter & SmokeahmedNoch keine Bewertungen
- Shimadzu - Mobile Rad - Mobiledart Evolution SpecsDokument4 SeitenShimadzu - Mobile Rad - Mobiledart Evolution SpecsmrscribdNoch keine Bewertungen
- Design and Simulation of Missing Pulse DetectorDokument13 SeitenDesign and Simulation of Missing Pulse DetectorMohammad Fahad100% (1)
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDokument8 SeitenMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohNoch keine Bewertungen
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDokument50 SeitenGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNoch keine Bewertungen
- Group 8, Welding AssignmentDokument11 SeitenGroup 8, Welding AssignmentKavish ChandraNoch keine Bewertungen
- GMAWDokument12 SeitenGMAWsushant47Noch keine Bewertungen
- Gmaw & Fcaw-MsmeDokument73 SeitenGmaw & Fcaw-MsmemilindNoch keine Bewertungen
- Manufacturing Processes Lab WeldingDokument8 SeitenManufacturing Processes Lab WeldingKhalid EwigNoch keine Bewertungen
- Tungsten Inert Gas WeldingDokument2 SeitenTungsten Inert Gas WeldingJacques SauNoch keine Bewertungen
- To TIG or MIG: Choosing the Right WelderDokument2 SeitenTo TIG or MIG: Choosing the Right WeldersuparnaNoch keine Bewertungen
- Welding - Group G - Welding-02Dokument27 SeitenWelding - Group G - Welding-02christofer kevinNoch keine Bewertungen
- Rail WeldingDokument4 SeitenRail WeldingOlga Sandoval RomeroNoch keine Bewertungen
- 3 Major Types of Welding Machines & Their FeaturesDokument2 Seiten3 Major Types of Welding Machines & Their FeaturesPratibha MauryaNoch keine Bewertungen
- Welding & Cutting ProcessDokument16 SeitenWelding & Cutting ProcesscvNoch keine Bewertungen
- Lincoln Welding MachineDokument4 SeitenLincoln Welding MachinemevansmetreelNoch keine Bewertungen
- QA-QC Welding Program evaluation TestDokument2 SeitenQA-QC Welding Program evaluation TestSatish KeskarNoch keine Bewertungen
- Gmaw Guide PDFDokument54 SeitenGmaw Guide PDFJorge perezNoch keine Bewertungen
- Introduction To GMAWDokument63 SeitenIntroduction To GMAWRumman Ul AhsanNoch keine Bewertungen
- Welding Report Sem3Dokument11 SeitenWelding Report Sem3hakimNoch keine Bewertungen
- Welding BasicsDokument37 SeitenWelding BasicsSnehal DeshmukhNoch keine Bewertungen
- Unit - IIDokument143 SeitenUnit - IIjyothiNoch keine Bewertungen
- The Manual Metal Arc ProcessDokument4 SeitenThe Manual Metal Arc ProcessMehmet SoysalNoch keine Bewertungen
- Gas Tungsten-Arc Welding GTAW - Welding TechnologyDokument2 SeitenGas Tungsten-Arc Welding GTAW - Welding TechnologyMuhammadNoch keine Bewertungen
- GMAW Practical Slide Show - FINALDokument36 SeitenGMAW Practical Slide Show - FINALDanem HalasNoch keine Bewertungen
- Welding TechnologyDokument77 SeitenWelding TechnologySrinivasadarshan A M100% (1)
- MIG Welding Guide for Welding Mild SteelDokument9 SeitenMIG Welding Guide for Welding Mild SteelIsaiahNoch keine Bewertungen
- WL TIG & MIG Welding NotesDokument14 SeitenWL TIG & MIG Welding NotesGanesh JadhavNoch keine Bewertungen
- 9 Different Types of Welding Processes & Their AdvantagesDokument14 Seiten9 Different Types of Welding Processes & Their AdvantagesMohamedNoch keine Bewertungen
- GTAWDokument61 SeitenGTAWIela TeoNoch keine Bewertungen
- How To Prevent Control Welding DistortionDokument2 SeitenHow To Prevent Control Welding DistortionNilesh DalviNoch keine Bewertungen
- Lab Manual WeldingDokument83 SeitenLab Manual Weldingknizam1971Noch keine Bewertungen
- Principles of WeldingDokument19 SeitenPrinciples of WeldingAekJayNoch keine Bewertungen
- WeldingDokument84 SeitenWeldingJigar DodiaNoch keine Bewertungen
- Welding MCQDokument116 SeitenWelding MCQRohan YaduvanshiNoch keine Bewertungen
- Gtaw WeldingDokument37 SeitenGtaw WeldingSadhasivam VeluNoch keine Bewertungen
- Crane Rail Erection Presentation for SMS2 PlantDokument21 SeitenCrane Rail Erection Presentation for SMS2 PlantsourajpatelNoch keine Bewertungen
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDokument34 SeitenWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindNoch keine Bewertungen
- WeldingDokument19 SeitenWeldingAlexander Muñoz SánchezNoch keine Bewertungen
- Arc Welding Equipment and ProcessesDokument40 SeitenArc Welding Equipment and Processesali100% (1)
- TIG Welding Process GuideDokument20 SeitenTIG Welding Process GuideEnache DaniNoch keine Bewertungen
- Weld RepireDokument91 SeitenWeld RepireالGINIRAL FREE FIRENoch keine Bewertungen
- Non-Arc Welding Processes OverviewDokument30 SeitenNon-Arc Welding Processes OverviewKhalid El MasryNoch keine Bewertungen
- WeldingDokument23 SeitenWeldingBilal TayyabNoch keine Bewertungen
- Lesson 1 - Basics of Arc WeldingDokument35 SeitenLesson 1 - Basics of Arc WeldingBBGNoch keine Bewertungen
- Arc Welding LabDokument28 SeitenArc Welding LabFarman AliNoch keine Bewertungen
- A Tig Welding MainsDokument37 SeitenA Tig Welding Mainshiya mistryNoch keine Bewertungen
- API Welding ProcedureDokument2 SeitenAPI Welding ProcedureSamarakoon BandaNoch keine Bewertungen
- 14250A ch3 PDFDokument82 Seiten14250A ch3 PDFKamarul NizamNoch keine Bewertungen
- CatalogoDokument153 SeitenCatalogomilecsaNoch keine Bewertungen
- 1 - MMAW Process - PPT (Compatibility Mode)Dokument44 Seiten1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Submerged Arc Welding: by L D PoyyaraDokument29 SeitenSubmerged Arc Welding: by L D PoyyaraSapan KansaraNoch keine Bewertungen
- PRES TIG Hot Wire Narrow Gap Welding enDokument25 SeitenPRES TIG Hot Wire Narrow Gap Welding enRavishankarNoch keine Bewertungen
- Unit II - mt1Dokument24 SeitenUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- GMAW FundamentalsDokument18 SeitenGMAW FundamentalsYusup MulyanaNoch keine Bewertungen
- 3 ElectricArcWeldingDokument35 Seiten3 ElectricArcWeldingKirandeep GandhamNoch keine Bewertungen
- Electrode Converted Into TextDokument14 SeitenElectrode Converted Into TextNeha NimbarkNoch keine Bewertungen
- Iron Carbon DiagramDokument10 SeitenIron Carbon DiagramsivakumarNoch keine Bewertungen
- The Valve Wizard: How To Design Valve Guitar Amplifiers!Dokument3 SeitenThe Valve Wizard: How To Design Valve Guitar Amplifiers!Diego García MedinaNoch keine Bewertungen
- FP 1200Dokument16 SeitenFP 1200Jeff Salinas ArcosNoch keine Bewertungen
- Tda7396 PDFDokument11 SeitenTda7396 PDFAgustinus ParebongNoch keine Bewertungen
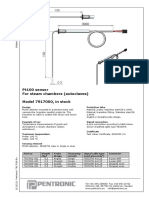
- Pentronic 7917000 enDokument2 SeitenPentronic 7917000 ensalahNoch keine Bewertungen
- IR2117 ApplicationDokument24 SeitenIR2117 ApplicationBhaskar KharviNoch keine Bewertungen
- 208V Single Phase and 208V 3 Phase - OEM PanelsDokument3 Seiten208V Single Phase and 208V 3 Phase - OEM PanelsAbdul Rawoof ShaikNoch keine Bewertungen
- AstroHalo - CHSM6612P - 40mm Frame - 20181212Dokument2 SeitenAstroHalo - CHSM6612P - 40mm Frame - 20181212Miguel Angel Miranda UgarteNoch keine Bewertungen
- DC-DC Converters PDFDokument7 SeitenDC-DC Converters PDFRidaNoch keine Bewertungen
- SR61CDokument3 SeitenSR61CSubramaniam NPNoch keine Bewertungen
- Renault CAN Immobilizer Emulator EML937/212 Installation GuideDokument3 SeitenRenault CAN Immobilizer Emulator EML937/212 Installation GuideFelix Leone EnacheNoch keine Bewertungen
- Gdas DCB 2361853Dokument34 SeitenGdas DCB 2361853Kosmic AdminNoch keine Bewertungen
- Ultra Low ESR Polymer-Tantalum Surface Mount CapacitorsDokument7 SeitenUltra Low ESR Polymer-Tantalum Surface Mount CapacitorsDenis TiagoNoch keine Bewertungen
- Electric Motor: Click To Edit Master Title StyleDokument30 SeitenElectric Motor: Click To Edit Master Title StyleLeyh GantNoch keine Bewertungen
- Hyundai Accent - BCM Connectors - Body Control Module (BCM) - Schematic Diagrams - BCM (Body Control Module) - Body Electrical SystemDokument2 SeitenHyundai Accent - BCM Connectors - Body Control Module (BCM) - Schematic Diagrams - BCM (Body Control Module) - Body Electrical SystemRomeo HinogNoch keine Bewertungen
- F2911 (Weld Chart & Report)Dokument1 SeiteF2911 (Weld Chart & Report)kelvinNoch keine Bewertungen
- 7sk80 Pa En-2Dokument1 Seite7sk80 Pa En-2api-241473079Noch keine Bewertungen
- Static Frequency ConvertorDokument103 SeitenStatic Frequency ConvertorRahul ChoubeyNoch keine Bewertungen
- Item Rate Boq: Validate Print HelpDokument24 SeitenItem Rate Boq: Validate Print HelpapsNoch keine Bewertungen
- Ttp223-Ba6 C80757Dokument8 SeitenTtp223-Ba6 C80757Sahar ShahidNoch keine Bewertungen
- dn200m (Fuente)Dokument3 Seitendn200m (Fuente)piabNoch keine Bewertungen
- Instructions - Sun 3 6k sg04lp1 Eu - 240203 - enDokument50 SeitenInstructions - Sun 3 6k sg04lp1 Eu - 240203 - enilhamoffice10Noch keine Bewertungen
- CD4027BMS: Pinout FeaturesDokument8 SeitenCD4027BMS: Pinout FeaturesShah WaqasNoch keine Bewertungen
- Inverter and Its TopologiesDokument14 SeitenInverter and Its TopologiesAvnesh SuryavanshiNoch keine Bewertungen
- Ec 1003Dokument23 SeitenEc 1003Salam Surjit SinghNoch keine Bewertungen
- 14pt3822 69 PhilipsDokument35 Seiten14pt3822 69 PhilipsHanif Rathore PrinceNoch keine Bewertungen
- LT 3751 DatasheetDokument34 SeitenLT 3751 Datasheetughswasia2Noch keine Bewertungen
- Liquid Brochure PDFDokument16 SeitenLiquid Brochure PDFRigeNoch keine Bewertungen
- Advance Image Runner 6075Dokument96 SeitenAdvance Image Runner 6075vishwajitNoch keine Bewertungen