Das könnte Ihnen auch gefallen
- Method of Increasing Strength of Welded Slat Assembly for Inflatable PackersDokument6 SeitenMethod of Increasing Strength of Welded Slat Assembly for Inflatable Packersmohammadreza91Noch keine Bewertungen
- 11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555Dokument5 Seiten11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555mohammadreza91Noch keine Bewertungen
- United States Patent (19) : Wood (45) Date of Patent: Jan. 8, 1985Dokument5 SeitenUnited States Patent (19) : Wood (45) Date of Patent: Jan. 8, 1985mohammadreza91Noch keine Bewertungen
- Tube Saport PDFDokument4 SeitenTube Saport PDFjr110livecomNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- Unlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973Dokument4 SeitenUnlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973fgrt45Noch keine Bewertungen
- Tài liệu5Dokument12 SeitenTài liệu5Hoàng ĐứcNoch keine Bewertungen
- July 3, J 1923. ' 1,461,013: H. D. HodgeDokument4 SeitenJuly 3, J 1923. ' 1,461,013: H. D. HodgeerwerNoch keine Bewertungen
- Pipe Sealing PATENTDokument23 SeitenPipe Sealing PATENTDaniel InemughaNoch keine Bewertungen
- Us 6131519Dokument4 SeitenUs 6131519dgfhjsdg hfsdhyjNoch keine Bewertungen
- Us7201104 PDFDokument7 SeitenUs7201104 PDFThamuze UlfrssonNoch keine Bewertungen
- Uhlted States Patent (19) (11) Patent Number: 4,579,373: Neal Et Al. (45) Date of Patent: Apr. 1, 1986Dokument5 SeitenUhlted States Patent (19) (11) Patent Number: 4,579,373: Neal Et Al. (45) Date of Patent: Apr. 1, 1986daniel_iosif_glNoch keine Bewertungen
- H!!!!! - EEHHE) : Nonononononon Niinin 'Dokument4 SeitenH!!!!! - EEHHE) : Nonononononon Niinin 'Hadi KoraniNoch keine Bewertungen
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Dokument16 SeitenUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNoch keine Bewertungen
- LLLLLLLLLLL: United States Patent (191Dokument9 SeitenLLLLLLLLLLL: United States Patent (191Mark EdowaiNoch keine Bewertungen
- Us 4394836Dokument4 SeitenUs 4394836ererNoch keine Bewertungen
- Cement BasketDokument4 SeitenCement Basketराजकुमार यादवNoch keine Bewertungen
- United States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980Dokument4 SeitenUnited States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980KundanNoch keine Bewertungen
- Us 5610365Dokument5 SeitenUs 5610365dgfhjsdg hfsdhyjNoch keine Bewertungen
- US4753444Dokument5 SeitenUS4753444Hadi KoraniNoch keine Bewertungen
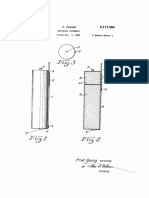
- 'Fr'Edlyqqj/G' Inventor.: Aug. 29, 1939. F - Young 2,171,384Dokument5 Seiten'Fr'Edlyqqj/G' Inventor.: Aug. 29, 1939. F - Young 2,171,384kahj juliNoch keine Bewertungen
- Dec. 22, 1953 R. T. Catlin Etal: AmmunitionDokument4 SeitenDec. 22, 1953 R. T. Catlin Etal: Ammunitionkahj juliNoch keine Bewertungen
- TEPZZ - 4 885B - T: European Patent SpecificationDokument10 SeitenTEPZZ - 4 885B - T: European Patent SpecificationshamsNoch keine Bewertungen
- SEO-Optimized Title for Pasteurizer Conveyor Belt PatentDokument15 SeitenSEO-Optimized Title for Pasteurizer Conveyor Belt PatentIon BumbuNoch keine Bewertungen
- US5513743Dokument6 SeitenUS5513743AdailsonNoch keine Bewertungen
- Unites States m1 3,791,297: Ate-T" 1191'Dokument4 SeitenUnites States m1 3,791,297: Ate-T" 1191'rte678Noch keine Bewertungen
- Us 5988287Dokument14 SeitenUs 5988287mohammadreza91Noch keine Bewertungen
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Dokument7 SeitenUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348Noch keine Bewertungen
- 915 9000 990 112 /// 325 Aaa 3002 295 022 225 464 710 965 150 DWWDokument15 Seiten915 9000 990 112 /// 325 Aaa 3002 295 022 225 464 710 965 150 DWWMetin MehelNoch keine Bewertungen
- 枪炮声抑制器 PDFDokument11 Seiten枪炮声抑制器 PDFJin SongNoch keine Bewertungen
- United States Patent (19) : B JornstadDokument4 SeitenUnited States Patent (19) : B JornstadlfilippiniNoch keine Bewertungen
- Us 5531545Dokument10 SeitenUs 5531545Mark EdowaiNoch keine Bewertungen
- United States Patent (19) : Patent Number: (45) Date of PatentDokument10 SeitenUnited States Patent (19) : Patent Number: (45) Date of PatentMichael JordanNoch keine Bewertungen
- Refinery Based Case Study of A Novel Gasket Designed For Use in Problematic Shell and Tube Heat Exchangers - Change GasketDokument19 SeitenRefinery Based Case Study of A Novel Gasket Designed For Use in Problematic Shell and Tube Heat Exchangers - Change GasketAlbertoNoch keine Bewertungen
- US4483464Dokument6 SeitenUS4483464Joao LemesNoch keine Bewertungen
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Dokument25 SeitenPatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleNoch keine Bewertungen
- United States Patent (191 (11) Patent Number: 5,259,288: Vatsvog (45) Date of Patent: Nov. 9, 1993Dokument13 SeitenUnited States Patent (191 (11) Patent Number: 5,259,288: Vatsvog (45) Date of Patent: Nov. 9, 1993fghdfjerNoch keine Bewertungen
- Sept. 20, 1966 - Alfllle 3,274,069: Filed June 17. 1965 5 Sheets $heet 1Dokument6 SeitenSept. 20, 1966 - Alfllle 3,274,069: Filed June 17. 1965 5 Sheets $heet 1kikkuri13Noch keine Bewertungen
- Chlorine CylinderDokument9 SeitenChlorine Cylinderjoseph_mscNoch keine Bewertungen
- Deç. 7, 1948. F, A, Gaspar ' - 2,455,469: Filed Oct. 1, 1946Dokument3 SeitenDeç. 7, 1948. F, A, Gaspar ' - 2,455,469: Filed Oct. 1, 1946david19775891Noch keine Bewertungen
- European Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)Dokument10 SeitenEuropean Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)shamsNoch keine Bewertungen
- References Cited Robiatiorlial Movergents. Pat Least One ElaitigallybexaatrlidDokument7 SeitenReferences Cited Robiatiorlial Movergents. Pat Least One Elaitigallybexaatrlidmohammadreza91Noch keine Bewertungen
- United States Patent: (45) July 4, 1972Dokument4 SeitenUnited States Patent: (45) July 4, 1972Lidya SimatupangNoch keine Bewertungen
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDokument9 SeitenUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555Noch keine Bewertungen
- Us8359722 PDFDokument8 SeitenUs8359722 PDFaduwa64Noch keine Bewertungen
- Olin BWP Primer Patent - US3062146Dokument5 SeitenOlin BWP Primer Patent - US3062146orpheus1972Noch keine Bewertungen
- United States Patent: Sultan Et Al. (45) Date of Patent: Apr. 29, 2008Dokument7 SeitenUnited States Patent: Sultan Et Al. (45) Date of Patent: Apr. 29, 2008aqil_shamsiNoch keine Bewertungen
- Us 5153374Dokument5 SeitenUs 5153374ererNoch keine Bewertungen
- Cloth Tow Target Sleeve (1992)Dokument26 SeitenCloth Tow Target Sleeve (1992)CAP History LibraryNoch keine Bewertungen
- Ullltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992Dokument7 SeitenUllltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992mohammadreza91Noch keine Bewertungen
- Concrete Mixer Drum ReinforcementDokument10 SeitenConcrete Mixer Drum Reinforcementdaygo21Noch keine Bewertungen
- Tensioning StripsDokument11 SeitenTensioning StripssuksesNoch keine Bewertungen
- Us 3823668Dokument4 SeitenUs 3823668wewewewNoch keine Bewertungen
- U/ /////////I It //////////// ///.////: (12) United States Patent (10) Patent No.: US 6,607,011 B2Dokument4 SeitenU/ /////////I It //////////// ///.////: (12) United States Patent (10) Patent No.: US 6,607,011 B2ererNoch keine Bewertungen
- Umted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997Dokument15 SeitenUmted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997aegosmithNoch keine Bewertungen
- Us 5237927Dokument4 SeitenUs 5237927wewewewNoch keine Bewertungen
- Us2996100 PDFDokument8 SeitenUs2996100 PDFerzrzretgertfertgeNoch keine Bewertungen
- United States Patent (191: Patent Number: Date of Patent: (11) 145) GrimesDokument3 SeitenUnited States Patent (191: Patent Number: Date of Patent: (11) 145) GrimesDanister GladwinNoch keine Bewertungen
- Us 20050077053Dokument16 SeitenUs 20050077053mohammadreza91Noch keine Bewertungen
- Us 5988287Dokument14 SeitenUs 5988287mohammadreza91Noch keine Bewertungen
- Viii/Ii/Ii": United States Patent (191 (11) Patent Number: 4,708,208Dokument9 SeitenViii/Ii/Ii": United States Patent (191 (11) Patent Number: 4,708,208mohammadreza91Noch keine Bewertungen
- Ullltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992Dokument7 SeitenUllltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992mohammadreza91Noch keine Bewertungen
- Us 4406461Dokument5 SeitenUs 4406461mohammadreza91Noch keine Bewertungen
- Packer Sealing Element With Shape Memory MaterialDokument8 SeitenPacker Sealing Element With Shape Memory Materialmohammadreza91Noch keine Bewertungen
- United States Patent: (10) Patent N0.: Hoifman Et Al. (45) Date 0f PatentDokument10 SeitenUnited States Patent: (10) Patent N0.: Hoifman Et Al. (45) Date 0f Patentmohammadreza91Noch keine Bewertungen
- Us 2843208Dokument7 SeitenUs 2843208mohammadreza91Noch keine Bewertungen
- References Cited Robiatiorlial Movergents. Pat Least One ElaitigallybexaatrlidDokument7 SeitenReferences Cited Robiatiorlial Movergents. Pat Least One Elaitigallybexaatrlidmohammadreza91Noch keine Bewertungen
- Us 4406461Dokument5 SeitenUs 4406461mohammadreza91Noch keine Bewertungen
- US5439053 Thickness PDFDokument6 SeitenUS5439053 Thickness PDFmohammadreza91Noch keine Bewertungen
- Us5353871 PDFDokument4 SeitenUs5353871 PDFmohammadreza91Noch keine Bewertungen
- 0 - Rank One Convexification Approach For The Modeling of Magnetic Shape Memory Response PDFDokument2 Seiten0 - Rank One Convexification Approach For The Modeling of Magnetic Shape Memory Response PDFmohammadreza91Noch keine Bewertungen
- Ullltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992Dokument7 SeitenUllltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992mohammadreza91Noch keine Bewertungen
- 1286 - Giant Magnetic-field-Induced Strain in NiMnGa Seven-Layered Martensitic PhaseDokument3 Seiten1286 - Giant Magnetic-field-Induced Strain in NiMnGa Seven-Layered Martensitic Phasemohammadreza91Noch keine Bewertungen
- Unlted States Patent (10) Patent No.: US 7,621,322 B2Dokument9 SeitenUnlted States Patent (10) Patent No.: US 7,621,322 B2mohammadreza91Noch keine Bewertungen
- 79 - Magnetic - Eld-Induced Superelasticity of Ferromagnetic Thermoelastic Martensites Experiment and Modeling PDFDokument8 Seiten79 - Magnetic - Eld-Induced Superelasticity of Ferromagnetic Thermoelastic Martensites Experiment and Modeling PDFmohammadreza91Noch keine Bewertungen
- 268-Giant Field-Induced Reversible Strain in Magnetic Shape Memory NiMnGa Alloy PDFDokument3 Seiten268-Giant Field-Induced Reversible Strain in Magnetic Shape Memory NiMnGa Alloy PDFmohammadreza91Noch keine Bewertungen
- 86 - Voltage Generation Induced by Mechanical Straining in Magnetic Shape Memory Materials PDFDokument5 Seiten86 - Voltage Generation Induced by Mechanical Straining in Magnetic Shape Memory Materials PDFmohammadreza91Noch keine Bewertungen
- 55 - Stress-And Magnetic-Field-Induced Variant Rearrangement in Ni-Mn-Ga Single Crystals With Seven-Layered Martensitic Structure PDFDokument4 Seiten55 - Stress-And Magnetic-Field-Induced Variant Rearrangement in Ni-Mn-Ga Single Crystals With Seven-Layered Martensitic Structure PDFmohammadreza91Noch keine Bewertungen
- 75 - Modelling Detwinning of Martensite Platelets Under Magnetic and (Or) Stress Actions On Ni-Mn-Ga Alloys PDFDokument3 Seiten75 - Modelling Detwinning of Martensite Platelets Under Magnetic and (Or) Stress Actions On Ni-Mn-Ga Alloys PDFmohammadreza91Noch keine Bewertungen
- 142 - Quantitative Model of Large Magnetostrain Effect in Ferromagnetic Shape Memory Alloys PDFDokument10 Seiten142 - Quantitative Model of Large Magnetostrain Effect in Ferromagnetic Shape Memory Alloys PDFmohammadreza91Noch keine Bewertungen
- 1577 - Energy Harvesting Vibration Sources For Microsystems ApplicationsDokument21 Seiten1577 - Energy Harvesting Vibration Sources For Microsystems Applicationsmohammadreza91Noch keine Bewertungen
- 18 - A Three Dimensional Phenomenological Model For Magnetic Shape Memory AlloysDokument7 Seiten18 - A Three Dimensional Phenomenological Model For Magnetic Shape Memory Alloysmohammadreza91Noch keine Bewertungen
- 967 - 6% Magnetic-Field-Induced Strain by Twin-Boundary Motion in Ferromagnetic Ni-Mn-GaDokument4 Seiten967 - 6% Magnetic-Field-Induced Strain by Twin-Boundary Motion in Ferromagnetic Ni-Mn-Gamohammadreza91Noch keine Bewertungen
- 1286 - Giant Magnetic-field-Induced Strain in NiMnGa Seven-Layered Martensitic PhaseDokument3 Seiten1286 - Giant Magnetic-field-Induced Strain in NiMnGa Seven-Layered Martensitic Phasemohammadreza91Noch keine Bewertungen
- MTP Profile PDFDokument2 SeitenMTP Profile PDFYano BekawantoNoch keine Bewertungen
- Brosure PipaDokument2 SeitenBrosure PipaMust DymNoch keine Bewertungen
- Machine Guarding StandardDokument68 SeitenMachine Guarding StandardDave CNoch keine Bewertungen
- Work Instruction (Used Drill Pipe Coating) - NOVDokument17 SeitenWork Instruction (Used Drill Pipe Coating) - NOVYadi Kusmayadi100% (1)
- Underwater WeldingDokument14 SeitenUnderwater Weldingsayuuishot50% (2)
- Experimental comparison of residual stress relief in welds by heating and vibrationDokument10 SeitenExperimental comparison of residual stress relief in welds by heating and vibrationkuladeepkatragaddaNoch keine Bewertungen
- Photograph Booklet OF European Scale of Rusting FOR Anti-Corrosive PaintsDokument12 SeitenPhotograph Booklet OF European Scale of Rusting FOR Anti-Corrosive PaintsElmey Bin JulkeplyNoch keine Bewertungen
- MERILODokument1 SeiteMERILOpedjaNoch keine Bewertungen
- Grinding Machine Operation: Arranged byDokument12 SeitenGrinding Machine Operation: Arranged byMhmmd Adam100% (1)
- A FEDS Structural BoltsDokument6 SeitenA FEDS Structural BoltsCrimsonPoshNoch keine Bewertungen
- Inspection Report ALU - Jul-2021 PASS, FAILDokument196 SeitenInspection Report ALU - Jul-2021 PASS, FAILHiếu PhanNoch keine Bewertungen
- PENGARUH LAJU ALDokument10 SeitenPENGARUH LAJU ALBELAJAR BERSAMA. NETNoch keine Bewertungen
- BW Cleaner+401 en 2022 GL 151 PreviewDokument2 SeitenBW Cleaner+401 en 2022 GL 151 PreviewDeivid MiquelinoNoch keine Bewertungen
- Quotation MachineDokument28 SeitenQuotation Machineroni bambangNoch keine Bewertungen
- Tank Erection ProcedureDokument15 SeitenTank Erection Procedurejohney294% (16)
- Review On Thin Film Coatings For Precision Glass MoldingDokument19 SeitenReview On Thin Film Coatings For Precision Glass MoldingheheNoch keine Bewertungen
- Window RegulatorDokument1 SeiteWindow RegulatorabheypriyaNoch keine Bewertungen
- Fix curled ceramic tilesDokument5 SeitenFix curled ceramic tilesNur Fatin EmiliaNoch keine Bewertungen
- The Importance of Welding Electrode FluxDokument105 SeitenThe Importance of Welding Electrode FluxAnnamalai Ram JGCNoch keine Bewertungen
- MCP101Dokument9 SeitenMCP101Sushant Cr7Noch keine Bewertungen
- Tolerances and Resultant Fits - SKF PDFDokument4 SeitenTolerances and Resultant Fits - SKF PDFSamNoch keine Bewertungen
- Rate laws for hydrolysis of ethyl acetate and reactions of nitric oxideDokument2 SeitenRate laws for hydrolysis of ethyl acetate and reactions of nitric oxideJosé Kaisor Angara100% (1)
- On SolidificationDokument11 SeitenOn Solidificationamalendu_biswas_1Noch keine Bewertungen
- Common Injection Moulding Defects, Causes, andDokument5 SeitenCommon Injection Moulding Defects, Causes, andsharuziNoch keine Bewertungen
- Carboguard 890 PDSDokument2 SeitenCarboguard 890 PDSsalamrefighNoch keine Bewertungen
- The Advance Metalworking LatheDokument6 SeitenThe Advance Metalworking LathePronina100% (1)
- Insight:: Ductile Iron, Green Sand CastingDokument4 SeitenInsight:: Ductile Iron, Green Sand CastingM PankajNoch keine Bewertungen
- Encyclopedia of Iron, Steel, and Their Alloys - Investment CastingDokument20 SeitenEncyclopedia of Iron, Steel, and Their Alloys - Investment CastingPranoy BaruaNoch keine Bewertungen
- Durable Mould Release AgentDokument2 SeitenDurable Mould Release AgentPhuong The NguyenNoch keine Bewertungen
- Stress Corrosion Cracking (SCC)Dokument2 SeitenStress Corrosion Cracking (SCC)Andi SuntoroNoch keine Bewertungen