Das könnte Ihnen auch gefallen
- Ultrasonic Testing HandbookDokument29 SeitenUltrasonic Testing HandbookRafael HernandezNoch keine Bewertungen
- Ultrasonic Testing HandbookDokument29 SeitenUltrasonic Testing HandbookP A KumarNoch keine Bewertungen
- Welding Defects & TestsDokument27 SeitenWelding Defects & TestsAbhishek SinhaNoch keine Bewertungen
- Defects in WeldsDokument6 SeitenDefects in WeldsSaran KumarNoch keine Bewertungen
- Weld Defects TWIDokument96 SeitenWeld Defects TWISabir Shabbir100% (7)
- Extra QuestionDokument5 SeitenExtra QuestionIslam MohammedNoch keine Bewertungen
- Welding Defects Method of Controlling Welding DefectsDokument21 SeitenWelding Defects Method of Controlling Welding DefectsPrashant Handa100% (1)
- WeldingDokument41 SeitenWeldinggigiphiNoch keine Bewertungen
- Welding DefectsDokument4 SeitenWelding Defectsrohini nilajkar0% (1)
- Welding DefectsDokument38 SeitenWelding Defectssajeev27100% (4)
- Defects WeldingDokument206 SeitenDefects WeldingJayesh100% (1)
- Welding Defects:: Welding Defects Types, Diagram, Causes and Remedies, PDF. HereDokument6 SeitenWelding Defects:: Welding Defects Types, Diagram, Causes and Remedies, PDF. HereWilberZangaNoch keine Bewertungen
- Pitting CorrosionDokument40 SeitenPitting CorrosionRamin ShojaNoch keine Bewertungen
- 3 Welding Imperfections and Materials InspectionDokument31 Seiten3 Welding Imperfections and Materials InspectionSampath KumarNoch keine Bewertungen
- Welding Defects and AcceptanceDokument76 SeitenWelding Defects and Acceptancearavindan100% (1)
- Weld Imperfections 01Dokument34 SeitenWeld Imperfections 01Ahmad NazmiNoch keine Bewertungen
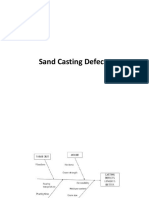
- 6 - Sand Casting DefectsDokument38 Seiten6 - Sand Casting DefectsSaniyahNoch keine Bewertungen
- Question 1Dokument27 SeitenQuestion 1Rammer PakpahanNoch keine Bewertungen
- Weldability of MaterialsDokument5 SeitenWeldability of MaterialsclnNoch keine Bewertungen
- Welding Imperfection and Material InspectionDokument62 SeitenWelding Imperfection and Material Inspectionintfarha10Noch keine Bewertungen
- Welding Defects: Their Causes and PreventionDokument18 SeitenWelding Defects: Their Causes and PreventionsanjaykumarmauryaNoch keine Bewertungen
- Weld Defects TrainingDokument77 SeitenWeld Defects TrainingQC apollohx100% (1)
- Welding and Casting ProcessDokument84 SeitenWelding and Casting ProcessSharif OsmanNoch keine Bewertungen
- Welding EngineeringDokument338 SeitenWelding EngineeringMuhammed Sulfeek100% (3)
- Weld-Defects A - TWI PDFDokument97 SeitenWeld-Defects A - TWI PDFMKPashaPasha100% (2)
- Weldability of SteelsDokument20 SeitenWeldability of SteelsMuhammed SulfeekNoch keine Bewertungen
- Weld DefectsDokument47 SeitenWeld DefectsPratikNoch keine Bewertungen
- KEMPPI Welding Technology Course: R.BanerjeeDokument78 SeitenKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNoch keine Bewertungen
- SMAWDokument5 SeitenSMAWمصر للخدمات الميكانيكيةNoch keine Bewertungen
- Welding Interview Questions and Answers PDFDokument11 SeitenWelding Interview Questions and Answers PDFMOHANNoch keine Bewertungen
- Single-Pass Laser Beam Welding of Clad Steel PlateDokument7 SeitenSingle-Pass Laser Beam Welding of Clad Steel PlatetazzorroNoch keine Bewertungen
- Types of Welding Defects PDFDokument12 SeitenTypes of Welding Defects PDFDhiab Mohamed AliNoch keine Bewertungen
- AdWelding PresentationDokument107 SeitenAdWelding PresentationAdhanom G.Noch keine Bewertungen
- D and H NewDokument37 SeitenD and H NewBharat AhirNoch keine Bewertungen
- Welding Technology: By: Engr. Elmer B. Dollera, MSMEDokument31 SeitenWelding Technology: By: Engr. Elmer B. Dollera, MSMEReuven SioseNoch keine Bewertungen
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDokument7 SeitenCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Welding DefectDokument33 SeitenWelding DefectabdoNoch keine Bewertungen
- Metallography of Welds - ASM International PDFDokument5 SeitenMetallography of Welds - ASM International PDFJoseph Alexander BorgNoch keine Bewertungen
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDokument44 SeitenGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNoch keine Bewertungen
- Figure 1: Groove Weld TerminologyDokument28 SeitenFigure 1: Groove Weld TerminologyAmyNoch keine Bewertungen
- Painting Inspection NotesDokument86 SeitenPainting Inspection Notessandip singhNoch keine Bewertungen
- DefectsDokument29 SeitenDefectsHarsha Vardhan MeduriNoch keine Bewertungen
- Workshop VivaDokument14 SeitenWorkshop VivaharoldjoysonNoch keine Bewertungen
- Steels: Material TypesDokument5 SeitenSteels: Material Typesnike_y2k100% (1)
- CSWIP NotesDokument6 SeitenCSWIP Notestulasirao.nammiNoch keine Bewertungen
- Welding 8 - Brazing SolderingDokument19 SeitenWelding 8 - Brazing SolderingasitacharyaNoch keine Bewertungen
- Welding DefectsDokument122 SeitenWelding DefectsqaNoch keine Bewertungen
- Welding FLAWSDokument86 SeitenWelding FLAWSrohitbhat2345100% (1)
- InspectionDokument17 SeitenInspectionRishu GuptaNoch keine Bewertungen
- Corrosion of WeldmentsDokument174 SeitenCorrosion of Weldments이선엽Noch keine Bewertungen
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesVon EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Introduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionVon EverandIntroduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionNoch keine Bewertungen
- Applied Welding Engineering: Processes, Codes, and StandardsVon EverandApplied Welding Engineering: Processes, Codes, and StandardsNoch keine Bewertungen
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsVon EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalVon EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNoch keine Bewertungen
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesVon EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNoch keine Bewertungen
- BS 534 PDFDokument26 SeitenBS 534 PDFRob Willestone50% (2)
- Magnetic Flux Indicators Product Data Sheet EnglishDokument1 SeiteMagnetic Flux Indicators Product Data Sheet EnglishRob WillestoneNoch keine Bewertungen
- React (Web Framework) - WikipediaDokument15 SeitenReact (Web Framework) - WikipediaRob WillestoneNoch keine Bewertungen
- Pie Field Indicator Product Data Sheet EnglishDokument2 SeitenPie Field Indicator Product Data Sheet EnglishRob Willestone100% (1)
- Cqe Sample ExamDokument1 SeiteCqe Sample ExamRob WillestoneNoch keine Bewertungen
- Sales and Marketing Risks To Consider Yes No N/A Comments / Action RequiredDokument2 SeitenSales and Marketing Risks To Consider Yes No N/A Comments / Action RequiredRob WillestoneNoch keine Bewertungen
- 2012 CQT BokDokument12 Seiten2012 CQT BokRob WillestoneNoch keine Bewertungen
- Best Practice Quality Policy StatementsDokument3 SeitenBest Practice Quality Policy StatementsRob WillestoneNoch keine Bewertungen
- How To Apply Risk-Based Thinking To Quality ProcessesDokument58 SeitenHow To Apply Risk-Based Thinking To Quality Processesnorlie100% (5)
- Welcome: at TheDokument32 SeitenWelcome: at TheRob WillestoneNoch keine Bewertungen
- Ts 16949 Proc Forms MatrixDokument1 SeiteTs 16949 Proc Forms MatrixRob WillestoneNoch keine Bewertungen
- QEHS ManualDokument100 SeitenQEHS ManualRob WillestoneNoch keine Bewertungen
- KPI Assessment FormDokument2 SeitenKPI Assessment FormRob Willestone100% (1)
- Audit ChecklistDokument21 SeitenAudit ChecklistRob WillestoneNoch keine Bewertungen
- Management Vs Non Management GuidelinesDokument1 SeiteManagement Vs Non Management GuidelinesRob WillestoneNoch keine Bewertungen
- 9.14.1. Determined by Equation For Mass Per Unit Length According To API 5LDokument2 Seiten9.14.1. Determined by Equation For Mass Per Unit Length According To API 5LRob WillestoneNoch keine Bewertungen
- E2 - Equipment Operators Daily ChecklistDokument1 SeiteE2 - Equipment Operators Daily ChecklistRob WillestoneNoch keine Bewertungen
- Asnt Level II RT InterpretationDokument43 SeitenAsnt Level II RT InterpretationRob Willestone100% (13)
- Logunov Mestvirishvili The Relativistic Theory of GravitationDokument235 SeitenLogunov Mestvirishvili The Relativistic Theory of GravitationAlx FloNoch keine Bewertungen
- From Classical To Quantum Field Theory (Davison Soper)Dokument12 SeitenFrom Classical To Quantum Field Theory (Davison Soper)Rosemary Muñoz100% (2)
- KinematicsDokument27 SeitenKinematicsme2742700Noch keine Bewertungen
- Velocity and Acceleration of A PistonDokument6 SeitenVelocity and Acceleration of A PistonMushahid Yasin KiyaniNoch keine Bewertungen
- 10 - Grain Size MeasurementDokument27 Seiten10 - Grain Size MeasurementRohib RohibNoch keine Bewertungen
- Newtons Laws and Kinematics 1.56Dokument937 SeitenNewtons Laws and Kinematics 1.56Allyssa Jessie AngelesNoch keine Bewertungen
- Physics Project: ON EMP JammerDokument17 SeitenPhysics Project: ON EMP JammerAnonymous q9FjgwT5Noch keine Bewertungen
- Materi 7 - Parameter Cell Site DesignDokument11 SeitenMateri 7 - Parameter Cell Site DesignfarrasNoch keine Bewertungen
- Bansal CapacitanceDokument20 SeitenBansal CapacitanceSanyam JainNoch keine Bewertungen
- Deflection Calculation of Two-Way SlabDokument10 SeitenDeflection Calculation of Two-Way SlabEngrDebashisMallickNoch keine Bewertungen
- Osmosis BeetrootDokument5 SeitenOsmosis BeetrootNicolas Duquenne100% (1)
- Potential FemDokument32 SeitenPotential FemDeval ShahNoch keine Bewertungen
- EmulsionDokument22 SeitenEmulsionLasromauli SagalaNoch keine Bewertungen
- 20mnmoni55 or Sa 533 GR B CL 1Dokument10 Seiten20mnmoni55 or Sa 533 GR B CL 1Jackz UlNoch keine Bewertungen
- Sample Midterm Physics 130Dokument9 SeitenSample Midterm Physics 130Peter LiNoch keine Bewertungen
- Current ElectricityDokument15 SeitenCurrent Electricitykarayushman204Noch keine Bewertungen
- Lecture4 Static and Dynamic Fluid PDFDokument13 SeitenLecture4 Static and Dynamic Fluid PDFRudi BerlianNoch keine Bewertungen
- Chapter 10 Radioactivity Teacher Guide1Dokument29 SeitenChapter 10 Radioactivity Teacher Guide1Mohd Nurul Hafiz AlawiNoch keine Bewertungen
- Potential and Kinetic Energy Reading ActivityDokument2 SeitenPotential and Kinetic Energy Reading Activityapi-269920605Noch keine Bewertungen
- 4.11301200 - Fine Pitch Bumping Formation Application - Semicon Taiwan 2011Dokument35 Seiten4.11301200 - Fine Pitch Bumping Formation Application - Semicon Taiwan 2011denghueiNoch keine Bewertungen
- The Ces Edupack Materials Science and Engineering PackageDokument27 SeitenThe Ces Edupack Materials Science and Engineering PackageCamilo BayonaNoch keine Bewertungen
- Direct Torque Control Scheme For Dual-Three-Phase Induction MotorDokument8 SeitenDirect Torque Control Scheme For Dual-Three-Phase Induction Motorcoyote533Noch keine Bewertungen
- LAB REPORT 3 ChemDokument4 SeitenLAB REPORT 3 ChemPlatonus Doesn'texistNoch keine Bewertungen
- Identification of 2H and 3R Polytypes of MoS2 Layered Crystals Using Photoluminescence SpectrosDokument7 SeitenIdentification of 2H and 3R Polytypes of MoS2 Layered Crystals Using Photoluminescence SpectroswesleyNoch keine Bewertungen
- Bruker Axs Saxs Webinar XRDDokument119 SeitenBruker Axs Saxs Webinar XRDhafizalNoch keine Bewertungen
- 0504062v14 Relativistic Quantum MecDokument876 Seiten0504062v14 Relativistic Quantum Meclcnblzr3877Noch keine Bewertungen
- Baracarb DFDokument2 SeitenBaracarb DFMitsúMilagrosToroSayasNoch keine Bewertungen
- Portable Vibration CalibratorDokument23 SeitenPortable Vibration CalibratorNovato300% (1)
- Braced DomesDokument16 SeitenBraced Domestwinkle454533% (3)