Das könnte Ihnen auch gefallen
- Gear TechnologyDokument132 SeitenGear TechnologyJorge Sousa100% (4)
- Vibration Monitoring 1Dokument4 SeitenVibration Monitoring 1Anonymous DKv8vpNoch keine Bewertungen
- Psionics ResourcesDokument225 SeitenPsionics Resourcesmmx1689100% (21)
- D2625Dokument7 SeitenD2625rimi7alNoch keine Bewertungen
- As 3566 1 1 2002Dokument41 SeitenAs 3566 1 1 2002Anonymous 37PvyXC100% (2)
- Best Practice in P&ID DrawingDokument42 SeitenBest Practice in P&ID DrawingKMAC1230% (2)
- WS Ii BoltsDokument115 SeitenWS Ii BoltsRicha LalwaniNoch keine Bewertungen
- METRIC STANDARDS For Worldwide Manufacturing SummariesDokument123 SeitenMETRIC STANDARDS For Worldwide Manufacturing Summariescicero220358100% (2)
- Carraro 1 PDFDokument851 SeitenCarraro 1 PDFneossj750% (2)
- Best Practices P&IDDokument42 SeitenBest Practices P&IDamarnetha100% (2)
- Norsok Standard L-005 Edition 2 May 2006Dokument93 SeitenNorsok Standard L-005 Edition 2 May 2006KCM Special SteelNoch keine Bewertungen
- Expansion Joint - Engineering GuideDokument50 SeitenExpansion Joint - Engineering GuideAshitava SenNoch keine Bewertungen
- Human Factors Engineering Aspects of Instrumentation and Control System DesignVon EverandHuman Factors Engineering Aspects of Instrumentation and Control System DesignNoch keine Bewertungen
- Din 267-26 (2005)Dokument10 SeitenDin 267-26 (2005)Ali Fuat Duygu100% (1)
- 153 Compact Excavator Parts Manual 909826 PDFDokument102 Seiten153 Compact Excavator Parts Manual 909826 PDFaksel777Noch keine Bewertungen
- ISODokument13 SeitenISOKenginNoch keine Bewertungen
- Scamec 2000 S 100129425 #FB214 HammerDokument35 SeitenScamec 2000 S 100129425 #FB214 HammerIvan Andres Seguel BristiloNoch keine Bewertungen
- Ingenieria-Cema 300-Screw Conveyor Standard PDFDokument33 SeitenIngenieria-Cema 300-Screw Conveyor Standard PDFsaulomonNoch keine Bewertungen
- Engineering Applications: A Project Resource BookVon EverandEngineering Applications: A Project Resource BookBewertung: 2.5 von 5 Sternen2.5/5 (1)
- ISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RTDokument15 SeitenISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RT_PiperCub_Noch keine Bewertungen
- Application of Internal Linings - Sample - PIPDokument15 SeitenApplication of Internal Linings - Sample - PIPgbuckley9630100% (1)
- Welding - Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded) - Quality Levels For ImperfectionsDokument31 SeitenWelding - Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded) - Quality Levels For Imperfectionstholib_burhan100% (1)
- BS Iso 01268-1-2001 (2002)Dokument12 SeitenBS Iso 01268-1-2001 (2002)Giorgos SiorentasNoch keine Bewertungen
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryVon EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryBewertung: 1 von 5 Sternen1/5 (1)
- ISO/IEC 38500: The IT Governance StandardVon EverandISO/IEC 38500: The IT Governance StandardBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Standards For Technical RegulationsDokument36 SeitenStandards For Technical RegulationslavovNoch keine Bewertungen
- SCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFDokument84 SeitenSCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFYANIshaNoch keine Bewertungen
- Ga90 VSD AiiDokument62 SeitenGa90 VSD AiiGelap Hitam Mencari PutihNoch keine Bewertungen
- Catalogue of International Standards Used in The Petroleum and Natural Gas IndustriesDokument129 SeitenCatalogue of International Standards Used in The Petroleum and Natural Gas IndustriesvietnampetrochemicalNoch keine Bewertungen
- ThermographyDokument9 SeitenThermographybabakfazelNoch keine Bewertungen
- Sist en Iso 13919 1 2020Dokument11 SeitenSist en Iso 13919 1 2020wenzim996Noch keine Bewertungen
- ISO All FullDokument13 SeitenISO All FullLuc DuchesneNoch keine Bewertungen
- Foreword: ISO 4037-1:2019 (E)Dokument1 SeiteForeword: ISO 4037-1:2019 (E)Golan TrevizeNoch keine Bewertungen
- AbcDokument12 SeitenAbcMUHAMMAD ASJAD AAMIR AAMIR AMINNoch keine Bewertungen
- Isotc 67 - Global Standards Used Locally Worldwide 2020Dokument15 SeitenIsotc 67 - Global Standards Used Locally Worldwide 2020Jaikumar LukeNoch keine Bewertungen
- Iso 6520 1 en FR PDFDokument11 SeitenIso 6520 1 en FR PDFBahloul MohamedNoch keine Bewertungen
- Iso TR 13086-1-2011Dokument22 SeitenIso TR 13086-1-2011MaciekNoch keine Bewertungen
- Scope of Iso Standards ArticDokument9 SeitenScope of Iso Standards ArticJenner FeijoóNoch keine Bewertungen
- Handbook Standardisation enDokument17 SeitenHandbook Standardisation enjuancarlosmoreno1964Noch keine Bewertungen
- 2015 Me 89Dokument9 Seiten2015 Me 89Abu Bakar KhanNoch keine Bewertungen
- Footwear - Sizing - Conversion of International Sizing SystemsDokument11 SeitenFootwear - Sizing - Conversion of International Sizing SystemsZainNoch keine Bewertungen
- Machine Design-Ii: Talha WaseemDokument11 SeitenMachine Design-Ii: Talha WaseemMuhammad TalhaNoch keine Bewertungen
- WD/CD/DIS/FDIS Stage: Industrial Data OntologyDokument112 SeitenWD/CD/DIS/FDIS Stage: Industrial Data Ontologylovelouie.caringalNoch keine Bewertungen
- International Standards For HCI and Usability: Int. J. Human-Computer Studies (2001) 55, 533) 552Dokument20 SeitenInternational Standards For HCI and Usability: Int. J. Human-Computer Studies (2001) 55, 533) 552JuwaniNoch keine Bewertungen
- Iso 13920 (1996) PDFDokument13 SeitenIso 13920 (1996) PDFFakrul Hasan100% (1)
- BS AU 050-3.2a-2002Dokument12 SeitenBS AU 050-3.2a-2002amerNoch keine Bewertungen
- New 3Dokument10 SeitenNew 3qwrasdfNoch keine Bewertungen
- SP29 1Dokument477 SeitenSP29 1prasenjitsayantan100% (1)
- Ships and Marine Technology - Oil-Tight Hatch Covers: Iso TC 8/Sc 8 N 169Dokument15 SeitenShips and Marine Technology - Oil-Tight Hatch Covers: Iso TC 8/Sc 8 N 169afaruqgzlNoch keine Bewertungen
- ISO 16530-1 AbstractDokument4 SeitenISO 16530-1 AbstractAnaNoch keine Bewertungen
- ModdamDokument15 SeitenModdamHashimNoch keine Bewertungen
- Guidelines For Preparation of Oisd StandardsDokument11 SeitenGuidelines For Preparation of Oisd StandardsparminderNoch keine Bewertungen
- ISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFDokument16 SeitenISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFRicardo FernandesNoch keine Bewertungen
- Equivalencias de Normas Internacionales de Piping en PetroleoDokument129 SeitenEquivalencias de Normas Internacionales de Piping en PetroleoHernán H.Noch keine Bewertungen
- Japan Industrial StandardDokument58 SeitenJapan Industrial StandardAnnie AisaNoch keine Bewertungen
- Indian and ISO Standards For DimensioningDokument4 SeitenIndian and ISO Standards For Dimensioningnishanth132Noch keine Bewertungen
- D785T007Dokument11 SeitenD785T007LLNoch keine Bewertungen
- Nigel Bevan: "International Standards For HCI" (2006)Dokument15 SeitenNigel Bevan: "International Standards For HCI" (2006)scribd2012aNoch keine Bewertungen
- Catalogo ISO PDFDokument129 SeitenCatalogo ISO PDFavazcNoch keine Bewertungen
- Catalogue of Int StandardsDokument80 SeitenCatalogue of Int StandardsMarian Valentin MitreaNoch keine Bewertungen
- Design Principles and Approaches for Radioactive Waste RepositoriesVon EverandDesign Principles and Approaches for Radioactive Waste RepositoriesNoch keine Bewertungen
- Challenges and Approaches for Selecting, Assessing and Qualifying Commercial Industrial Digital Instrumentation and Control Equipment for Use in Nuclear Power Plant ApplicationsVon EverandChallenges and Approaches for Selecting, Assessing and Qualifying Commercial Industrial Digital Instrumentation and Control Equipment for Use in Nuclear Power Plant ApplicationsNoch keine Bewertungen
- Applicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsVon EverandApplicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Installation Spa-600 PDFDokument2 SeitenInstallation Spa-600 PDFHelio SilvaNoch keine Bewertungen
- Magnum Manual Mmg175 PartsDokument68 SeitenMagnum Manual Mmg175 Partsbalajiboss005Noch keine Bewertungen
- Yamaha 40 PLSDokument52 SeitenYamaha 40 PLSAlexandros KontosNoch keine Bewertungen
- Energy LV Insulated Overhead LinesDokument66 SeitenEnergy LV Insulated Overhead LinesvhgiaoNoch keine Bewertungen
- Catalogo Itap InglesDokument13 SeitenCatalogo Itap InglesJarlissonmartinsNoch keine Bewertungen
- CBLM - Maintain Tools & Equipment - JAR - v1.4Dokument86 SeitenCBLM - Maintain Tools & Equipment - JAR - v1.4John Edward RaagasNoch keine Bewertungen
- Six Axis Force / Torque Transducer FT Transducer: Assembly and Operating ManualDokument176 SeitenSix Axis Force / Torque Transducer FT Transducer: Assembly and Operating Manualserban_elNoch keine Bewertungen
- 690 Supermoto Orange Usa 2007: Spare Parts Manual: ChassisDokument57 Seiten690 Supermoto Orange Usa 2007: Spare Parts Manual: Chassismagc12Noch keine Bewertungen
- Fixing and Mounting Of: RADIK and KORALUX RadiatorsDokument20 SeitenFixing and Mounting Of: RADIK and KORALUX RadiatorsRobert RomanNoch keine Bewertungen
- g400 en PDFDokument13 Seiteng400 en PDFReynold SuarezNoch keine Bewertungen
- Simotics Connect 400 Op Instr 0520 en-USDokument84 SeitenSimotics Connect 400 Op Instr 0520 en-USKaung KharNoch keine Bewertungen
- C MuellerDokument34 SeitenC Muellerbayu adi dharmaNoch keine Bewertungen
- Goulds Vertical ReaderDokument20 SeitenGoulds Vertical ReaderSonthi MooljindaNoch keine Bewertungen
- Manuale DURST 138S PDFDokument39 SeitenManuale DURST 138S PDFlupoNoch keine Bewertungen
- FORGED - Gate, Globe & Check Valve Manual - Xomox SanmarDokument20 SeitenFORGED - Gate, Globe & Check Valve Manual - Xomox SanmarSaibabu SaiNoch keine Bewertungen
- A Ramset SRB Ed3 Full EditionDokument312 SeitenA Ramset SRB Ed3 Full Editionchancer2Noch keine Bewertungen
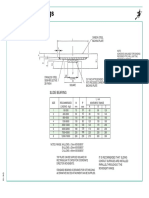
- C&P PTFE Slide BearingsDokument1 SeiteC&P PTFE Slide BearingsAchraf BoudayaNoch keine Bewertungen
- New Microsoft Excel WorksheetDokument40 SeitenNew Microsoft Excel WorksheetImran TambatNoch keine Bewertungen