Das könnte Ihnen auch gefallen
- 2 Ceramic Fabrication-NextDokument37 Seiten2 Ceramic Fabrication-NextarumNoch keine Bewertungen
- Slide 3 Ceramic Fabrication NextDokument34 SeitenSlide 3 Ceramic Fabrication NextM Daniyal Yas'adNoch keine Bewertungen
- 3 Ceramic Fabrication NextDokument34 Seiten3 Ceramic Fabrication NextFaisal Azis RamadhanNoch keine Bewertungen
- Ceramic FabricationDokument38 SeitenCeramic FabricationAlexander DavidNoch keine Bewertungen
- Ebt 222 Ceramic Wet Forming MethodDokument43 SeitenEbt 222 Ceramic Wet Forming MethodafiqahNoch keine Bewertungen
- Glass & Ceramics FormingDokument36 SeitenGlass & Ceramics FormingSief MohyNoch keine Bewertungen
- AMP Unit 4Dokument30 SeitenAMP Unit 4Ajai BaskarNoch keine Bewertungen
- Cast 2Dokument77 SeitenCast 2yash guptaNoch keine Bewertungen
- 2b-CASTING PROCESSESDokument42 Seiten2b-CASTING PROCESSESIzzat IkramNoch keine Bewertungen
- Metal CeramicsDokument62 SeitenMetal CeramicsSai Kumar67% (3)
- Unit - I-Manu Tech-IDokument38 SeitenUnit - I-Manu Tech-IMareeswaran Maruthamuthu MNoch keine Bewertungen
- Plastic MouldingDokument22 SeitenPlastic Moulding4064 Harshitha RampellyNoch keine Bewertungen
- GlasscementchargefabriDokument30 SeitenGlasscementchargefabriMani KandanNoch keine Bewertungen
- CastingDokument9 SeitenCastingprakush01975225403Noch keine Bewertungen
- Sample Presentation - Denture Base MaterialsDokument99 SeitenSample Presentation - Denture Base MaterialsDrnisanth100% (1)
- Advannced Manufacturing Process. Module 1Dokument61 SeitenAdvannced Manufacturing Process. Module 1Thomas TharakanNoch keine Bewertungen
- Week 4 - Casting - Part3Dokument32 SeitenWeek 4 - Casting - Part3nergiz2203Noch keine Bewertungen
- Ceramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald KDokument23 SeitenCeramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald Kmcdonald jumaNoch keine Bewertungen
- Metal Casting 1Dokument44 SeitenMetal Casting 1PIYUSH SHARMANoch keine Bewertungen
- Ceramic Materials Unit 5,6Dokument32 SeitenCeramic Materials Unit 5,6Akhil BaaNoch keine Bewertungen
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDokument46 SeitenDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNoch keine Bewertungen
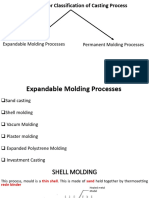
- Expendable Moulding ProcessDokument52 SeitenExpendable Moulding ProcessSmart AkkiNoch keine Bewertungen
- Conformado de Materiales CeramicosDokument48 SeitenConformado de Materiales Ceramicos'Lau WeistNoch keine Bewertungen
- You CanDokument70 SeitenYou Canananda narayananNoch keine Bewertungen
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDokument38 SeitenLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNoch keine Bewertungen
- Casting ProcessesDokument42 SeitenCasting ProcessesVijay PawarNoch keine Bewertungen
- Unit I Foundry AllDokument58 SeitenUnit I Foundry AllvelavansuNoch keine Bewertungen
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Dokument38 SeitenMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNoch keine Bewertungen
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Dokument123 SeitenMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNoch keine Bewertungen
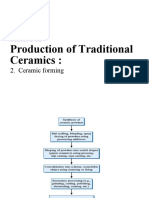
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDokument44 SeitenProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNoch keine Bewertungen
- MP 1 (11Th Lecture)Dokument40 SeitenMP 1 (11Th Lecture)muhammad tariqNoch keine Bewertungen
- Lecture 6-Common Manufaturing Processes IDokument29 SeitenLecture 6-Common Manufaturing Processes IKamal SurenNoch keine Bewertungen
- Slip CastingDokument7 SeitenSlip CastingPradyumna PadukoneNoch keine Bewertungen
- MME 295 Lec 5Dokument20 SeitenMME 295 Lec 5Fahim Faisal RaunaqNoch keine Bewertungen
- Casting Process IIDokument35 SeitenCasting Process IIChirag TaterNoch keine Bewertungen
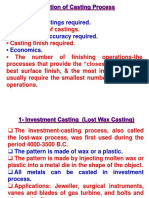
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDokument16 SeitenNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNoch keine Bewertungen
- 9 19 01 2023Dokument21 Seiten9 19 01 2023keshavkoolwalNoch keine Bewertungen
- Ceramics Processing PDFDokument45 SeitenCeramics Processing PDFLayla DexNoch keine Bewertungen
- BCM Unit 5Dokument113 SeitenBCM Unit 5Keerthi k.cNoch keine Bewertungen
- Injection MoldingDokument23 SeitenInjection MoldingAditya DhikaNoch keine Bewertungen
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDokument72 SeitenProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarNoch keine Bewertungen
- Metalcastingprocess 110925103638 Phpapp02 PDFDokument51 SeitenMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNoch keine Bewertungen
- 7 - Special Casting ProcessesDokument21 Seiten7 - Special Casting ProcessesSaniyahNoch keine Bewertungen
- Casting ProcessesDokument40 SeitenCasting ProcessesreynierNoch keine Bewertungen
- Glass IndustryDokument68 SeitenGlass IndustryTaha ZafarNoch keine Bewertungen
- Powder CEP SlidesDokument14 SeitenPowder CEP SlidesAhmad JanNoch keine Bewertungen
- Advaned Ceramic Forming MethodsDokument24 SeitenAdvaned Ceramic Forming Methodsopj662Noch keine Bewertungen
- 4castingprocesses 120526012606 Phpapp01Dokument28 Seiten4castingprocesses 120526012606 Phpapp01Chennai TuitionsNoch keine Bewertungen
- Concrete Works Construction MethodologyDokument36 SeitenConcrete Works Construction MethodologyJose Rowell MacabantiNoch keine Bewertungen
- BricksDokument34 SeitenBricksHarsh Desai100% (1)
- CERAMICSDokument7 SeitenCERAMICSfarhan.anjum20032004Noch keine Bewertungen
- Compression Molding: Nature of Materials and ProcessesDokument14 SeitenCompression Molding: Nature of Materials and ProcessesGovind R NairNoch keine Bewertungen
- Ceramic IndustryDokument10 SeitenCeramic Industryinam.maher.uobengNoch keine Bewertungen
- Compression MouldingDokument14 SeitenCompression MouldingGovind R NairNoch keine Bewertungen
- Compression MouldingDokument14 SeitenCompression MouldingGovind R NairNoch keine Bewertungen
- Ceramic Tile Manufacturing ProcesssDokument20 SeitenCeramic Tile Manufacturing ProcesssMike Cajes AsiadoNoch keine Bewertungen
- Casting LecDokument60 SeitenCasting Lecshahid_ahmed_28Noch keine Bewertungen
- Notes 3Dokument91 SeitenNotes 3akshay kumarNoch keine Bewertungen
- Topic 4.4 - Processing of CeramicsDokument34 SeitenTopic 4.4 - Processing of CeramicsKarthik RNoch keine Bewertungen
- Laboratory Manual of Glass-BlowingVon EverandLaboratory Manual of Glass-BlowingBewertung: 5 von 5 Sternen5/5 (1)
- Strenfth of Material, Mechanical DesignDokument194 SeitenStrenfth of Material, Mechanical Designabhishek anandNoch keine Bewertungen
- O Level Notes On Mass, Weight and DensityDokument8 SeitenO Level Notes On Mass, Weight and DensityRavi MothoorNoch keine Bewertungen
- TEQIP Mapping ReportDokument81 SeitenTEQIP Mapping ReportYASH GUPTANoch keine Bewertungen
- Design of PSC Superstructure PDFDokument168 SeitenDesign of PSC Superstructure PDFBilal A BarbhuiyaNoch keine Bewertungen
- APROS Models For Thermal Hydraulic Analyses of Forsmark's NPPS, Kärnteknik 2008Dokument3 SeitenAPROS Models For Thermal Hydraulic Analyses of Forsmark's NPPS, Kärnteknik 2008Otso CronvallNoch keine Bewertungen
- 31P Tablas de Constantes de AcoplamientoDokument7 Seiten31P Tablas de Constantes de AcoplamientoJavier PerezNoch keine Bewertungen
- Co-Ordination CompoundsDokument11 SeitenCo-Ordination CompoundsShashank AgarwalNoch keine Bewertungen
- SLB - Jet BlasterDokument2 SeitenSLB - Jet BlasterMahmoud MohamedNoch keine Bewertungen
- Geothermal Well CapacityDokument7 SeitenGeothermal Well Capacityhendratondang5294Noch keine Bewertungen
- Zr160kce TFDDokument9 SeitenZr160kce TFDmuthuveerNoch keine Bewertungen
- GR 12 Physical Sciences P1 MemoDokument15 SeitenGR 12 Physical Sciences P1 MemoThemba SathekgeNoch keine Bewertungen
- Circular Plates (Symmetrical Bending) : XY YZDokument5 SeitenCircular Plates (Symmetrical Bending) : XY YZNewtonNoch keine Bewertungen
- DL-T 5358-2006 Technical Code For Anticorrosion of Metal Structures in Hydroelectric and Hydraulic EngineeringDokument43 SeitenDL-T 5358-2006 Technical Code For Anticorrosion of Metal Structures in Hydroelectric and Hydraulic Engineeringsaliyarumesh2292Noch keine Bewertungen
- Air Fillter - Ly Thuyet Loc Cho CleanroomDokument101 SeitenAir Fillter - Ly Thuyet Loc Cho CleanroomMai Phuong Phan TranNoch keine Bewertungen
- Calculation Slab Product YardDokument12 SeitenCalculation Slab Product YardNURUL IZZAHNoch keine Bewertungen
- B - Minimum Required Thickness Permanent Blank ASME 304.5.3Dokument2 SeitenB - Minimum Required Thickness Permanent Blank ASME 304.5.3edisjdavNoch keine Bewertungen
- ATC-DG3 Presentation Slides 2021-11-17sDokument13 SeitenATC-DG3 Presentation Slides 2021-11-17sEng.wissam SafaaNoch keine Bewertungen
- Imp Questions For Unit-1Dokument12 SeitenImp Questions For Unit-1aravelli abhinavNoch keine Bewertungen
- Construction and Working of A Babinet's CompensatorDokument3 SeitenConstruction and Working of A Babinet's CompensatorKhushal shendeNoch keine Bewertungen
- Assignment - IDokument4 SeitenAssignment - IchritNoch keine Bewertungen
- Single Mode Laser DiodeDokument21 SeitenSingle Mode Laser DiodePardeep Kumar 29Noch keine Bewertungen
- BNWQ 3 Ak TZ3 RNG Z4 QGW WaDokument14 SeitenBNWQ 3 Ak TZ3 RNG Z4 QGW Wathealtamash21Noch keine Bewertungen
- Modelling and Analysis of Guide Rail Brackets and Attaching PartsDokument10 SeitenModelling and Analysis of Guide Rail Brackets and Attaching PartsMydesign mkNoch keine Bewertungen
- Calibration of Temperature Measuring DevicesDokument7 SeitenCalibration of Temperature Measuring DevicesGrace N MalikNoch keine Bewertungen
- Enviro Product Catalog VCC 2Dokument1 SeiteEnviro Product Catalog VCC 2caigaNoch keine Bewertungen
- Project On Atomic StructureDokument13 SeitenProject On Atomic Structuread4982% (76)
- Chevron Ultra-Duty Grease, EP NLGI 2Dokument2 SeitenChevron Ultra-Duty Grease, EP NLGI 2João Márcio de MirandaNoch keine Bewertungen
- 300 C SailDokument2 Seiten300 C Sailchandrabhushan kushwahaNoch keine Bewertungen
- Steam Blowing ProcessDokument15 SeitenSteam Blowing Processprincemech2004Noch keine Bewertungen