Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
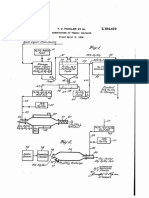
- Ferric Sulfate With SO2Dokument5 SeitenFerric Sulfate With SO2kothandaramanNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Frric SulphateDokument4 SeitenFrric SulphatekothandaramanNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Ferric Sulfate With SO2Dokument5 SeitenFerric Sulfate With SO2kothandaramanNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Patent CA1257424A1 - Chemically Modified Lignite - Google PatentsDokument3 SeitenPatent CA1257424A1 - Chemically Modified Lignite - Google PatentskothandaramanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Bernette Ramirez Mariano Bernette Ramirez MarianoDokument1 SeiteBernette Ramirez Mariano Bernette Ramirez Marianomia palacioNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Business Plan On Plastic Recycling & ManufacturingDokument19 SeitenBusiness Plan On Plastic Recycling & ManufacturingSah Sanjiv KumarNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- UntitledDokument107 SeitenUntitledniko_seppanenNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Flextronics FINALDokument25 SeitenFlextronics FINALAnkit GauravNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Grasses Their Use in BuildingDokument8 SeitenGrasses Their Use in BuildingpitufitoNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- IEC Systems Manual - SCRDokument102 SeitenIEC Systems Manual - SCRgabriel100% (3)
- Mitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualDokument152 SeitenMitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualRafael GagoNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Data SheetDokument5 SeitenData Sheetsongtu2552Noch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Activity Sheets SMAW 7.23Dokument5 SeitenActivity Sheets SMAW 7.23Jerome Cailo DiazNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Technical Brochure Metal Ceilings V100-V200-en EUDokument12 SeitenTechnical Brochure Metal Ceilings V100-V200-en EUNicu PotîngNoch keine Bewertungen
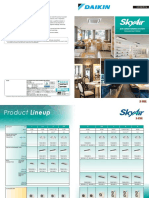
- Didsn1811a (Skyair R-410a)Dokument12 SeitenDidsn1811a (Skyair R-410a)Ari SetyawanNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Odi2-065r16m18s02-Q DS 0-0-0Dokument3 SeitenOdi2-065r16m18s02-Q DS 0-0-0leolima trustitNoch keine Bewertungen
- Annex A - Technical SpecificationsDokument52 SeitenAnnex A - Technical SpecificationsNikko MontoyaNoch keine Bewertungen
- Mooring SystemsDokument6 SeitenMooring SystemsVinicius PessottiNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- 3 Esrtos IntroDokument8 Seiten3 Esrtos IntroVijayaraghavan VNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Final ProjectDokument4 SeitenFinal Projectsajad soleymanzadeNoch keine Bewertungen
- EBS Data MaskingDokument31 SeitenEBS Data MaskingNawab ShariefNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- SM 121 PDFDokument573 SeitenSM 121 PDFEnrique Arevalo LeyvaNoch keine Bewertungen
- Technical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaDokument6 SeitenTechnical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaBash MatNoch keine Bewertungen
- Physics 02-07 Centripetal Force and Banked CurvesDokument2 SeitenPhysics 02-07 Centripetal Force and Banked CurveslatteNoch keine Bewertungen
- Tem 3413354 0101Dokument67 SeitenTem 3413354 0101Kolawole KehindeNoch keine Bewertungen
- Cramkshaft Main Bearimg InstallDokument5 SeitenCramkshaft Main Bearimg InstallNimNoch keine Bewertungen
- Binsar Margiyanto: ND RDDokument2 SeitenBinsar Margiyanto: ND RDmoez ben youssefNoch keine Bewertungen
- Apollo Experience Report Electronic Systems Test Program Accomplishments and ResultsDokument70 SeitenApollo Experience Report Electronic Systems Test Program Accomplishments and ResultsBob AndrepontNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Chapter 14 - Storm and Sanitary Analysis PDFDokument41 SeitenChapter 14 - Storm and Sanitary Analysis PDFdobridorinNoch keine Bewertungen
- Dental CementDokument74 SeitenDental CementAisha samreenNoch keine Bewertungen
- 2032-10 - E Gazette SLDokument3 Seiten2032-10 - E Gazette SLhimaliNoch keine Bewertungen
- Types of Processors and RAM'sDokument26 SeitenTypes of Processors and RAM'sSneha NairNoch keine Bewertungen
- A Interview QuestionsDokument363 SeitenA Interview QuestionsJaishankar RenganathanNoch keine Bewertungen
- Designs of Canals and CM&CD WorksDokument61 SeitenDesigns of Canals and CM&CD WorksVenkataLakshmiKorrapatiNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)