Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Dehumidification in HVAC System p1Dokument80 SeitenDehumidification in HVAC System p1Ashraf Adel Nashed Zaki89% (9)
- Lecture11c - Basic Gaslift Sec 3 - Opening and Closing and TRO Pressure CalculationDokument36 SeitenLecture11c - Basic Gaslift Sec 3 - Opening and Closing and TRO Pressure Calculationreborn2100% (4)
- Fundamentals of Automation TechnologyDokument106 SeitenFundamentals of Automation Technologyoak2147100% (2)
- Fundamentals of Automation TechnologyDokument106 SeitenFundamentals of Automation Technologyoak2147100% (2)
- Industrial Control Handbook (2000)Dokument452 SeitenIndustrial Control Handbook (2000)api-3769304100% (1)
- Duct Design For "Super" SupermarketDokument47 SeitenDuct Design For "Super" Supermarketkevin_thian_1100% (4)
- Thermowell InstallationDokument8 SeitenThermowell Installationprasoon_eilNoch keine Bewertungen
- Jack A. Collins, Henry R. Busby, George H. Staab-Mechanical Design of Machine Elements and Machines - A Failure Prevention Perspective Solution Manual-Wiley (2009) PDFDokument759 SeitenJack A. Collins, Henry R. Busby, George H. Staab-Mechanical Design of Machine Elements and Machines - A Failure Prevention Perspective Solution Manual-Wiley (2009) PDFLeonardo100% (2)
- Dividing Heads and Indexing SpacersDokument6 SeitenDividing Heads and Indexing SpacersLeonardoNoch keine Bewertungen
- Basic Pneumatics Training: 3/5/2018 Sanjay Humania (M.Tech - Mechatronics) 1Dokument120 SeitenBasic Pneumatics Training: 3/5/2018 Sanjay Humania (M.Tech - Mechatronics) 1LeonardoNoch keine Bewertungen
- A03 SilverDokument19 SeitenA03 SilverLeonardoNoch keine Bewertungen
- Automation Sensors TutorialDokument14 SeitenAutomation Sensors TutorialjyothisjosephNoch keine Bewertungen
- Norma ASTM para CP - CalorimetriaDokument6 SeitenNorma ASTM para CP - CalorimetriaLeonardoNoch keine Bewertungen
- 1.2510 100Mncrw4 Z3C: Chemical CompositionDokument2 Seiten1.2510 100Mncrw4 Z3C: Chemical CompositionLeonardoNoch keine Bewertungen
- 534 2791 1 PBDokument17 Seiten534 2791 1 PBLeonardoNoch keine Bewertungen
- Powder Technology H.Hofmann, P.Bowen: Part 2: CompactionDokument25 SeitenPowder Technology H.Hofmann, P.Bowen: Part 2: CompactionSrinivas Rao RayuduNoch keine Bewertungen
- 800 ZCC9800W Catalogue Cummins BenzDokument22 Seiten800 ZCC9800W Catalogue Cummins BenzPhúc Linh NguyễnNoch keine Bewertungen
- 3D Static and Dynamic AnalysisDokument32 Seiten3D Static and Dynamic AnalysisvanmurthyNoch keine Bewertungen
- CH2 - Heating System PDFDokument10 SeitenCH2 - Heating System PDFAaron AngNoch keine Bewertungen
- Viscometer Test PDFDokument2 SeitenViscometer Test PDFAshishJamadarNoch keine Bewertungen
- Physics Project: Topic: To Study Simple Harmonic MotionDokument7 SeitenPhysics Project: Topic: To Study Simple Harmonic Motiongorilla soupNoch keine Bewertungen
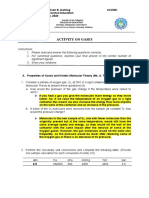
- Dahilog Chemistry Activity On Gas LawsDokument7 SeitenDahilog Chemistry Activity On Gas LawsYbur Clieve Olsen DahilogNoch keine Bewertungen
- Physics FormulasDokument4 SeitenPhysics FormulasMica :pNoch keine Bewertungen
- Dimensions of Spades and Ring Spacers ASME B16.48Dokument11 SeitenDimensions of Spades and Ring Spacers ASME B16.48Angs TazNoch keine Bewertungen
- LEWA Ecoflow Variable Eccentric Pump Drive Type LDC: PerformanceDokument2 SeitenLEWA Ecoflow Variable Eccentric Pump Drive Type LDC: Performancenima azariNoch keine Bewertungen
- ZYMT CNC Press Brake ConfigurationDokument8 SeitenZYMT CNC Press Brake ConfigurationIonuţ RădescuNoch keine Bewertungen
- Refrigerator: Service ManualDokument19 SeitenRefrigerator: Service ManualCesar Calderon GrNoch keine Bewertungen
- Mod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFDokument13 SeitenMod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFDhanny MiharjaNoch keine Bewertungen
- Fea 2 Marks and AnswersDokument20 SeitenFea 2 Marks and AnswerssnvijayanNoch keine Bewertungen
- QCXDVN 09 - 2017 National Technical Regulation On Energy Efficiency Buildings (Eng)Dokument20 SeitenQCXDVN 09 - 2017 National Technical Regulation On Energy Efficiency Buildings (Eng)lwin_oo2435Noch keine Bewertungen
- IVECO StralisDokument40 SeitenIVECO StralismicakojicNoch keine Bewertungen
- Copeland PDFDokument1 SeiteCopeland PDFEdwin GallegosNoch keine Bewertungen
- Mapex AN0320SN PDFDokument1 SeiteMapex AN0320SN PDFDiegoTierradentroNoch keine Bewertungen
- Production Logging Tools - Total Company PDFDokument36 SeitenProduction Logging Tools - Total Company PDFبوشناق بوشناقNoch keine Bewertungen
- Cmae Prop 3Dokument3 SeitenCmae Prop 3Mithun Kumar SandaNoch keine Bewertungen
- Parker 2H CylindersDokument26 SeitenParker 2H CylindersnitinjainmechNoch keine Bewertungen
- Flow Serve PDFDokument26 SeitenFlow Serve PDFTushar LanjekarNoch keine Bewertungen
- SCH 201 - Chemical ThermodynamicsDokument3 SeitenSCH 201 - Chemical Thermodynamicsjipson olooNoch keine Bewertungen
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Dokument2 SeitenNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNoch keine Bewertungen
- Correlation of Bendability of Materials With Their Tensile Properties Datsko Bab4480.0001.001Dokument21 SeitenCorrelation of Bendability of Materials With Their Tensile Properties Datsko Bab4480.0001.001lram70Noch keine Bewertungen
- Ymfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioDokument4 SeitenYmfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioAb CaamañoNoch keine Bewertungen
- CXC Physics Notes: Section ADokument13 SeitenCXC Physics Notes: Section AAlecha WeysNoch keine Bewertungen