Das könnte Ihnen auch gefallen
- DRP distribution requirements planning A Complete GuideVon EverandDRP distribution requirements planning A Complete GuideNoch keine Bewertungen
- The Significance of Relationship Management' As A Driver of Retention of Clients in 3PL (Third Party Logistics) : A Case Study in New Zealand.Dokument294 SeitenThe Significance of Relationship Management' As A Driver of Retention of Clients in 3PL (Third Party Logistics) : A Case Study in New Zealand.Sunny KareemNoch keine Bewertungen
- JH - Step 4Dokument3 SeitenJH - Step 4Sagar YadavNoch keine Bewertungen
- Warehouse Management Systems A Complete Guide - 2021 EditionVon EverandWarehouse Management Systems A Complete Guide - 2021 EditionNoch keine Bewertungen
- Sec 04 Quality Control ProcessDokument37 SeitenSec 04 Quality Control Processapi-3699912Noch keine Bewertungen
- Industrial Andon SystemDokument27 SeitenIndustrial Andon SystemKavana K Gowda100% (1)
- Cost Of Poor Quality A Complete Guide - 2021 EditionVon EverandCost Of Poor Quality A Complete Guide - 2021 EditionNoch keine Bewertungen
- KaizenDokument40 SeitenKaizenAshish KulkarniNoch keine Bewertungen
- Lean Implementation GuideDokument52 SeitenLean Implementation GuideSantosh S MyageriNoch keine Bewertungen
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDokument26 SeitenFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamNoch keine Bewertungen
- Another Contribution From Dr. Shigeo Shingo: Poka YokeDokument23 SeitenAnother Contribution From Dr. Shigeo Shingo: Poka Yokekeerti_1984Noch keine Bewertungen
- Pull Manufacturing: Kanban, Just in Time, Demand FlowDokument53 SeitenPull Manufacturing: Kanban, Just in Time, Demand FlowMej HagNoch keine Bewertungen
- Inventory Management System A Complete Guide - 2019 EditionVon EverandInventory Management System A Complete Guide - 2019 EditionNoch keine Bewertungen
- Project Quality Management A Complete Guide - 2019 EditionVon EverandProject Quality Management A Complete Guide - 2019 EditionNoch keine Bewertungen
- 91 - Review On "Poka-Yoke Technique To Prevent DefectsDokument8 Seiten91 - Review On "Poka-Yoke Technique To Prevent DefectsLuqman TariqNoch keine Bewertungen
- 1 Lean GlossaryDokument7 Seiten1 Lean GlossaryHilalAldemirNoch keine Bewertungen
- Manufacturing readiness level A Complete Guide - 2019 EditionVon EverandManufacturing readiness level A Complete Guide - 2019 EditionNoch keine Bewertungen
- Total Quality ManagementDokument7 SeitenTotal Quality ManagementmansoorliveNoch keine Bewertungen
- SDW 1632665243Dokument49 SeitenSDW 1632665243Michel ZsambokrethyNoch keine Bewertungen
- Presentation Total Productive Maintenance (TPM)Dokument14 SeitenPresentation Total Productive Maintenance (TPM)jaanus143Noch keine Bewertungen
- TPM SeminarDokument8 SeitenTPM SeminarVishnu NairNoch keine Bewertungen
- UntitledDokument47 SeitenUntitledFrank Dongmo100% (1)
- HA CEDAC Workshop INDO Kaizen PartDokument16 SeitenHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNoch keine Bewertungen
- Value Stream Mapping: Dr. Syed Amir IqbalDokument41 SeitenValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- TPS and Lean ProductionDokument18 SeitenTPS and Lean ProductionMikey ChuaNoch keine Bewertungen
- HeijunkaDokument6 SeitenHeijunkajosegarreraNoch keine Bewertungen
- Lean IntroDokument27 SeitenLean Introjitendrasutar1975Noch keine Bewertungen
- 36-Pmp Toolkit Complete Final 14 Aug 2014 2Dokument181 Seiten36-Pmp Toolkit Complete Final 14 Aug 2014 2JoeYeshitellaNoch keine Bewertungen
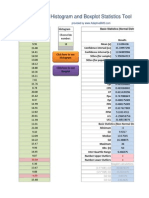
- Histogram Box Plot Statistics AdaptiveBMSDokument13 SeitenHistogram Box Plot Statistics AdaptiveBMSashutoshrvNoch keine Bewertungen
- Fme (C) ADokument4 SeitenFme (C) AMurat IslamNoch keine Bewertungen
- 050 Diagnosis and Testing Vehicle Dynamic SuspensionDokument23 Seiten050 Diagnosis and Testing Vehicle Dynamic SuspensionsailorporNoch keine Bewertungen
- Ch15 IndirectStandDokument10 SeitenCh15 IndirectStanddaNoch keine Bewertungen
- Lean Manufacturing in Toyota Motor CorporationDokument8 SeitenLean Manufacturing in Toyota Motor CorporationArousha SultanNoch keine Bewertungen
- Stage Step (Nakajima's 12 Steps) : Decision To Introduce TPMDokument16 SeitenStage Step (Nakajima's 12 Steps) : Decision To Introduce TPMKarisma Lumban GaolNoch keine Bewertungen
- Error Proofing BasicsDokument16 SeitenError Proofing BasicsJohn OoNoch keine Bewertungen
- Poka-Yoke: Douglas M. Stewart, Ph.D. Anderson Schools of Management University of New MexicoDokument28 SeitenPoka-Yoke: Douglas M. Stewart, Ph.D. Anderson Schools of Management University of New MexicoamtullaNoch keine Bewertungen
- Just in TimeDokument5 SeitenJust in TimeketanguptaNoch keine Bewertungen
- Fmea Analysis of Turret LatheDokument3 SeitenFmea Analysis of Turret LatheSathriyan SathiNoch keine Bewertungen
- PFEP - Plan For Every Part: DefinitionsDokument21 SeitenPFEP - Plan For Every Part: DefinitionsNathan WeiserNoch keine Bewertungen
- Seven Basic Quality Tools: List / Use / InteractionDokument56 SeitenSeven Basic Quality Tools: List / Use / InteractionmangofaNoch keine Bewertungen
- MSE507 Lean Manufacturing: Basic Elements of Cell DesignDokument22 SeitenMSE507 Lean Manufacturing: Basic Elements of Cell DesignaejaztumNoch keine Bewertungen
- Lean Brief Takt TimeDokument2 SeitenLean Brief Takt TimeBala Kumar M PNoch keine Bewertungen
- Kanban: Presented byDokument12 SeitenKanban: Presented byshrutesNoch keine Bewertungen
- Poka YokeDokument33 SeitenPoka YokejanisahebNoch keine Bewertungen
- Green Belt Course ManualDokument34 SeitenGreen Belt Course ManualKaranShinde100% (1)
- Pilot Run Report 0702Dokument23 SeitenPilot Run Report 0702Greg MackeyNoch keine Bewertungen
- Poison Regulations 1952Dokument16 SeitenPoison Regulations 1952Lukman Wan Mat DaudNoch keine Bewertungen
- Expanded Polystyrene Foam RecyclingDokument3 SeitenExpanded Polystyrene Foam RecyclingLukman Wan Mat DaudNoch keine Bewertungen
- Pesticides Act 1974 Act 149Dokument172 SeitenPesticides Act 1974 Act 149Lukman Wan Mat DaudNoch keine Bewertungen
- 1 An Introduction To Metal RecyclingDokument6 Seiten1 An Introduction To Metal RecyclingLukman Wan Mat DaudNoch keine Bewertungen
- 1 Introduction To Electronics (E-Waste) RecyclingDokument6 Seiten1 Introduction To Electronics (E-Waste) RecyclingLukman Wan Mat DaudNoch keine Bewertungen
- Risk Analysis For The Supplier Selection Problem Using Failure Modes and Effects AnalysisDokument13 SeitenRisk Analysis For The Supplier Selection Problem Using Failure Modes and Effects AnalysisLukman Wan Mat DaudNoch keine Bewertungen
- An Alternative FMEA Method For Simple and Accurate Ranking of Failure ModesDokument30 SeitenAn Alternative FMEA Method For Simple and Accurate Ranking of Failure ModesLukman Wan Mat DaudNoch keine Bewertungen
- Developing of Risk Analysis MethodologiesDokument5 SeitenDeveloping of Risk Analysis MethodologiesLukman Wan Mat DaudNoch keine Bewertungen
- A PESTLE Approach For Risk Identification of The Tidal Industry in The UKDokument24 SeitenA PESTLE Approach For Risk Identification of The Tidal Industry in The UKLukman Wan Mat DaudNoch keine Bewertungen
- A New Tool For Hazard Analysis and Force-Field Analysis - The Lovebug DiagramDokument7 SeitenA New Tool For Hazard Analysis and Force-Field Analysis - The Lovebug DiagramLukman Wan Mat DaudNoch keine Bewertungen
- Guide On The Management of CCTV Under Personal Data Protection Act (PDPA) 2010Dokument6 SeitenGuide On The Management of CCTV Under Personal Data Protection Act (PDPA) 2010Lukman Wan Mat DaudNoch keine Bewertungen
- IEEE Defines Software Engineering As:: The Term Software Engineering Is Composed of Two Words, Software and EngineeringDokument8 SeitenIEEE Defines Software Engineering As:: The Term Software Engineering Is Composed of Two Words, Software and EngineeringNaeem ShaikhNoch keine Bewertungen
- SAP Plant MaintenanceDokument26 SeitenSAP Plant Maintenancesalemg82Noch keine Bewertungen
- 7 New Management ToolsDokument6 Seiten7 New Management ToolsKarthik SivaNoch keine Bewertungen
- Matlab Control System Toolbox User's Guide (PDFDrive)Dokument1.816 SeitenMatlab Control System Toolbox User's Guide (PDFDrive)Fathi HarrathNoch keine Bewertungen
- MRP CjaDokument26 SeitenMRP CjaRendy FranataNoch keine Bewertungen
- G2 SEBo KDokument47 SeitenG2 SEBo KFábio De Toledo Fontana100% (1)
- SCMProFit - Product OverviewDokument36 SeitenSCMProFit - Product Overview23yipikayeNoch keine Bewertungen
- Process Control and InstrumentationDokument14 SeitenProcess Control and InstrumentationSiddhant SinhaNoch keine Bewertungen
- (Pub) AdvaMed - Software in Medical Devices - Module 1 Regulations, Guidance, Standards, and Terminology, PlanningDokument54 Seiten(Pub) AdvaMed - Software in Medical Devices - Module 1 Regulations, Guidance, Standards, and Terminology, PlanningAufar Rahadiandy100% (1)
- Question Bank: Department of Computer Science and EngineeringDokument7 SeitenQuestion Bank: Department of Computer Science and EngineeringAshwini SDNoch keine Bewertungen
- Lecture Signal Flow GraphsDokument56 SeitenLecture Signal Flow GraphsFahadKhNoch keine Bewertungen
- Supervised Machine Learning Algorithms For Intrusion DetectionDokument14 SeitenSupervised Machine Learning Algorithms For Intrusion Detectionسيدرا عبداللهNoch keine Bewertungen
- DBMS Assignment 1 15 OctDokument6 SeitenDBMS Assignment 1 15 OctawaisyarNoch keine Bewertungen
- CSC 1017 System Analysis and Design First AssignmentDokument6 SeitenCSC 1017 System Analysis and Design First AssignmentAchyut NeupaneNoch keine Bewertungen
- Artificial Intelligence MCQDokument5 SeitenArtificial Intelligence MCQSidraMalik100% (2)
- SQA&TDokument9 SeitenSQA&TSharat RamNoch keine Bewertungen
- 3D CNN For Human Action Recognition: Conference PaperDokument7 Seiten3D CNN For Human Action Recognition: Conference PaperHrishikeshNoch keine Bewertungen
- CV Qazim PDFDokument1 SeiteCV Qazim PDFUtkarsh Anand CSENoch keine Bewertungen
- ec6011-1-HAndwritten Notes PDFDokument165 Seitenec6011-1-HAndwritten Notes PDFSakthi VelNoch keine Bewertungen
- Social Media MiningDokument16 SeitenSocial Media Miningssunalibe21Noch keine Bewertungen
- Se Unit 2Dokument29 SeitenSe Unit 2HarishNoch keine Bewertungen
- Artificial Intelligence and Knowledge Processing Improved Decision-Making and Prediction (Etc.)Dokument387 SeitenArtificial Intelligence and Knowledge Processing Improved Decision-Making and Prediction (Etc.)Fidan QerimiNoch keine Bewertungen
- CBAD2103 Topic 11Dokument23 SeitenCBAD2103 Topic 11djaljdNoch keine Bewertungen
- Chapter 6 NewDokument8 SeitenChapter 6 NewAnthony Leire MontealtoNoch keine Bewertungen
- Agile IntroDokument22 SeitenAgile IntroJahjad SutkovicNoch keine Bewertungen
- Reliability FundamentalsDokument17 SeitenReliability FundamentalsSachin DhimanNoch keine Bewertungen
- Final Year Project: Asteroids Classification Using Machine LearningDokument15 SeitenFinal Year Project: Asteroids Classification Using Machine Learningkavyaa chakrabortyNoch keine Bewertungen
- Korallys Rodríguez October 15, 2021. Prof. Donato COMP 4400Dokument2 SeitenKorallys Rodríguez October 15, 2021. Prof. Donato COMP 4400Korallys RodríguezNoch keine Bewertungen
- Kuhn Tucker ConditionsDokument15 SeitenKuhn Tucker ConditionsBarathNoch keine Bewertungen
- Deep Learning Using Linear Support Vector MachinesDokument6 SeitenDeep Learning Using Linear Support Vector MachinesDandi BaroesNoch keine Bewertungen