Das könnte Ihnen auch gefallen
- Firebox DesignDokument12 SeitenFirebox DesignJC PinoNoch keine Bewertungen
- Burner CalculationDokument29 SeitenBurner Calculationjoshuadelapava100% (1)
- Can Peugeot PDFDokument41 SeitenCan Peugeot PDFJC PinoNoch keine Bewertungen
- Automatic Transmission PDFDokument114 SeitenAutomatic Transmission PDFJC Pino100% (1)
- ASME PTC 30-1991 Air Cooled Heat Exchangers - Part1Dokument25 SeitenASME PTC 30-1991 Air Cooled Heat Exchangers - Part1Anonymous UoHUag100% (3)
- Brake SystemsDokument54 SeitenBrake SystemsJC PinoNoch keine Bewertungen
- LIQ MAN 6033 Theory Practice PH MeasurementDokument40 SeitenLIQ MAN 6033 Theory Practice PH Measurementgupta7272Noch keine Bewertungen
- Understanding The Basics of Wastewater TreatmentDokument46 SeitenUnderstanding The Basics of Wastewater TreatmentJC PinoNoch keine Bewertungen
- Carbon Monoxide - Syngas Pipeline Systems - Reformated Jan 12Dokument82 SeitenCarbon Monoxide - Syngas Pipeline Systems - Reformated Jan 12JC PinoNoch keine Bewertungen
- Nueva Guia Chakras.0001 PDFDokument80 SeitenNueva Guia Chakras.0001 PDFJC PinoNoch keine Bewertungen
- Spark PlugsDokument6 SeitenSpark PlugsJC PinoNoch keine Bewertungen
- 1200 Macro ExamplesDokument547 Seiten1200 Macro ExamplesSantiago Mendoza89% (19)
- Hancock 5505 Globe ValveDokument8 SeitenHancock 5505 Globe ValveJC PinoNoch keine Bewertungen
- D 859 - 00 Rdg1oqDokument5 SeitenD 859 - 00 Rdg1oqTeby RodoNoch keine Bewertungen
- Hancock 5505 Globe ValveDokument8 SeitenHancock 5505 Globe ValveJC PinoNoch keine Bewertungen
- Gnu C Manual PDFDokument91 SeitenGnu C Manual PDFArvindh RajNoch keine Bewertungen
- Dowex Ion Exchange ResinsDokument93 SeitenDowex Ion Exchange ResinsJC PinoNoch keine Bewertungen
- Emission Control SystemDokument25 SeitenEmission Control SystemJC PinoNoch keine Bewertungen
- TF 005Dokument4 SeitenTF 005Abdul BokhariNoch keine Bewertungen
- Volume 7-Ion Exchange Resin Cleaner PDFDokument4 SeitenVolume 7-Ion Exchange Resin Cleaner PDFJC PinoNoch keine Bewertungen
- Knowledge Characteristics EvaporatorsDokument30 SeitenKnowledge Characteristics EvaporatorsAdeelhassan11Noch keine Bewertungen
- SSP 823603 3.2 - 3.6-FsiDokument72 SeitenSSP 823603 3.2 - 3.6-Fsiaulin64_845645735Noch keine Bewertungen
- Lit - Pure Water HandbookDokument151 SeitenLit - Pure Water HandbookGreg ReynekeNoch keine Bewertungen
- Sample Boiler Certification QuestionsDokument4 SeitenSample Boiler Certification Questionssirsa11Noch keine Bewertungen
- Bebeconfort EleaDokument88 SeitenBebeconfort EleaJC PinoNoch keine Bewertungen
- Abcs of ProbesDokument48 SeitenAbcs of ProbesgeorgesmaccarioNoch keine Bewertungen
- Refrigeration System Energy EfficienciesDokument9 SeitenRefrigeration System Energy EfficienciesJC PinoNoch keine Bewertungen
- Evaporative Condenser Control in Industrial Refrigeration SystemsDokument21 SeitenEvaporative Condenser Control in Industrial Refrigeration SystemsMichael BasaNoch keine Bewertungen
- Lit - Alkaline Cleaner HandbookDokument20 SeitenLit - Alkaline Cleaner HandbookVedaraman IyerNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Objective Question Bank For I MidDokument12 SeitenObjective Question Bank For I MidvamshiNoch keine Bewertungen
- Ion Exchange Chromatography ExperimentDokument12 SeitenIon Exchange Chromatography Experimentputri wildanaNoch keine Bewertungen
- Chapter 08 - Ion Exchange, Water Demineralization & Resin TestingDokument23 SeitenChapter 08 - Ion Exchange, Water Demineralization & Resin TestingMohamed ElbehlilNoch keine Bewertungen
- Ion Exchange in Water SofteningDokument11 SeitenIon Exchange in Water SofteningAhmed AliNoch keine Bewertungen
- Generator ChemisDokument86 SeitenGenerator ChemisVasudevan Krishnan100% (6)
- Asian Water Principles of Ion Exchange Neumann 03 09 PDFDokument6 SeitenAsian Water Principles of Ion Exchange Neumann 03 09 PDFEmmaColladoArredondoNoch keine Bewertungen
- Kinetic Study of Esterification of Acetic Acid With N-Butanol and Isobutanol Catalyzed by Ion Exchange ResinDokument8 SeitenKinetic Study of Esterification of Acetic Acid With N-Butanol and Isobutanol Catalyzed by Ion Exchange ResinNurulhafizNoch keine Bewertungen
- Chemistry of Main Group Elements-Group 1 and 2, 13 To 18Dokument126 SeitenChemistry of Main Group Elements-Group 1 and 2, 13 To 18nalla casuga100% (1)
- (Sampling System) Operation and Maintenance ManualDokument21 Seiten(Sampling System) Operation and Maintenance Manualasri elektronikNoch keine Bewertungen
- Ion Exchange Dmw2019Dokument50 SeitenIon Exchange Dmw2019H S Mann100% (1)
- PHED Fluoride Removal SystemDokument18 SeitenPHED Fluoride Removal SystemSudip SarkarNoch keine Bewertungen
- Water and Wastewater For Fruit JuiceDokument18 SeitenWater and Wastewater For Fruit JuiceJoyce Marian BelonguelNoch keine Bewertungen
- DM PlantDokument9 SeitenDM Plantsohag97Noch keine Bewertungen
- Ion Exchange Resins ExplainedDokument5 SeitenIon Exchange Resins ExplainedMuharir AhadinNoch keine Bewertungen
- Dow Completes Merger With Rohm and HaasDokument2 SeitenDow Completes Merger With Rohm and HaasLh KooNoch keine Bewertungen
- AMBERJET, AMBERLITE Industrial Water TreatmentDokument2 SeitenAMBERJET, AMBERLITE Industrial Water TreatmentRiski Nalendra SukmaNoch keine Bewertungen
- Presented By: Khadeeja IkramDokument49 SeitenPresented By: Khadeeja IkramMuhammad JamalNoch keine Bewertungen
- Ion Exchange by Robert Kunnin-2Dokument6 SeitenIon Exchange by Robert Kunnin-2Jayvir100% (1)
- Sizing An Ion Exchange SystemDokument14 SeitenSizing An Ion Exchange Systemgnino2Noch keine Bewertungen
- Patil 2016Dokument75 SeitenPatil 2016JOHNNoch keine Bewertungen
- Company ProfileDokument10 SeitenCompany ProfilesamirNoch keine Bewertungen
- Silica Removal and Silica LeakageDokument2 SeitenSilica Removal and Silica LeakageSandeep MishraNoch keine Bewertungen
- BR ERS 500 Suppressor BR 70662Dokument8 SeitenBR ERS 500 Suppressor BR 70662Marcelo SantibañezNoch keine Bewertungen
- Water ChemDokument11 SeitenWater ChemAnjali KumbharNoch keine Bewertungen
- Removal of Hardness 1Dokument35 SeitenRemoval of Hardness 1KISHAN PATELNoch keine Bewertungen
- CRDDSDokument40 SeitenCRDDSvaddadihatashaNoch keine Bewertungen
- HPLC JntuDokument43 SeitenHPLC JntuRajkumar ChinnuNoch keine Bewertungen
- CY3151 Engineering Chemistry Lecture Notes 2Dokument124 SeitenCY3151 Engineering Chemistry Lecture Notes 2senthilsrinesh6799Noch keine Bewertungen
- Enhancing Throughput of Condensate Polishing UnitDokument5 SeitenEnhancing Throughput of Condensate Polishing Unitprakash100% (2)
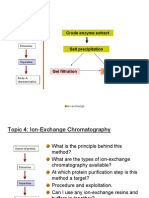
- Ion-exchange chromatography target purification stepDokument29 SeitenIon-exchange chromatography target purification stepsubodhgirdhar100% (6)