Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Tyron Butson (Order #37627400)Dokument74 SeitenTyron Butson (Order #37627400)tyron100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Guide To Safe Handling of Compressed Gases Publ 03Dokument16 SeitenGuide To Safe Handling of Compressed Gases Publ 03shivananda_patraNoch keine Bewertungen
- EDI810Dokument11 SeitenEDI810ramcheran2020Noch keine Bewertungen
- Pressure Vessel Design (Basic)Dokument10 SeitenPressure Vessel Design (Basic)Jason Gibbs100% (1)
- Fuel Oil FilterDokument4 SeitenFuel Oil FilterTrișcă Cristian AndreiNoch keine Bewertungen
- Quezon City Department of The Building OfficialDokument2 SeitenQuezon City Department of The Building OfficialBrightNotes86% (7)
- UW Computational-Finance & Risk Management Brochure Final 080613Dokument2 SeitenUW Computational-Finance & Risk Management Brochure Final 080613Rajel MokNoch keine Bewertungen
- NFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsDokument5 SeitenNFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsprokjongNoch keine Bewertungen
- Overhead Door Closers and Hardware GuideDokument2 SeitenOverhead Door Closers and Hardware GuideAndrea Joyce AngelesNoch keine Bewertungen
- ITSCM Mindmap v4Dokument1 SeiteITSCM Mindmap v4Paul James BirchallNoch keine Bewertungen
- Guidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Dokument18 SeitenGuidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Cedric Dequito100% (1)
- 2008 Mech PDFDokument82 Seiten2008 Mech PDFmotuandgoluNoch keine Bewertungen
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Dokument13 SeitenTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNoch keine Bewertungen
- CamDokument6 SeitenCamshivananda_patraNoch keine Bewertungen
- Pressure Vessel LectureDokument10 SeitenPressure Vessel LectureDubaiHMARNoch keine Bewertungen
- Maharashtra National Law University Mumbai: VisionDokument8 SeitenMaharashtra National Law University Mumbai: Visionshivananda_patraNoch keine Bewertungen
- General Information About The University About The UniversityDokument10 SeitenGeneral Information About The University About The Universityshivananda_patraNoch keine Bewertungen
- Gpo Plumbook 2012 8 24Dokument7 SeitenGpo Plumbook 2012 8 24shivananda_patraNoch keine Bewertungen
- Gpo Plumbook 2012 8 24Dokument7 SeitenGpo Plumbook 2012 8 24shivananda_patraNoch keine Bewertungen
- Indian Weddings Cultural Canopies - SAMPLE CASE PACK PDFDokument26 SeitenIndian Weddings Cultural Canopies - SAMPLE CASE PACK PDFKarandeep Singh Bedi100% (1)
- Thin-Walled Pressure Vessels PDFDokument18 SeitenThin-Walled Pressure Vessels PDFtunglq0411Noch keine Bewertungen
- AntimatterDokument10 SeitenAntimattershivananda_patraNoch keine Bewertungen
- Pressure Vessels Guide: Fired vs Unfired, Design, Safety AppliancesDokument33 SeitenPressure Vessels Guide: Fired vs Unfired, Design, Safety AppliancesMarcelo Chaves RestrepoNoch keine Bewertungen
- Flash DesignDokument14 SeitenFlash Designdavoin_88Noch keine Bewertungen
- Pressure VesselsDokument5 SeitenPressure Vesselsshivananda_patraNoch keine Bewertungen
- XDokument11 SeitenXshivananda_patraNoch keine Bewertungen
- Eliminator Eoe M 00005 enDokument4 SeitenEliminator Eoe M 00005 enShivananda PatraNoch keine Bewertungen
- An Efficient Antimatter Rocket Using Pion ChannelingDokument5 SeitenAn Efficient Antimatter Rocket Using Pion Channelingshivananda_patraNoch keine Bewertungen
- Practical capacitor guide for EE133 circuitsDokument6 SeitenPractical capacitor guide for EE133 circuitsMicro EmissionNoch keine Bewertungen
- Thin-Walled Pressure Vessels PDFDokument18 SeitenThin-Walled Pressure Vessels PDFtunglq0411Noch keine Bewertungen
- Electrostatic LevitationDokument3 SeitenElectrostatic Levitationshivananda_patraNoch keine Bewertungen
- 2008 AutoDokument59 Seiten2008 Autoshivananda_patraNoch keine Bewertungen
- 2008 EleDokument80 Seiten2008 EleAbhilash PatelNoch keine Bewertungen
- 2008 MarineDokument48 Seiten2008 Marineshivananda_patraNoch keine Bewertungen
- Case Analysis - Compania de Telefonos de ChileDokument4 SeitenCase Analysis - Compania de Telefonos de ChileSubrata BasakNoch keine Bewertungen
- Nature and Effects of ObligationsDokument5 SeitenNature and Effects of ObligationsIan RanilopaNoch keine Bewertungen
- Deed of Sale - Motor VehicleDokument4 SeitenDeed of Sale - Motor Vehiclekyle domingoNoch keine Bewertungen
- Econometrics Chapter 1 7 2d AgEc 1Dokument89 SeitenEconometrics Chapter 1 7 2d AgEc 1Neway AlemNoch keine Bewertungen
- Proposal Semister ProjectDokument7 SeitenProposal Semister ProjectMuket AgmasNoch keine Bewertungen
- Salary Slip Oct PacificDokument1 SeiteSalary Slip Oct PacificBHARAT SHARMANoch keine Bewertungen
- Corruption in PakistanDokument15 SeitenCorruption in PakistanklutzymeNoch keine Bewertungen
- ASCE - Art Competition RulesDokument3 SeitenASCE - Art Competition Rulesswarup babalsureNoch keine Bewertungen
- Tutorial 5 HExDokument16 SeitenTutorial 5 HExishita.brahmbhattNoch keine Bewertungen
- Legal Techniques (2nd Set)Dokument152 SeitenLegal Techniques (2nd Set)Karl Marxcuz ReyesNoch keine Bewertungen
- For Mail Purpose Performa For Reg of SupplierDokument4 SeitenFor Mail Purpose Performa For Reg of SupplierAkshya ShreeNoch keine Bewertungen
- Lista Precio Septiembre 0609Dokument75 SeitenLista Precio Septiembre 0609gNoch keine Bewertungen
- Applicants at Huye Campus SiteDokument4 SeitenApplicants at Huye Campus SiteHIRWA Cyuzuzo CedricNoch keine Bewertungen
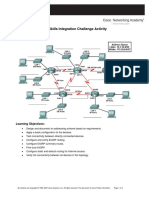
- E2 PTAct 9 7 1 DirectionsDokument4 SeitenE2 PTAct 9 7 1 DirectionsEmzy SorianoNoch keine Bewertungen
- CORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Dokument2 SeitenCORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Sanjeev MansotraNoch keine Bewertungen
- ABS Rules for Steel Vessels Under 90mDokument91 SeitenABS Rules for Steel Vessels Under 90mGean Antonny Gamarra DamianNoch keine Bewertungen
- Operation Roman Empire Indictment Part 1Dokument50 SeitenOperation Roman Empire Indictment Part 1Southern California Public RadioNoch keine Bewertungen
- Victor's Letter Identity V Wiki FandomDokument1 SeiteVictor's Letter Identity V Wiki FandomvickyNoch keine Bewertungen
- Organisation Study Report On Star PVC PipesDokument16 SeitenOrganisation Study Report On Star PVC PipesViswa Keerthi100% (1)
- AnkitDokument24 SeitenAnkitAnkit MalhotraNoch keine Bewertungen
- EFM2e, CH 03, SlidesDokument36 SeitenEFM2e, CH 03, SlidesEricLiangtoNoch keine Bewertungen
- Analytical DataDokument176 SeitenAnalytical DataAsep KusnaliNoch keine Bewertungen