Das könnte Ihnen auch gefallen
- Formulas For Designing Press ToolsDokument21 SeitenFormulas For Designing Press ToolsKarthik Gopal86% (35)
- p2 - Guerrero Ch13Dokument40 Seitenp2 - Guerrero Ch13JerichoPedragosa88% (17)
- Thickness Calculation of Pressure Vessel ShellDokument22 SeitenThickness Calculation of Pressure Vessel ShellAkshat Jain88% (26)
- Calculation of PipeReinforcement ASMEB31.1Dokument3 SeitenCalculation of PipeReinforcement ASMEB31.1jayaarnav100% (1)
- Calculation of Pipe Reinforcement ASME B31 3Dokument3 SeitenCalculation of Pipe Reinforcement ASME B31 3Brant AkkanNoch keine Bewertungen
- Flat Head Calculation (Based On Ug 34)Dokument2 SeitenFlat Head Calculation (Based On Ug 34)rustamriyadiNoch keine Bewertungen
- Anchor Chair Design CheckDokument5 SeitenAnchor Chair Design CheckManish542Noch keine Bewertungen
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyVon EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNoch keine Bewertungen
- Norma CMAA 70Dokument90 SeitenNorma CMAA 70Marcelo Navarro100% (7)
- Project Budget Worksheet v2 7Dokument4 SeitenProject Budget Worksheet v2 7metroroadNoch keine Bewertungen
- Asme Viii Shell & Se HeadDokument5 SeitenAsme Viii Shell & Se HeadSnr George RaczNoch keine Bewertungen
- Pipe Reinforcement Calculation (ASME-B31.3)Dokument3 SeitenPipe Reinforcement Calculation (ASME-B31.3)jenshid100% (2)
- Calculation of Pipe Reinforcement ASME B31.3Dokument9 SeitenCalculation of Pipe Reinforcement ASME B31.3yhnsharma80% (5)
- 2 ConnectionDokument18 Seiten2 Connectionssikha100% (1)
- Interference Fits and PressureDokument21 SeitenInterference Fits and PressurerwmingisNoch keine Bewertungen
- Typ-Base PlateDokument11 SeitenTyp-Base PlateManoj Jaiswal100% (2)
- SUBMIT (Rev1.0) MicroPileCalculationSheet GTL5Dokument37 SeitenSUBMIT (Rev1.0) MicroPileCalculationSheet GTL5Suneel MatchalaNoch keine Bewertungen
- Modification Thickness of A FlangeDokument3 SeitenModification Thickness of A FlangePeter PerezNoch keine Bewertungen
- Stress Analysis of High-Pressure Test Vessel: Introduction and SummaryDokument20 SeitenStress Analysis of High-Pressure Test Vessel: Introduction and SummaryRones JúniorNoch keine Bewertungen
- Lifting Lug DesignDokument27 SeitenLifting Lug Designmramico100% (1)
- New - Reinforcement of NozzleDokument31 SeitenNew - Reinforcement of NozzleNithin ZsNoch keine Bewertungen
- Pressure Vessel Assessment SpreadsheetDokument3 SeitenPressure Vessel Assessment SpreadsheetrawirabbatNoch keine Bewertungen
- Calculation of Pipe Reinforcement ASME B31 3Dokument4 SeitenCalculation of Pipe Reinforcement ASME B31 3ArmandoZacariasAcosta0% (1)
- WRC CalculationsDokument20 SeitenWRC Calculationsanu radha50% (2)
- Dimensions: Dimension and Tolerance SymbolsDokument6 SeitenDimensions: Dimension and Tolerance Symbolsjdsa123Noch keine Bewertungen
- Design Calculations For Pressure VesselsDokument32 SeitenDesign Calculations For Pressure VesselsGeorge Georgian100% (3)
- HIT-TZ Injection Adhesive Anchor: HIT-HY 150 Foil Pack, MixerDokument11 SeitenHIT-TZ Injection Adhesive Anchor: HIT-HY 150 Foil Pack, Mixerlael00Noch keine Bewertungen
- (Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die ComponentsDokument5 Seiten(Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die Componentsmonu991Noch keine Bewertungen
- Asme Calculation As Per Sec 8 Div1Dokument11 SeitenAsme Calculation As Per Sec 8 Div1John AlexanderNoch keine Bewertungen
- Typ Base PlateDokument19 SeitenTyp Base PlateumeshNoch keine Bewertungen
- Pinned Connection Joint ReactionsDokument11 SeitenPinned Connection Joint ReactionsPrakash Singh RawalNoch keine Bewertungen
- Reinforcement of Openings On Tori-Dish (Trial)Dokument23 SeitenReinforcement of Openings On Tori-Dish (Trial)Sajal KulshresthaNoch keine Bewertungen
- Pressure Design Straight Pipe (Run Pipe)Dokument6 SeitenPressure Design Straight Pipe (Run Pipe)gembirasekaliNoch keine Bewertungen
- 2 Inch UCB Lite Cast Joint EfficiencyDokument3 Seiten2 Inch UCB Lite Cast Joint EfficiencyAnil Krishna JangitiNoch keine Bewertungen
- M2-CV-RC-D-005 (R1)Dokument22 SeitenM2-CV-RC-D-005 (R1)ksshashidharNoch keine Bewertungen
- Input ValuesDokument5 SeitenInput ValuesmasoodNoch keine Bewertungen
- Nozzle Reinf Calc (Rough)Dokument12 SeitenNozzle Reinf Calc (Rough)Sajal Kulshrestha100% (1)
- Design Calculations For Pressure VesselsDokument73 SeitenDesign Calculations For Pressure Vesselsshani5573Noch keine Bewertungen
- Design Calculation Sheet: H2So4 Neutralization TankDokument43 SeitenDesign Calculation Sheet: H2So4 Neutralization TankEkki Petrus BubunNoch keine Bewertungen
- HSL-3 Heavy Duty Anchor: Basic Loading Data (For A Single Anchor) : HSL-3/HSL-3-SHDokument10 SeitenHSL-3 Heavy Duty Anchor: Basic Loading Data (For A Single Anchor) : HSL-3/HSL-3-SHAlexandru OlaruNoch keine Bewertungen
- Design Calculations For Pressure VesselsDokument30 SeitenDesign Calculations For Pressure VesselsVinoth Rajendra100% (3)
- New - Reinforcement of NozzleDokument31 SeitenNew - Reinforcement of NozzleChagar HarshpalNoch keine Bewertungen
- K1A&B, K2 3, K8: Type of Element Connected To The Shell: NozzleDokument1 SeiteK1A&B, K2 3, K8: Type of Element Connected To The Shell: NozzlewhngomjNoch keine Bewertungen
- Radial Stiffener PDFDokument6 SeitenRadial Stiffener PDFsagar1503Noch keine Bewertungen
- Type of Element Connected To The Shell: Nozzle: The Pressure Design Option Was Design Pressure + Static HeadDokument1 SeiteType of Element Connected To The Shell: Nozzle: The Pressure Design Option Was Design Pressure + Static HeadwhngomjNoch keine Bewertungen
- Crack Width Check - SampleDokument2 SeitenCrack Width Check - SampleVJ LNoch keine Bewertungen
- Pressure Vessel Design Old (Eugyene F Megysey)Dokument31 SeitenPressure Vessel Design Old (Eugyene F Megysey)David FonsecaNoch keine Bewertungen
- Anchor Bolt DesignDokument15 SeitenAnchor Bolt Designamit8808Noch keine Bewertungen
- Connection - Bolt 2022Dokument80 SeitenConnection - Bolt 2022LUGHANO NGAJILONoch keine Bewertungen
- AZ024 Lecture 7 Steel ConnectionDokument14 SeitenAZ024 Lecture 7 Steel ConnectionTong Kin Lun100% (15)
- Hoist Monorail Pre Commissioning ITPDokument7 SeitenHoist Monorail Pre Commissioning ITPmetroroadNoch keine Bewertungen
- FUNdaMENTALs Topic 10Dokument85 SeitenFUNdaMENTALs Topic 10metroroadNoch keine Bewertungen
- Tanya's Comprehensive Guide To Feline Chronic Kidney DiseaseDokument11 SeitenTanya's Comprehensive Guide To Feline Chronic Kidney Diseasemetroroad100% (1)
- EN - 08 SAF and SAW - TCM - 12-107699 PDFDokument66 SeitenEN - 08 SAF and SAW - TCM - 12-107699 PDFPetter PeñaNoch keine Bewertungen
- A955305 PDFDokument177 SeitenA955305 PDFAnonymous EOy00uV7Z100% (1)
- CDH1 MP5Dokument44 SeitenCDH1 MP5DTNoch keine Bewertungen
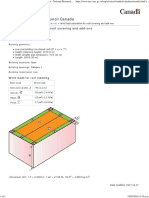
- Wind Load Calculation For Roof Covering and Add-Ons - National Research Council CanadaDokument1 SeiteWind Load Calculation For Roof Covering and Add-Ons - National Research Council CanadametroroadNoch keine Bewertungen
- Edusat Presentation On Pneumatics5Dokument147 SeitenEdusat Presentation On Pneumatics5metroroadNoch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- Astm A786 PDFDokument11 SeitenAstm A786 PDFLuis Esteban Armijos MacasNoch keine Bewertungen
- Modeling Expansion Joints in CAEPIPEDokument17 SeitenModeling Expansion Joints in CAEPIPEGeetanjali YallaNoch keine Bewertungen
- Fluid Power Graphic SymbolsDokument24 SeitenFluid Power Graphic SymbolsJShearer94% (16)
- Wire Rope Engineering HandBookDokument139 SeitenWire Rope Engineering HandBookhari1008108Noch keine Bewertungen
- Welding Line Analsys SampleDokument9 SeitenWelding Line Analsys SamplemetroroadNoch keine Bewertungen
- FSA Gasket Handbook - June 2017Dokument138 SeitenFSA Gasket Handbook - June 2017Dijin MaroliNoch keine Bewertungen
- Screw Thread CalculationsDokument4 SeitenScrew Thread Calculationsyauction50% (2)
- B5 1R1Dokument74 SeitenB5 1R1Mohamed Osman AbdallaNoch keine Bewertungen
- CRA Software Webinar 23-Jan-17 EowSpcsd Wo2-EDokument60 SeitenCRA Software Webinar 23-Jan-17 EowSpcsd Wo2-EmetroroadNoch keine Bewertungen
- SCC Requirements and Guidance For The Accreditation of Testing LaboratoriesDokument22 SeitenSCC Requirements and Guidance For The Accreditation of Testing LaboratoriesmetroroadNoch keine Bewertungen
- Sample Qs Manual PDFDokument59 SeitenSample Qs Manual PDFDairon GutierrezNoch keine Bewertungen
- Sspc-Pa 14Dokument6 SeitenSspc-Pa 14Anonymous rYZyQQot5580% (5)
- SP SP VP V PR) : Velocity Pressure Method Calculation SheetDokument6 SeitenSP SP VP V PR) : Velocity Pressure Method Calculation SheetAnkit LonareNoch keine Bewertungen
- Guidelines For Resolving Claimants' SR&ED ConcernsDokument4 SeitenGuidelines For Resolving Claimants' SR&ED ConcernsmetroroadNoch keine Bewertungen
- Client Report GuidelinesDokument1 SeiteClient Report GuidelinesmetroroadNoch keine Bewertungen
- Project Costing Guide - Client 20050606Dokument7 SeitenProject Costing Guide - Client 20050606metroroadNoch keine Bewertungen
- SR&ED Template 2014Dokument4 SeitenSR&ED Template 2014metroroadNoch keine Bewertungen
- Guide to Form T661 SR&ED Expenditures ClaimDokument40 SeitenGuide to Form T661 SR&ED Expenditures ClaimmetroroadNoch keine Bewertungen
- Guide To Claiming The Alberta Scientific Research and Experimental Development (Sr&Ed) Tax CreditDokument7 SeitenGuide To Claiming The Alberta Scientific Research and Experimental Development (Sr&Ed) Tax CreditmetroroadNoch keine Bewertungen
- Cuplock Scaffold 18mPHx1.6mx2.5m SafetyDokument1 SeiteCuplock Scaffold 18mPHx1.6mx2.5m SafetyDIGITAL SIRNoch keine Bewertungen
- 37 Operational Emergency and Abnormal ProceduresDokument40 Seiten37 Operational Emergency and Abnormal ProceduresLucian Florin ZamfirNoch keine Bewertungen
- Carbapenamses in Antibiotic ResistanceDokument53 SeitenCarbapenamses in Antibiotic Resistancetummalapalli venkateswara raoNoch keine Bewertungen
- Assessment (L4) : Case Analysis: Managerial EconomicsDokument4 SeitenAssessment (L4) : Case Analysis: Managerial EconomicsRocel DomingoNoch keine Bewertungen
- LDokument32 SeitenLDenNoch keine Bewertungen
- VISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSDokument8 SeitenVISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSFrancisco TipanNoch keine Bewertungen
- Earth and Beyond PDFDokument5 SeitenEarth and Beyond PDFNithyananda Prabhu100% (1)
- PCG Master Consultancy Services AgreementDokument12 SeitenPCG Master Consultancy Services Agreementawscobie100% (1)
- 3170308Dokument3 Seiten3170308Dhruv DesaiNoch keine Bewertungen
- ABRAMS M H The Fourth Dimension of A PoemDokument17 SeitenABRAMS M H The Fourth Dimension of A PoemFrancyne FrançaNoch keine Bewertungen
- 1 Univalent Functions The Elementary Theory 2018Dokument12 Seiten1 Univalent Functions The Elementary Theory 2018smpopadeNoch keine Bewertungen
- Arcelor Mittal - Bridges PDFDokument52 SeitenArcelor Mittal - Bridges PDFShamaNoch keine Bewertungen
- Chapter 1Dokument2 SeitenChapter 1Nor-man KusainNoch keine Bewertungen
- Assessment of Benefits and Risk of Genetically ModDokument29 SeitenAssessment of Benefits and Risk of Genetically ModSkittlessmannNoch keine Bewertungen
- Activity2 Mba 302Dokument2 SeitenActivity2 Mba 302Juan PasyalanNoch keine Bewertungen
- PLJ-8LED Manual Translation enDokument13 SeitenPLJ-8LED Manual Translation enandrey100% (2)
- Wargames Illustrated #115Dokument64 SeitenWargames Illustrated #115Анатолий Золотухин100% (1)
- Paygilant - Frictionless Fraud PreventionDokument17 SeitenPaygilant - Frictionless Fraud PreventionGlobalys LtdNoch keine Bewertungen
- Mehdi Semati - Media, Culture and Society in Iran - Living With Globalization and The Islamic State (Iranian Studies)Dokument294 SeitenMehdi Semati - Media, Culture and Society in Iran - Living With Globalization and The Islamic State (Iranian Studies)Alexandra KoehlerNoch keine Bewertungen
- Purp Com Lesson 1.2Dokument2 SeitenPurp Com Lesson 1.2bualjuldeeangelNoch keine Bewertungen
- Biotechnology Eligibility Test (BET) For DBT-JRF Award (2010-11)Dokument20 SeitenBiotechnology Eligibility Test (BET) For DBT-JRF Award (2010-11)Nandakumar HaorongbamNoch keine Bewertungen
- Women Safety AppDokument18 SeitenWomen Safety AppVinod BawaneNoch keine Bewertungen
- 26th April 2021 ES Submission - CloudKitchens - ProfessorSriramDokument16 Seiten26th April 2021 ES Submission - CloudKitchens - ProfessorSriramSamarth LahotiNoch keine Bewertungen
- Rpo 1Dokument496 SeitenRpo 1Sean PrescottNoch keine Bewertungen
- Windows Keyboard Shortcuts OverviewDokument3 SeitenWindows Keyboard Shortcuts OverviewShaik Arif100% (1)
- Where Are The Women in The Water Pipeline? Wading Out of The Shallows - Women and Water Leadership in GeorgiaDokument7 SeitenWhere Are The Women in The Water Pipeline? Wading Out of The Shallows - Women and Water Leadership in GeorgiaADBGADNoch keine Bewertungen
- 50hz Sine PWM Using Tms320f2812 DSPDokument10 Seiten50hz Sine PWM Using Tms320f2812 DSPsivananda11Noch keine Bewertungen
- Benefits of Eating OkraDokument4 SeitenBenefits of Eating Okraama931Noch keine Bewertungen
- IBM Systems Journal PerspectivesDokument24 SeitenIBM Systems Journal PerspectivesSmitha MathewNoch keine Bewertungen