Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 688 (I) Hunter-Killer - User ManualDokument115 Seiten688 (I) Hunter-Killer - User ManualAndrea Rossi Patria100% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- As 1365 - 1996-Tolerance For Flat Rolled Steel ProductsDokument23 SeitenAs 1365 - 1996-Tolerance For Flat Rolled Steel ProductsThaiminh Vo75% (4)
- As 1666.2-1995 Wire-Rope Slings - Care and UseDokument25 SeitenAs 1666.2-1995 Wire-Rope Slings - Care and UseThaiminh VoNoch keine Bewertungen
- Gaara Hiden Series Light NovelDokument127 SeitenGaara Hiden Series Light NovelartfardadNoch keine Bewertungen
- KarcherDokument21 SeitenKarcherSIVARAMANJAGANATHANNoch keine Bewertungen
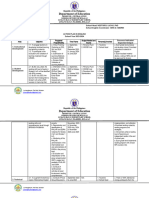
- English Action Plan 2023-2024Dokument5 SeitenEnglish Action Plan 2023-2024Gina DaligdigNoch keine Bewertungen
- D4530Dokument5 SeitenD4530rimi7al100% (1)
- AS 1358-2004 - Bursting Discs and Devices PDFDokument45 SeitenAS 1358-2004 - Bursting Discs and Devices PDFThaiminh VoNoch keine Bewertungen
- Coating Specification: 1. ScopeDokument4 SeitenCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Storage Tank Design Calculation - Api 650: Close Floating RoofDokument32 SeitenStorage Tank Design Calculation - Api 650: Close Floating RoofhgagNoch keine Bewertungen
- As 1358-2004 - Bursting Discs and DevicesDokument45 SeitenAs 1358-2004 - Bursting Discs and DevicesThaiminh VoNoch keine Bewertungen
- RIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFDokument3 SeitenRIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFThaiminh Vo100% (1)
- Combustion Control by Pulse Firing: SP-456 February, 2007Dokument8 SeitenCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoNoch keine Bewertungen
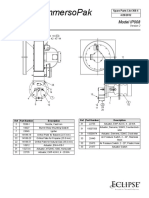
- V2 ImmersoPak IP008 SparePartsList 360-4Dokument1 SeiteV2 ImmersoPak IP008 SparePartsList 360-4Thaiminh VoNoch keine Bewertungen
- Neo KoteDokument1 SeiteNeo KoteThaiminh VoNoch keine Bewertungen
- Eclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Dokument6 SeitenEclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Thaiminh VoNoch keine Bewertungen
- Eclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Dokument18 SeitenEclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Thaiminh VoNoch keine Bewertungen
- S LB CombustifumeDokument20 SeitenS LB CombustifumeThaiminh VoNoch keine Bewertungen
- Ba Markiv UsaDokument20 SeitenBa Markiv UsaThaiminh VoNoch keine Bewertungen
- Design and Application Details: Circular INCINO-PAK BurnersDokument6 SeitenDesign and Application Details: Circular INCINO-PAK BurnersThaiminh VoNoch keine Bewertungen
- Pipe and Valve IdentificationDokument27 SeitenPipe and Valve Identificationanwerquadri100% (1)
- Air-Pro Design Overview - 1Dokument4 SeitenAir-Pro Design Overview - 1Thaiminh VoNoch keine Bewertungen
- As 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiDokument7 SeitenAs 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiThaiminh VoNoch keine Bewertungen
- Gas Safety and Measurement Amendment Regulations 2011Dokument33 SeitenGas Safety and Measurement Amendment Regulations 2011Thaiminh VoNoch keine Bewertungen
- Standard Specification For: Designation: B 6 - 06Dokument4 SeitenStandard Specification For: Designation: B 6 - 06Thaiminh VoNoch keine Bewertungen
- Calculation BoltDokument12 SeitenCalculation BoltThaiminh VoNoch keine Bewertungen
- Piping SymbolsDokument162 SeitenPiping SymbolsSree Hari.rsNoch keine Bewertungen
- Incini-Cone SelectionGuide 420Dokument8 SeitenIncini-Cone SelectionGuide 420Thaiminh Vo100% (1)
- Hydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityDokument104 SeitenHydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityFaris AlmomaniNoch keine Bewertungen
- Heat Power Lab ManualDokument68 SeitenHeat Power Lab ManualRaghu KrishnanNoch keine Bewertungen
- AKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Dokument1 SeiteAKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Ece GürtekinNoch keine Bewertungen
- Session Outline Template - English - 1 W5ADokument2 SeitenSession Outline Template - English - 1 W5ARakhshanda FawadNoch keine Bewertungen
- 65° Panel Antenna: General SpecificationsDokument2 Seiten65° Panel Antenna: General SpecificationsAnnBliss100% (2)
- Snap-Tite75 Series-Catalog 3800 - SectionBDokument3 SeitenSnap-Tite75 Series-Catalog 3800 - SectionBfrancis_15inNoch keine Bewertungen
- Maya Evaluating InterfacesDokument6 SeitenMaya Evaluating InterfacesChristopher WalkerNoch keine Bewertungen
- Long PassagesDokument12 SeitenLong PassagesAml AmlNoch keine Bewertungen
- Chuck Eesley - Recommended ReadingDokument7 SeitenChuck Eesley - Recommended ReadinghaanimasoodNoch keine Bewertungen
- Configuration Diagrams: Group 80ADokument24 SeitenConfiguration Diagrams: Group 80ASaHdo AbdelHamid100% (1)
- Sources of LawDokument27 SeitenSources of LawIshita AgarwalNoch keine Bewertungen
- Nguyen Ngoc-Phu's ResumeDokument2 SeitenNguyen Ngoc-Phu's ResumeNgoc Phu NguyenNoch keine Bewertungen
- Dynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelDokument5 SeitenDynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelenmnabilNoch keine Bewertungen
- Oracle Pac 2nd KeyDokument48 SeitenOracle Pac 2nd KeyKrishna Kumar GuptaNoch keine Bewertungen
- April 7-9 2022-WPS OfficeDokument3 SeitenApril 7-9 2022-WPS OfficeAllen AntolinNoch keine Bewertungen
- 1.1. CHILLER 1.2. Centrifugal: 5.2.hrizontalDokument2 Seiten1.1. CHILLER 1.2. Centrifugal: 5.2.hrizontalShah ArafatNoch keine Bewertungen
- Tank Top Return Line Filter Pi 5000 Nominal Size 160 1000 According To Din 24550Dokument8 SeitenTank Top Return Line Filter Pi 5000 Nominal Size 160 1000 According To Din 24550Mauricio Ariel H. OrellanaNoch keine Bewertungen
- The Roosh ProgramDokument2 SeitenThe Roosh ProgramVal KerryNoch keine Bewertungen
- BP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGDokument3 SeitenBP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGHoàng Khôi100% (1)
- MPDFDokument10 SeitenMPDFshanmuganathan716Noch keine Bewertungen
- Symptoms and DiseasesDokument8 SeitenSymptoms and Diseaseschristy maeNoch keine Bewertungen
- Inspection List For Electrical PortableDokument25 SeitenInspection List For Electrical PortableArif FuadiantoNoch keine Bewertungen
- Student Material CN Version - 2017.11.10Dokument25 SeitenStudent Material CN Version - 2017.11.10Jagaddeesha BRNoch keine Bewertungen
- Product-Oriented Learning Competencies: (Beginner)Dokument4 SeitenProduct-Oriented Learning Competencies: (Beginner)Kri S ELNoch keine Bewertungen