Das könnte Ihnen auch gefallen
- Proyecto Final de FundicionDokument44 SeitenProyecto Final de Fundicionchris2oo190% (10)
- Pocesos TuanyDokument54 SeitenPocesos TuanyAaronNoch keine Bewertungen
- Procesos de Manufactura NTC 1486Dokument105 SeitenProcesos de Manufactura NTC 1486Dayanna Michelle BustamanteNoch keine Bewertungen
- Antología - Luna - Barrera - EsmeraldaDokument86 SeitenAntología - Luna - Barrera - EsmeraldaHeber Zuriel OlveraNoch keine Bewertungen
- Trabajo Final de FundicionDokument41 SeitenTrabajo Final de FundicionJean Paul Villa RealNoch keine Bewertungen
- MecanizadoDokument29 SeitenMecanizadoJessica Patricia Rivera Romero100% (1)
- Fundición: proceso y tecnología para fabricar piezas brutasDokument43 SeitenFundición: proceso y tecnología para fabricar piezas brutasJeremy MendozaNoch keine Bewertungen
- Aspectos Fundamentales de Los Diferentes Procesos de ManufacturaDokument6 SeitenAspectos Fundamentales de Los Diferentes Procesos de ManufacturaAde CardenasNoch keine Bewertungen
- Pa 1 - Procesos de ManufacturaDokument27 SeitenPa 1 - Procesos de ManufacturaCastillo DannyNoch keine Bewertungen
- Procesos Industriales FinalDokument15 SeitenProcesos Industriales Finalnicolas felipe mateus suarezNoch keine Bewertungen
- Tecnologia Segunda ActividadDokument21 SeitenTecnologia Segunda ActividadJonathan Zapata PoloNoch keine Bewertungen
- Entrega Previa 1 Trabajo ColaborativoDokument15 SeitenEntrega Previa 1 Trabajo Colaborativojulissa alejandra quirogaNoch keine Bewertungen
- SinterizaciónDokument14 SeitenSinterizaciónDaniel CarlosNoch keine Bewertungen
- Procesos de Producción 23-12Dokument30 SeitenProcesos de Producción 23-12JORGE LUIS AYALA GALINDONoch keine Bewertungen
- Resumen de ManufacturaDokument8 SeitenResumen de Manufacturakevin reginoNoch keine Bewertungen
- Informe Practica de FundicionDokument23 SeitenInforme Practica de Fundicionnicolas londoñoNoch keine Bewertungen
- Trabajo de Diploma: Procesos de Doblado de ChapaDokument115 SeitenTrabajo de Diploma: Procesos de Doblado de ChapaJesús VásquezNoch keine Bewertungen
- Manufactura, Tipos de Procesos, Procesos Con Arranque de Viruta, Procesos Sin Arranque de Viruta, La Manufactura en El PerúDokument60 SeitenManufactura, Tipos de Procesos, Procesos Con Arranque de Viruta, Procesos Sin Arranque de Viruta, La Manufactura en El PerúLuis A. CFNoch keine Bewertungen
- Procesos de manufactura: introducción a los conceptos básicosDokument95 SeitenProcesos de manufactura: introducción a los conceptos básicosJob Justo Jose0% (1)
- PI - Pablo Andrés DíazDokument102 SeitenPI - Pablo Andrés DíazRONALD JHONATAN TURPO VARGASNoch keine Bewertungen
- Trabajo... de ManufacturaDokument9 SeitenTrabajo... de ManufacturaKarina Sanchez ChinchayNoch keine Bewertungen
- Conformado de metales: procesos de extrusión, troquelado, doblado y laminadoDokument29 SeitenConformado de metales: procesos de extrusión, troquelado, doblado y laminadoAndy Ðota Saira HuarcayaNoch keine Bewertungen
- Procesos de Manufactura Por Arranque de VirutaDokument17 SeitenProcesos de Manufactura Por Arranque de VirutaBirdo Koopa100% (1)
- Trabajo de Procesos de Fab.Dokument10 SeitenTrabajo de Procesos de Fab.Gerardo Renteria SantosNoch keine Bewertungen
- Mica de Tijera A4-RrDokument22 SeitenMica de Tijera A4-RrKenya Claribel HenriquezNoch keine Bewertungen
- Definición de Procesos de ManufacturaDokument8 SeitenDefinición de Procesos de ManufacturaJesus Eloy ArriagaNoch keine Bewertungen
- Manufactura, Ingeniería y TecnologiaDokument12 SeitenManufactura, Ingeniería y TecnologiaLenin RafaelNoch keine Bewertungen
- Invesgacion AppaDokument41 SeitenInvesgacion AppaAxel AguirreNoch keine Bewertungen
- Historia de Procesos de ManufacturaDokument4 SeitenHistoria de Procesos de ManufacturaFede RamirezNoch keine Bewertungen
- Procesos de ManufacturaDokument11 SeitenProcesos de ManufacturacpinellazNoch keine Bewertungen
- Proyecto Final CorregidoDokument30 SeitenProyecto Final Corregidocarmen_floresxDNoch keine Bewertungen
- Resúmenes ManufacturaDokument9 SeitenResúmenes ManufacturaRasecAugustoPanosoOrellanaNoch keine Bewertungen
- Avances Tarea4 Wilande RamirezDokument5 SeitenAvances Tarea4 Wilande RamirezMaria OrozcoNoch keine Bewertungen
- 100000ni23 OperacionesunitariasyprocesosindustrialesDokument9 Seiten100000ni23 OperacionesunitariasyprocesosindustrialesManuel Cuya SilvestreNoch keine Bewertungen
- Procesos de Manufactura 2Dokument4 SeitenProcesos de Manufactura 2Anibal DazaNoch keine Bewertungen
- Proyecto Procesos IndustrialesDokument20 SeitenProyecto Procesos IndustrialesAlexGuzmanc0% (1)
- Universidad Peruana de Ciencias Aplicadas 11Dokument58 SeitenUniversidad Peruana de Ciencias Aplicadas 11Carlos Muñoz vitorNoch keine Bewertungen
- Sistemas de ManufacturaDokument103 SeitenSistemas de ManufacturaDiego Armando Muñoz100% (1)
- Fabricación de Piezas IIDokument4 SeitenFabricación de Piezas IIGerardo LopezNoch keine Bewertungen
- Procesos de Manufactura 2013Dokument6 SeitenProcesos de Manufactura 2013EduardoNoch keine Bewertungen
- Procesos de ManufacturaDokument8 SeitenProcesos de ManufacturaLuz Misaki AyuzawaNoch keine Bewertungen
- Características de Los Materiales, La Expectativa de Vida Del Producto y La Ingeniería Del Ciclo de VidaDokument7 SeitenCaracterísticas de Los Materiales, La Expectativa de Vida Del Producto y La Ingeniería Del Ciclo de Vidacristhian riveraNoch keine Bewertungen
- SINTERIZACIONDokument27 SeitenSINTERIZACIONAnaluz CabellosNoch keine Bewertungen
- Procesos de Manufactura en La Ingenieria IndustrialDokument6 SeitenProcesos de Manufactura en La Ingenieria IndustrialCrizhiniDeldi0% (1)
- Procesos de ManufacturaDokument3 SeitenProcesos de ManufacturaDaniel CabarcasNoch keine Bewertungen
- Fundición en arena verde de un avión de jugueteDokument23 SeitenFundición en arena verde de un avión de jugueteJoel HernandezNoch keine Bewertungen
- Estado Del Arte, Pineda, VargasDokument84 SeitenEstado Del Arte, Pineda, VargasMecanica Universidad del AtlánticoNoch keine Bewertungen
- 1578 Conformado PDFDokument29 Seiten1578 Conformado PDFGib ArNoch keine Bewertungen
- Deber 1 de Procesos de ManufacturaDokument12 SeitenDeber 1 de Procesos de ManufacturaEdison Paul Tierra TierraNoch keine Bewertungen
- Resumen 1 El TornoDokument7 SeitenResumen 1 El TornoJosé MiguelNoch keine Bewertungen
- Procesos Industriales Actividad ColaborativaDokument10 SeitenProcesos Industriales Actividad ColaborativaDylan Julian RodriguezNoch keine Bewertungen
- Proyecto de torno: aprendizaje de operaciones básicas en torno mecánicoDokument8 SeitenProyecto de torno: aprendizaje de operaciones básicas en torno mecánicoArenas Arias C. JoseNoch keine Bewertungen
- Procesos de Manufactura Tipos de Procesos, Diagramas de Operaciones y de BloquesDokument59 SeitenProcesos de Manufactura Tipos de Procesos, Diagramas de Operaciones y de BloquesMiguel Silverio40% (5)
- Resumen de Introduccion GeneralDokument6 SeitenResumen de Introduccion GeneralJhovany Yapita ChavezNoch keine Bewertungen
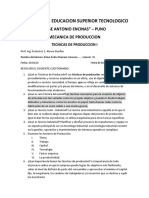
- Cuestionario de Tecnicas de Produccion IDokument5 SeitenCuestionario de Tecnicas de Produccion IElmer catacoraNoch keine Bewertungen
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Von EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Noch keine Bewertungen
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Von EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Noch keine Bewertungen
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Von EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Noch keine Bewertungen
- Replanteo y clasificación de los productos finales en piedra natural. IEXD0108Von EverandReplanteo y clasificación de los productos finales en piedra natural. IEXD0108Noch keine Bewertungen
- Informe AA1Josimar ArroyoDokument2 SeitenInforme AA1Josimar ArroyoJossymar Arroyo DíazNoch keine Bewertungen
- Actividad Descargable Unidad 3Dokument3 SeitenActividad Descargable Unidad 3Jossymar Arroyo DíazNoch keine Bewertungen
- Rendimientos procesos queso helado arequipeDokument3 SeitenRendimientos procesos queso helado arequipeJossymar Arroyo DíazNoch keine Bewertungen
- Esterilizacion BioreactorDokument6 SeitenEsterilizacion BioreactorJossymar Arroyo DíazNoch keine Bewertungen
- DISEÑO ControlDokument3 SeitenDISEÑO ControlJossymar Arroyo DíazNoch keine Bewertungen
- Laboratorio LacteosDokument8 SeitenLaboratorio LacteosJossymar Arroyo DíazNoch keine Bewertungen
- Informe de Laboratorio Carnicos - Cerdo - PolloDokument31 SeitenInforme de Laboratorio Carnicos - Cerdo - PolloJossymar Arroyo DíazNoch keine Bewertungen
- Trabajo 1 CorteDokument7 SeitenTrabajo 1 CorteJossymar Arroyo Díaz0% (1)
- Taller MaterialesDokument1 SeiteTaller MaterialesJossymar Arroyo DíazNoch keine Bewertungen
- Sistema de Información Gerencial para La Optimización de Portafolios de InversiónDokument18 SeitenSistema de Información Gerencial para La Optimización de Portafolios de InversiónJossymar Arroyo DíazNoch keine Bewertungen
- Amfe Abanico Cal&Des 3,42Dokument3 SeitenAmfe Abanico Cal&Des 3,42Jossymar Arroyo DíazNoch keine Bewertungen
- Método Kenshu Aplicado Al ArtículoDokument1 SeiteMétodo Kenshu Aplicado Al ArtículoJossymar Arroyo DíazNoch keine Bewertungen
- Agitadores de Hélices o HelicoidalesDokument13 SeitenAgitadores de Hélices o HelicoidalesJossymar Arroyo DíazNoch keine Bewertungen
- Tamiz VibratorioDokument1 SeiteTamiz VibratorioJossymar Arroyo DíazNoch keine Bewertungen
- Altura de La Masa CocidaDokument1 SeiteAltura de La Masa CocidaJossymar Arroyo DíazNoch keine Bewertungen
- Mezclado y AgitacionDokument17 SeitenMezclado y AgitacionJossymar Arroyo DíazNoch keine Bewertungen
- Cuchillas CañerasDokument6 SeitenCuchillas CañerasJossymar Arroyo DíazNoch keine Bewertungen
- Agitacion y MezclaDokument10 SeitenAgitacion y MezclaJossymar Arroyo DíazNoch keine Bewertungen
- CONDENSADORES Software y Paginas de DiseñoDokument31 SeitenCONDENSADORES Software y Paginas de DiseñoJossymar Arroyo DíazNoch keine Bewertungen
- CONDENSADORES Software y Paginas de DiseñoDokument31 SeitenCONDENSADORES Software y Paginas de DiseñoJossymar Arroyo DíazNoch keine Bewertungen
- Cuestionario de Atención TelefónicaDokument4 SeitenCuestionario de Atención TelefónicaJossymar Arroyo DíazNoch keine Bewertungen
- Opciones de GradoDokument24 SeitenOpciones de GradoJossymar Arroyo DíazNoch keine Bewertungen
- Ensayo Evaluacion de La Propuesta de DiseñoDokument3 SeitenEnsayo Evaluacion de La Propuesta de DiseñoJossymar Arroyo DíazNoch keine Bewertungen
- Material 1 PDFDokument21 SeitenMaterial 1 PDFJossymar Arroyo DíazNoch keine Bewertungen
- CONDENSADORES Software y Paginas de DiseñoDokument31 SeitenCONDENSADORES Software y Paginas de DiseñoJossymar Arroyo DíazNoch keine Bewertungen
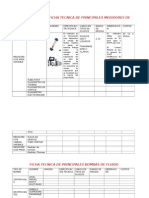
- Ficha Tecnica de Principales Medidores de FlujoDokument2 SeitenFicha Tecnica de Principales Medidores de FlujoJossymar Arroyo DíazNoch keine Bewertungen
- CÃ-rculo de DemingDokument9 SeitenCÃ-rculo de DemingJossymar Arroyo DíazNoch keine Bewertungen
- Calidad TPMDokument21 SeitenCalidad TPMJossymar Arroyo DíazNoch keine Bewertungen
- Trabajo Final MaterialesDokument24 SeitenTrabajo Final MaterialesJossymar Arroyo DíazNoch keine Bewertungen
- Tarea S3 Pág. 509Dokument11 SeitenTarea S3 Pág. 509Jessica SanchezNoch keine Bewertungen
- Melk Flow 905 Tds 01f16Dokument1 SeiteMelk Flow 905 Tds 01f16vladimir3oNoch keine Bewertungen
- Act. Tecnología 1° 20-SepDokument2 SeitenAct. Tecnología 1° 20-Sep33.Manelik Jazmin Negrete SalazarNoch keine Bewertungen
- Tipos de FundiciónDokument14 SeitenTipos de FundiciónDaniiSerchGuerreroGonzalezNoch keine Bewertungen
- Guia Ejercicios Estequiometria 1Dokument4 SeitenGuia Ejercicios Estequiometria 1Albert FernandezNoch keine Bewertungen
- Nomenclatura TreybalDokument3 SeitenNomenclatura TreybalFrancisco ArizaNoch keine Bewertungen
- Yale ElevacionDokument3 SeitenYale Elevacionbegoña MuñizNoch keine Bewertungen
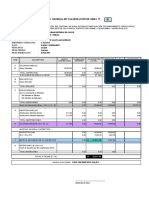
- 06.01valorizacion 01 Adicional N 02Dokument87 Seiten06.01valorizacion 01 Adicional N 02Ivan Maicol Q BNoch keine Bewertungen
- Gabinetes S9000Dokument20 SeitenGabinetes S9000Lord KyluaNoch keine Bewertungen
- Objetos sociales de logística, transporte, investigación, inmobiliaria, call center y aguaDokument17 SeitenObjetos sociales de logística, transporte, investigación, inmobiliaria, call center y aguaPriscila JaimesNoch keine Bewertungen
- EA02 TareaDokument4 SeitenEA02 TareaCarlos ReyesNoch keine Bewertungen
- Lista de Materiales Mas ComunesDokument12 SeitenLista de Materiales Mas ComunesJohan Macías ÁlavaNoch keine Bewertungen
- Clasificación de la materia según su uniformidad y composiciónDokument1 SeiteClasificación de la materia según su uniformidad y composiciónTommyNoch keine Bewertungen
- Cómo Hacer Una Bomba de Ariete Casera Con Una Botella de PlásticoDokument11 SeitenCómo Hacer Una Bomba de Ariete Casera Con Una Botella de PlásticoEliana ZapataNoch keine Bewertungen
- COMPOSICIÓN QUÍMICA Del Acero CorrugadoDokument2 SeitenCOMPOSICIÓN QUÍMICA Del Acero CorrugadoDanny PiroNoch keine Bewertungen
- Historia del Esmeril 40cDokument15 SeitenHistoria del Esmeril 40cAlexander Jimewnez Quintin0% (1)
- Manual de Uso y Montaje de Los Depósitos de Inercia P 1000 SWTDokument3 SeitenManual de Uso y Montaje de Los Depósitos de Inercia P 1000 SWTGoheimNoch keine Bewertungen
- Velocidad de CorteDokument5 SeitenVelocidad de CorteEder ChingaNoch keine Bewertungen
- Laboratorio 1Dokument13 SeitenLaboratorio 1Valentina Monzon MauricioNoch keine Bewertungen
- Tesis Emilio MonardezDokument114 SeitenTesis Emilio MonardezJean PierreNoch keine Bewertungen
- 22 Ventana - VidrioDokument60 Seiten22 Ventana - VidrioMario Cesar BallesterosNoch keine Bewertungen
- Plan de Manejo Ambiental YacusDokument13 SeitenPlan de Manejo Ambiental YacusJohn MalpartidaNoch keine Bewertungen
- Electro Refinación Del Oro y Plata TerminadoDokument9 SeitenElectro Refinación Del Oro y Plata TerminadoIvan Lautaro Espinoza Garrido50% (2)
- Actividad 2Dokument15 SeitenActividad 2Yulieth ZuletaNoch keine Bewertungen
- Ficha de datos de seguridad refractario bauxitaDokument7 SeitenFicha de datos de seguridad refractario bauxitaGerman GomezNoch keine Bewertungen
- Examenes. - Resistencia de MaterialesDokument3 SeitenExamenes. - Resistencia de MaterialesReynaldho RckNoch keine Bewertungen
- Ficha Tec Cemento IpDokument2 SeitenFicha Tec Cemento IpJose ChuquimiaNoch keine Bewertungen
- DRYPOINT RAx 200-500 NA 3ph Manual Es 2014-06Dokument51 SeitenDRYPOINT RAx 200-500 NA 3ph Manual Es 2014-06Gabriel MassiminoNoch keine Bewertungen
- Manual de Partes Explorer Plus 75E MéxicoDokument25 SeitenManual de Partes Explorer Plus 75E MéxicoHector Richard Chavez Mendez100% (1)
- Fraguado Del Cemento y Temple TérmicoDokument4 SeitenFraguado Del Cemento y Temple TérmicoedyNoch keine Bewertungen