Das könnte Ihnen auch gefallen
- Mould CoolingDokument48 SeitenMould CoolingVinayak Aryan100% (1)
- Topics Covered: Processing of PlasticsDokument30 SeitenTopics Covered: Processing of PlasticsParthiban DhakshnamurthyNoch keine Bewertungen
- Design For InjectionDokument38 SeitenDesign For Injectionnurwinantoindra100% (1)
- Injection MouldingDokument7 SeitenInjection MouldingAzizol WahabNoch keine Bewertungen
- EJECTIONDokument11 SeitenEJECTIONRatnesh Patel100% (1)
- Two Plate Three PlateDokument15 SeitenTwo Plate Three PlateHarshvardhan KharatNoch keine Bewertungen
- Injection Moulding SlidesDokument29 SeitenInjection Moulding Slideszulkefli-abdullah-8044Noch keine Bewertungen
- Forming of PlasticDokument25 SeitenForming of PlasticAzhar AliNoch keine Bewertungen
- Moulding Technology: by Balraj TanwarDokument37 SeitenMoulding Technology: by Balraj TanwarVinod KumarNoch keine Bewertungen
- Blow MoldingDokument22 SeitenBlow MoldingMohamad Saufi Hashim100% (1)
- Injection Mould PDFDokument256 SeitenInjection Mould PDFEdo KarmawiNoch keine Bewertungen
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDokument8 Seiten7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNoch keine Bewertungen
- Advanced Injection MouldingDokument29 SeitenAdvanced Injection MouldingShubham ChaudharyNoch keine Bewertungen
- Injection MouldingDokument12 SeitenInjection MouldingBalasubramaniam MuruganNoch keine Bewertungen
- New Injection Molding Machine SY200 I PDFDokument5 SeitenNew Injection Molding Machine SY200 I PDFkamelNoch keine Bewertungen
- Injection Blow MouldingDokument22 SeitenInjection Blow MouldingPRANJAL KUMARNoch keine Bewertungen
- Plastic Injection Molding TERMS and GLOSSARYDokument9 SeitenPlastic Injection Molding TERMS and GLOSSARYDanny Martinez100% (1)
- ME 2201 Unit 5 PlasticsDokument42 SeitenME 2201 Unit 5 Plasticsgurunathram100% (1)
- Injection Moulding Details&Notes 1Dokument24 SeitenInjection Moulding Details&Notes 1Anonymous kkXmM40En2Noch keine Bewertungen
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDokument3 SeitenGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Mould Theory PDFDokument35 SeitenMould Theory PDFArunava Bala75% (4)
- Compression & Transfer Mould DesignDokument135 SeitenCompression & Transfer Mould DesignShubham ChaudharyNoch keine Bewertungen
- Injection Molding Machine SnopsisDokument6 SeitenInjection Molding Machine Snopsisrajinder kutaalNoch keine Bewertungen
- Introduction Injection MoldingDokument39 SeitenIntroduction Injection Moldingmaran.suguNoch keine Bewertungen
- Injection Molded Part Problems & Solutions With: SkillbuilderDokument2 SeitenInjection Molded Part Problems & Solutions With: SkillbuilderradzNoch keine Bewertungen
- Problems On Design of Compression Mould PDFDokument10 SeitenProblems On Design of Compression Mould PDFkyatam12345Noch keine Bewertungen
- Water Assisted Injection MouldingDokument12 SeitenWater Assisted Injection MouldingSidharth Shankar singhNoch keine Bewertungen
- Blowmolding OverviewDokument41 SeitenBlowmolding Overviewkannan100% (4)
- Protomold Cube KeyDokument2 SeitenProtomold Cube KeyMarius MarchisNoch keine Bewertungen
- Optimization of Plastics Injection Molding ProcessDokument11 SeitenOptimization of Plastics Injection Molding Processfaishal hafizhNoch keine Bewertungen
- Injection Blow MoldingDokument2 SeitenInjection Blow MoldingDeaNoch keine Bewertungen
- Machine Maintenance Manual 250R1 350R2 350R4Dokument3 SeitenMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- Plastic Design ConsiderationsDokument16 SeitenPlastic Design ConsiderationsAlok MallickNoch keine Bewertungen
- Multi-Component Injection Molding PDFDokument40 SeitenMulti-Component Injection Molding PDFkfaravNoch keine Bewertungen
- Injection Mould With Hot RunnerDokument17 SeitenInjection Mould With Hot RunnerKiran KumarNoch keine Bewertungen
- Generalitati Mold DesignDokument9 SeitenGeneralitati Mold DesignStefan VladNoch keine Bewertungen
- Injection Molding Defect OzDokument12 SeitenInjection Molding Defect Oztopkaya100% (1)
- Cold Runner eDokument7 SeitenCold Runner eKodhansNoch keine Bewertungen
- Defects in Injection MouldingDokument14 SeitenDefects in Injection Mouldinghajarpaiman100% (1)
- Chapter 2 Injection MoldsDokument83 SeitenChapter 2 Injection MoldsRadia ElkhaniNoch keine Bewertungen
- Plastic Processing TechniqueDokument8 SeitenPlastic Processing TechniqueFirstEastern PerspectiveNoch keine Bewertungen
- DJF5053-Jigs & Fixtures and Tooling DesignDokument21 SeitenDJF5053-Jigs & Fixtures and Tooling DesignMd Aziq Md RaziNoch keine Bewertungen
- Injection Molding Troubleshooting Flash BurnmarksDokument60 SeitenInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Techdesign Study: Plastic Mould Technology Duration: 30 DaysDokument14 SeitenTechdesign Study: Plastic Mould Technology Duration: 30 DaysAnkit NaphadeNoch keine Bewertungen
- Ejection System: Advantage DisadvantageDokument5 SeitenEjection System: Advantage DisadvantageRaj ThakurNoch keine Bewertungen
- Plastic InjectionDokument39 SeitenPlastic InjectionRishav KumarNoch keine Bewertungen
- Runners and GatesDokument35 SeitenRunners and Gatesbjdavies2010100% (2)
- Transfer MoldingDokument2 SeitenTransfer MoldingAnuj ReddyNoch keine Bewertungen
- Small Base Moldflow Analysis ReportDokument24 SeitenSmall Base Moldflow Analysis ReportSreedhar PugalendhiNoch keine Bewertungen
- How To Solve Blow Molding ProblemsDokument12 SeitenHow To Solve Blow Molding ProblemsOmar EstradaNoch keine Bewertungen
- Hot Runner TechnologyDokument3 SeitenHot Runner Technologysuveesh nvNoch keine Bewertungen
- Cavity Mold Cooling Construction DesignDokument141 SeitenCavity Mold Cooling Construction DesignJayson Serato50% (2)
- Blow Molding Machine ProcessDokument4 SeitenBlow Molding Machine Processuocmogiandi_a100% (1)
- Cooling System Design - 23.09.2022Dokument9 SeitenCooling System Design - 23.09.2022akhil05052002Noch keine Bewertungen
- Mold Temperature ControlDokument6 SeitenMold Temperature ControlmalarmanicNoch keine Bewertungen
- Thermoforming EquipmentDokument9 SeitenThermoforming EquipmentA MahmoodNoch keine Bewertungen
- GIW Technical Series: Cold Weather Operation and StorageDokument2 SeitenGIW Technical Series: Cold Weather Operation and StorageTravis SkinnerNoch keine Bewertungen
- The DoubleDokument2 SeitenThe DoubleharisNoch keine Bewertungen
- 1 - Intro and ComponentsDokument53 Seiten1 - Intro and ComponentsGirish kundagol100% (1)
- HandoutsDokument5 SeitenHandoutsJomar MontallanaNoch keine Bewertungen
- Astm A420Dokument6 SeitenAstm A420Ferdie WakeUp FromAdversityNoch keine Bewertungen
- Flowline Products and Services: World Proven Chiksan and Weco EquipmentDokument15 SeitenFlowline Products and Services: World Proven Chiksan and Weco Equipmentcanales117Noch keine Bewertungen
- Doneldson Air Breather FilterDokument14 SeitenDoneldson Air Breather FilterParinpa KetarNoch keine Bewertungen
- D2444-99 (2010) Standard Test Method For DeterminatDokument9 SeitenD2444-99 (2010) Standard Test Method For Determinatjavier perezNoch keine Bewertungen
- Installation and Maintenance Manual Serie CDokument72 SeitenInstallation and Maintenance Manual Serie CVasilNoch keine Bewertungen
- Fabric Brochure Letter Rev2 Web PDFDokument28 SeitenFabric Brochure Letter Rev2 Web PDFMoamenNoch keine Bewertungen
- EN 73 (V3) Manual Code 01 94 00 115Dokument133 SeitenEN 73 (V3) Manual Code 01 94 00 115Taufan Justvands0% (1)
- Stainless SteelDokument51 SeitenStainless Steelcristian111111Noch keine Bewertungen
- Cpe Saunders HC4 - Overview Bu en A4 2019 - 08 - 29Dokument16 SeitenCpe Saunders HC4 - Overview Bu en A4 2019 - 08 - 29DeRjOx1709Noch keine Bewertungen
- KOC-VEC-PQ-Manufacturers:-Revised: X.XX (Product Group.) BulletDokument7 SeitenKOC-VEC-PQ-Manufacturers:-Revised: X.XX (Product Group.) Bulletvibin globalNoch keine Bewertungen
- 8314 08Dokument3 Seiten8314 08Pendurti SuryanarayanaNoch keine Bewertungen
- BP Thermal Insulation - Rp52-1Dokument79 SeitenBP Thermal Insulation - Rp52-1Carlos Sopas100% (1)
- AFN150Dokument19 SeitenAFN150Paulo PugginaNoch keine Bewertungen
- Datos Tecnicos Top Drive JH 250 TonDokument11 SeitenDatos Tecnicos Top Drive JH 250 Tonjdjd69486gmail.comNoch keine Bewertungen
- KSR Kubler LSDokument36 SeitenKSR Kubler LSjugal rana100% (1)
- BS 1722-14 2001 PDFDokument32 SeitenBS 1722-14 2001 PDFAnoyNoch keine Bewertungen
- F3 00 EngDokument15 SeitenF3 00 Engobiwan2009Noch keine Bewertungen
- Elimko Portable Type ThermocouplesDokument4 SeitenElimko Portable Type ThermocouplesNourhene TurkiNoch keine Bewertungen
- Zamil DY - Series PDFDokument23 SeitenZamil DY - Series PDFgagokapalaNoch keine Bewertungen
- Jaroslav Vanek, Mark "Moth" Green Steven Vanek: Types of RefrigerationDokument4 SeitenJaroslav Vanek, Mark "Moth" Green Steven Vanek: Types of RefrigerationZerotheoryNoch keine Bewertungen
- Spare Part ManualDokument565 SeitenSpare Part ManualPedro GarciaNoch keine Bewertungen
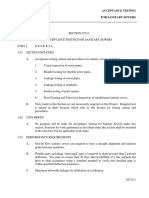
- Sewer Test ProcedureDokument22 SeitenSewer Test ProcedureislamakthamNoch keine Bewertungen
- Design Rules For Cold Formed Hollow SectionsDokument151 SeitenDesign Rules For Cold Formed Hollow Sectionsg1n2Noch keine Bewertungen
- Work Procedure For Plumbing and Sanitary Wor1Dokument5 SeitenWork Procedure For Plumbing and Sanitary Wor1krmchariNoch keine Bewertungen
- Drill Pipe Configuration: 80 % Inspection ClassDokument3 SeitenDrill Pipe Configuration: 80 % Inspection Classalekz89Noch keine Bewertungen
- Eflex Cable Conduit Work ProcedureDokument8 SeitenEflex Cable Conduit Work ProcedureRaden ArmanadiNoch keine Bewertungen
- PipeLife Soluforce CatalogueDokument32 SeitenPipeLife Soluforce CatalogueA_Valsamis100% (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsVon EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNoch keine Bewertungen
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsVon EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsBewertung: 4 von 5 Sternen4/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Troubleshooting Switching Power Converters: A Hands-on GuideVon EverandTroubleshooting Switching Power Converters: A Hands-on GuideBewertung: 5 von 5 Sternen5/5 (2)
- Dynamic Aquaria: Building Living EcosystemsVon EverandDynamic Aquaria: Building Living EcosystemsBewertung: 4 von 5 Sternen4/5 (4)