Das könnte Ihnen auch gefallen
- Öz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnDokument14 SeitenÖz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnaamirmubNoch keine Bewertungen
- Effect of GNP and MWCNT Addition On Lap ShearDokument6 SeitenEffect of GNP and MWCNT Addition On Lap ShearaamirmubNoch keine Bewertungen
- Materials 16 02870Dokument26 SeitenMaterials 16 02870aamirmubNoch keine Bewertungen
- 2014 SCIEI May Sydney Conf Proceedings IACSITDokument5 Seiten2014 SCIEI May Sydney Conf Proceedings IACSITaamirmubNoch keine Bewertungen
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDokument6 SeitenA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubNoch keine Bewertungen
- Progressive Failure Analysis of FRC Containing HoleDokument16 SeitenProgressive Failure Analysis of FRC Containing HoleaamirmubNoch keine Bewertungen
- Ballistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmorDokument15 SeitenBallistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmoraamirmubNoch keine Bewertungen
- Lightweight Ceramic Composite Armour SystemDokument5 SeitenLightweight Ceramic Composite Armour SystemaamirmubNoch keine Bewertungen
- Patient-Specific Bone Multiscale Modelling FracturDokument67 SeitenPatient-Specific Bone Multiscale Modelling FracturaamirmubNoch keine Bewertungen
- Multiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpnerDokument11 SeitenMultiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpneraamirmubNoch keine Bewertungen
- Multiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesDokument24 SeitenMultiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesaamirmubNoch keine Bewertungen
- Experimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)Dokument12 SeitenExperimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)aamirmubNoch keine Bewertungen
- Design and Characteristics of Hybrid Composite Armor Subjected To Projectile Impact (2013)Dokument6 SeitenDesign and Characteristics of Hybrid Composite Armor Subjected To Projectile Impact (2013)aamirmubNoch keine Bewertungen
- Liu, Jacob2012Dokument12 SeitenLiu, Jacob2012aamirmubNoch keine Bewertungen
- Computer Methods in Biomechanics and Biomedical EngineeringDokument10 SeitenComputer Methods in Biomechanics and Biomedical EngineeringaamirmubNoch keine Bewertungen
- Modelling and Simulation of Brittle ArmourDokument166 SeitenModelling and Simulation of Brittle ArmouraamirmubNoch keine Bewertungen
- Mil STD 709dDokument30 SeitenMil STD 709daamirmubNoch keine Bewertungen
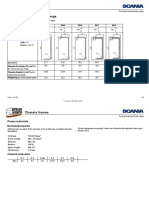
- Scania Chassis FramesDokument6 SeitenScania Chassis Framesaamirmub100% (1)
- Design of A Lightweight Heavy Goods Vehicle TrailerDokument17 SeitenDesign of A Lightweight Heavy Goods Vehicle TraileraamirmubNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Demag Liquid Silicone Rubber Inj Moulding PDFDokument8 SeitenDemag Liquid Silicone Rubber Inj Moulding PDFMed AliNoch keine Bewertungen
- Butyl Tapes, Mastic Tapes, Adhesives & SealantsDokument35 SeitenButyl Tapes, Mastic Tapes, Adhesives & SealantsNikhil MathewNoch keine Bewertungen
- Rubber Product Failure-R, P Brown Rapra Review Reports 2002Dokument120 SeitenRubber Product Failure-R, P Brown Rapra Review Reports 2002Arvin Arvini67% (3)
- SS850-PSB Astm C920Dokument6 SeitenSS850-PSB Astm C920Rudi Sutanto TanNoch keine Bewertungen
- Single-Coated Foam Tapes: 4100 4300 4500 4700 SeriesDokument8 SeitenSingle-Coated Foam Tapes: 4100 4300 4500 4700 Seriessathishsutharsan87Noch keine Bewertungen
- HurevDokument11 SeitenHurevmangkunegaraNoch keine Bewertungen
- TDS Sikasil SG-18 Structural SealantDokument2 SeitenTDS Sikasil SG-18 Structural SealantTuấn Anh NguyễnNoch keine Bewertungen
- CMT Waveguide Handbook Part 1 With HighlightsDokument98 SeitenCMT Waveguide Handbook Part 1 With HighlightsoinkNoch keine Bewertungen
- Deutz Fahr AGROTRON TTV 1130 Tractor Service Repair Manual (SN 2000 and Up)Dokument22 SeitenDeutz Fahr AGROTRON TTV 1130 Tractor Service Repair Manual (SN 2000 and Up)laopaodunNoch keine Bewertungen
- Catalogo IndustrialDokument20 SeitenCatalogo Industrialignaciocastellong100% (1)
- 26 1382 01 Automotive Appearance Chemicals Selection GuideDokument12 Seiten26 1382 01 Automotive Appearance Chemicals Selection Guideg082993Noch keine Bewertungen
- Tissue ConditionerDokument6 SeitenTissue ConditionerMaqbul AlamNoch keine Bewertungen
- En - Silcoset 152 TDS - 2Dokument1 SeiteEn - Silcoset 152 TDS - 2Андрей МошкинNoch keine Bewertungen
- All Wheel Drive (Awd)Dokument17 SeitenAll Wheel Drive (Awd)mika DataNoch keine Bewertungen
- Lim 6061Dokument3 SeitenLim 606163ragtopNoch keine Bewertungen
- Antifoam Silicone Fluids For Oil & Gas Industry PageDokument2 SeitenAntifoam Silicone Fluids For Oil & Gas Industry PageLuisAlbertoVazquezNoch keine Bewertungen
- PTFE Lined, Flexible Hoses For Biotech and PharmaceuticalDokument7 SeitenPTFE Lined, Flexible Hoses For Biotech and PharmaceuticalEdoardo FicarolaNoch keine Bewertungen
- 3form Varia Fabrication Manual REV011Dokument6 Seiten3form Varia Fabrication Manual REV011heshamNoch keine Bewertungen
- Waterproofing and Weatherproofing MaterialsDokument37 SeitenWaterproofing and Weatherproofing MaterialsSanjay Areyoukiddingme Somnath50% (2)
- Siemens Transformers Prototype 420kv Power Transformer PDFDokument18 SeitenSiemens Transformers Prototype 420kv Power Transformer PDFbergo197676Noch keine Bewertungen
- Silicone Oil AK 350 SDSDokument9 SeitenSilicone Oil AK 350 SDSMoel TannuwidjayaNoch keine Bewertungen
- Chemical Tradename Dictionary (1993)Dokument539 SeitenChemical Tradename Dictionary (1993)phamthuyha63% (8)
- Resin Selection GuideDokument8 SeitenResin Selection Guidehaw_shin7039Noch keine Bewertungen
- TDS Wet On Wet Primer - GBDokument3 SeitenTDS Wet On Wet Primer - GBชัชชัย พรายมีNoch keine Bewertungen
- Technical Data - CRC Cable CleanDokument2 SeitenTechnical Data - CRC Cable CleanAHMED YOUSEFNoch keine Bewertungen
- Technology of Synthetic Resins & Emulsion PolymersDokument13 SeitenTechnology of Synthetic Resins & Emulsion Polymerseiribooks33% (6)
- Essentra Components CAMv Category BrochureDokument12 SeitenEssentra Components CAMv Category BrochureOmkar DNoch keine Bewertungen
- SiliconeDokument27 SeitenSiliconeL.N.CHEMICAL INDUSTRY50% (2)
- PROCEDURE MANUALS - (Materials and Process Specifications Manual) - (07-01)Dokument15 SeitenPROCEDURE MANUALS - (Materials and Process Specifications Manual) - (07-01)RickyNoch keine Bewertungen
- Adhesives SealantsDokument29 SeitenAdhesives SealantsYing DaiNoch keine Bewertungen