Das könnte Ihnen auch gefallen
- OpenLAB El Centro Del LaboratorioDokument45 SeitenOpenLAB El Centro Del LaboratorioSharon Osorio CalderonNoch keine Bewertungen
- U1S2 - Test 2Dokument10 SeitenU1S2 - Test 2Sharon Osorio CalderonNoch keine Bewertungen
- U1S1 - Test 1-1Dokument6 SeitenU1S1 - Test 1-1Sharon Osorio CalderonNoch keine Bewertungen
- Uso Del Medio Ambiente SenaDokument9 SeitenUso Del Medio Ambiente SenaSharon Osorio CalderonNoch keine Bewertungen
- U1S1 - Test 1Dokument6 SeitenU1S1 - Test 1Sharon Osorio CalderonNoch keine Bewertungen
- Una Bomba Reciprocante Es de Desplazamiento PositivoDokument4 SeitenUna Bomba Reciprocante Es de Desplazamiento PositivoSharon Osorio CalderonNoch keine Bewertungen
- Etica Sena ElectricidadDokument9 SeitenEtica Sena ElectricidadSharon Osorio CalderonNoch keine Bewertungen
- Informe Final Seminario Mezcladores Estáticos y Dinámicos - H1Dokument63 SeitenInforme Final Seminario Mezcladores Estáticos y Dinámicos - H1Sharon Osorio CalderonNoch keine Bewertungen
- PinturasDokument13 SeitenPinturasSharon Osorio CalderonNoch keine Bewertungen
- Almacenamiento y Fiscalización de Hidrocarburos (Reparado)Dokument72 SeitenAlmacenamiento y Fiscalización de Hidrocarburos (Reparado)Sharon Osorio Calderon100% (2)
- Litoteca 1Dokument6 SeitenLitoteca 1Sharon Osorio CalderonNoch keine Bewertungen
- MISERICORDIADokument7 SeitenMISERICORDIAOscar David VasquezNoch keine Bewertungen
- Hoja RecomendacionesDokument11 SeitenHoja Recomendacionesmargarita morales gonzalesNoch keine Bewertungen
- Pedro Alejandro Sanchez Escarcega - Semana2 - ElanteproyectoDokument3 SeitenPedro Alejandro Sanchez Escarcega - Semana2 - Elanteproyectoalejandro.sanchezNoch keine Bewertungen
- Anatomia AplicadaDokument150 SeitenAnatomia AplicadafyqayhoniNoch keine Bewertungen
- Accesorios Electricos Liv & Pes PDFDokument244 SeitenAccesorios Electricos Liv & Pes PDFAlfredo ALvarezNoch keine Bewertungen
- Informe de HelicesDokument3 SeitenInforme de HelicesyessNoch keine Bewertungen
- Tipos de Mapaps Valles, Llanuras 6 GradoDokument23 SeitenTipos de Mapaps Valles, Llanuras 6 GradoIsmary EspinalNoch keine Bewertungen
- N CSV Car 3 05 004 02 PDFDokument9 SeitenN CSV Car 3 05 004 02 PDFArmando Huanca SolanoNoch keine Bewertungen
- Clasificación de Los Volcanes y Sus CaracterísticasDokument3 SeitenClasificación de Los Volcanes y Sus CaracterísticasNohemy Garzón100% (1)
- Brochure Maquinas Desmechadora de Carnes-CleanDokument5 SeitenBrochure Maquinas Desmechadora de Carnes-Cleanjofre alexanderNoch keine Bewertungen
- Instrumentos de IfáDokument7 SeitenInstrumentos de IfáMao Cisneros100% (1)
- Aparejo 5 TNDokument9 SeitenAparejo 5 TNLuis ArmanNoch keine Bewertungen
- Guía de Actividades y Rúbrica de Evaluación - Caso 1 - ConceptualizaciónDokument7 SeitenGuía de Actividades y Rúbrica de Evaluación - Caso 1 - ConceptualizaciónLoli MonterrozaNoch keine Bewertungen
- Canal de SuezDokument3 SeitenCanal de SuezAngelo Bafunno DiazNoch keine Bewertungen
- Casi AngelesDokument2 SeitenCasi AngelesErickMartinezNoch keine Bewertungen
- VÁLVULASDokument7 SeitenVÁLVULASjose alberto castro balderasNoch keine Bewertungen
- Tratamiento Ambiental I Del Río HuauraDokument4 SeitenTratamiento Ambiental I Del Río HuauraNiler Martin GuillenNoch keine Bewertungen
- Metales Refrac-Preciosos PDFDokument69 SeitenMetales Refrac-Preciosos PDFYusei D.Noch keine Bewertungen
- Los 10 Libros de Vitrubio - SGDokument59 SeitenLos 10 Libros de Vitrubio - SGContro Academico EconomicasNoch keine Bewertungen
- Deber 2 de Integrales IndefinidasDokument7 SeitenDeber 2 de Integrales IndefinidasChristian Borja TacuriNoch keine Bewertungen
- Iot - InfografiaDokument2 SeitenIot - InfografiaBRUNO ROMAN HUAMANNoch keine Bewertungen
- Cuáles Son Los Cinco Grandes Rasgos de PersonalidadDokument5 SeitenCuáles Son Los Cinco Grandes Rasgos de PersonalidadtaniaNoch keine Bewertungen
- Tarea Virtual #1. EDUCACION VIALDokument5 SeitenTarea Virtual #1. EDUCACION VIALDaniel BlasterNoch keine Bewertungen
- Secuencia Didactica (4to)Dokument4 SeitenSecuencia Didactica (4to)Johan O Artunduaga CardonaNoch keine Bewertungen
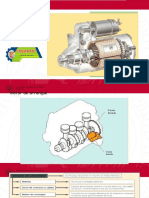
- Semana 10 - Sistema de ArranqueDokument16 SeitenSemana 10 - Sistema de ArranqueSsRmRMNoch keine Bewertungen
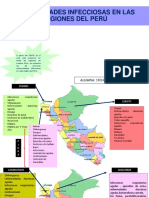
- Enfermedades Infecciosas en El PerúDokument9 SeitenEnfermedades Infecciosas en El PerúStefannie Elizabeth Quispe LorenzoNoch keine Bewertungen
- Inpacto Del Capital Ingles en LambayequeDokument10 SeitenInpacto Del Capital Ingles en LambayequeLuis Lizana BarreraNoch keine Bewertungen
- Lup MotobombaDokument1 SeiteLup Motobombajenny carolina martinez sandovalNoch keine Bewertungen
- Potencia y Radicación de Fracciones 5ºDokument3 SeitenPotencia y Radicación de Fracciones 5ºHERNAN LIZARVE ROMERONoch keine Bewertungen
- Proyecto de Cafe FinalizadoDokument77 SeitenProyecto de Cafe FinalizadoGerardo FloresNoch keine Bewertungen