Das könnte Ihnen auch gefallen
- Packing StandardDokument1 SeitePacking StandardSumeet RatheeNoch keine Bewertungen
- Process Check Hot ShopDokument12 SeitenProcess Check Hot ShopSumeet RatheeNoch keine Bewertungen
- Drilling DepthDokument2 SeitenDrilling DepthSumeet RatheeNoch keine Bewertungen
- New Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Dokument1 SeiteNew Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Sumeet RatheeNoch keine Bewertungen
- Honda Disc 83521-BDokument7 SeitenHonda Disc 83521-BSumeet RatheeNoch keine Bewertungen
- 2017 Years Technology Department Objective: Target JanuaryDokument2 Seiten2017 Years Technology Department Objective: Target JanuarySumeet RatheeNoch keine Bewertungen
- IQA IATF ChecksheetDokument37 SeitenIQA IATF ChecksheetSumeet Rathee100% (5)
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDokument3 SeitenMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheeNoch keine Bewertungen
- Modalloy : Product Datasheet Non Ferrous Metal TreatmentDokument4 SeitenModalloy : Product Datasheet Non Ferrous Metal TreatmentSumeet Rathee0% (1)
- Packing Approval SheetDokument2 SeitenPacking Approval SheetSumeet RatheeNoch keine Bewertungen
- 18 Bold ChevronsDokument2 Seiten18 Bold ChevronsSumeet RatheeNoch keine Bewertungen
- Deepak Antil: Curriculum VitaeDokument2 SeitenDeepak Antil: Curriculum VitaeSumeet RatheeNoch keine Bewertungen
- 143 Icon FunDokument1 Seite143 Icon FunSumeet RatheeNoch keine Bewertungen
- HMCL Supplier PPAP ChecklistDokument6 SeitenHMCL Supplier PPAP ChecklistSumeet RatheeNoch keine Bewertungen
- New Equipment Validation: Trial PhotosDokument4 SeitenNew Equipment Validation: Trial PhotosSumeet RatheeNoch keine Bewertungen
- Status HLD P P P P WODokument3 SeitenStatus HLD P P P P WOSumeet RatheeNoch keine Bewertungen
- IPPT TAG - For SupplierDokument6 SeitenIPPT TAG - For SupplierSumeet Rathee100% (1)
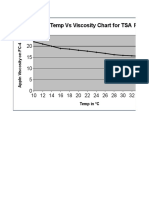
- Temp Vs Viscosity Chart For TSA PaintDokument2 SeitenTemp Vs Viscosity Chart For TSA PaintSumeet RatheeNoch keine Bewertungen
- Study of Mechanical Properties and Surface Roughness of As-Cast and Heat Treated Al-7075 AlloyDokument10 SeitenStudy of Mechanical Properties and Surface Roughness of As-Cast and Heat Treated Al-7075 AlloySumeet RatheeNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- NCERT Class 10 Science Lab Manual MaterialsDokument50 SeitenNCERT Class 10 Science Lab Manual MaterialsNews of IndiaNoch keine Bewertungen
- ReactivityDokument26 SeitenReactivityilove 1209Noch keine Bewertungen
- Zinc and Copper Distribution in Swine Wastewater Treated by Anaerobic DigestionDokument6 SeitenZinc and Copper Distribution in Swine Wastewater Treated by Anaerobic DigestionRicardo Luís Radis SteinmetzNoch keine Bewertungen
- Hot-Dip Galvanizing For Corrosion Protection of Steel ProductsDokument16 SeitenHot-Dip Galvanizing For Corrosion Protection of Steel Products范泳贤Noch keine Bewertungen
- SI Units: Single-State Properties: AppendixDokument82 SeitenSI Units: Single-State Properties: AppendixMohamadali FirooziNoch keine Bewertungen
- CHAPTER 9-Industrial ChemistryDokument17 SeitenCHAPTER 9-Industrial ChemistryTooling ganeshNoch keine Bewertungen
- Igcse Chemistry SolutionsDokument6 SeitenIgcse Chemistry Solutionspreeti.2405Noch keine Bewertungen
- Physico - Chemical Analysis of Rain Water Collected From 10 Selected Areas in Awka South, Anambra State, NigeriaDokument18 SeitenPhysico - Chemical Analysis of Rain Water Collected From 10 Selected Areas in Awka South, Anambra State, NigeriaijsidonlineinfoNoch keine Bewertungen
- TabletsDokument51 SeitenTabletsAvish JollyNoch keine Bewertungen
- Synthesis of Zinc Chloride Lab Revised Fall 2007Dokument4 SeitenSynthesis of Zinc Chloride Lab Revised Fall 2007farid1484Noch keine Bewertungen
- DPP 02 Chemical Bonding JH Sir-4165Dokument28 SeitenDPP 02 Chemical Bonding JH Sir-4165Prabhakar BandaruNoch keine Bewertungen
- Ladder Cable KMH KMA PDFDokument50 SeitenLadder Cable KMH KMA PDFsupermannonNoch keine Bewertungen
- JEE Advanced-2014 - Test-5 (Paper-II) - Code-B PDFDokument24 SeitenJEE Advanced-2014 - Test-5 (Paper-II) - Code-B PDFYash ShanbhagNoch keine Bewertungen
- 2nd Year Imp List 2023-24Dokument4 Seiten2nd Year Imp List 2023-24AFRID SHAIKNoch keine Bewertungen
- Chemsitry Past Papers June 2003 - Paper 1Dokument16 SeitenChemsitry Past Papers June 2003 - Paper 1theyaasir100% (1)
- Chemistry - D&F Block Element - NEET - FinalDokument11 SeitenChemistry - D&F Block Element - NEET - FinalalishNoch keine Bewertungen
- 9 Chemistry Notes Unit 7 NewDokument7 Seiten9 Chemistry Notes Unit 7 NewR.S.H100% (1)
- Corrosion Handbook - Hilti (2021)Dokument42 SeitenCorrosion Handbook - Hilti (2021)brettNoch keine Bewertungen
- Kcse 2023 Chemistry Replica.Dokument150 SeitenKcse 2023 Chemistry Replica.micah isabokeNoch keine Bewertungen
- Plating - Interpharm PDFDokument4 SeitenPlating - Interpharm PDFvasudev_nNoch keine Bewertungen
- Diallo 2016Dokument11 SeitenDiallo 2016Dương Minh MẫnNoch keine Bewertungen
- Prevention of Musculo-Skeletal Traumas in Competitive SportsmenDokument136 SeitenPrevention of Musculo-Skeletal Traumas in Competitive SportsmenTamas KalmarNoch keine Bewertungen
- Selective Separation of Cu (II), ZN (II), and CD (II) by Solvent ExtractionDokument5 SeitenSelective Separation of Cu (II), ZN (II), and CD (II) by Solvent ExtractionCharlie BrownNoch keine Bewertungen
- RRL of Pechay PDFDokument24 SeitenRRL of Pechay PDFHoney Jane Palabao100% (4)
- ZN 2Dokument3 SeitenZN 2Joseph Neos CruzNoch keine Bewertungen
- Engineering Materials: by RangwalaDokument5 SeitenEngineering Materials: by RangwalabalaNoch keine Bewertungen
- Plum Lee Ziegler 2007Dokument48 SeitenPlum Lee Ziegler 2007genevieve foranNoch keine Bewertungen
- Astm A153Dokument5 SeitenAstm A153Hanzel RodriguezNoch keine Bewertungen
- Science & Technology in Medieval IndiaDokument11 SeitenScience & Technology in Medieval Indiaakshat aggarwalNoch keine Bewertungen