Das könnte Ihnen auch gefallen
- Libro Automatismos Neumaticos Primera ParteDokument56 SeitenLibro Automatismos Neumaticos Primera Parteasánchez_341569Noch keine Bewertungen
- Teoria Perspectiva Axonometrica Une 1031 - 75Dokument15 SeitenTeoria Perspectiva Axonometrica Une 1031 - 75asánchez_341569Noch keine Bewertungen
- Asisa SoriaDokument114 SeitenAsisa Soriaasánchez_341569Noch keine Bewertungen
- Calibre de LimitesDokument22 SeitenCalibre de Limitesasánchez_341569Noch keine Bewertungen
- Ejercicios OrteaDokument6 SeitenEjercicios Orteaasánchez_341569Noch keine Bewertungen
- Acotacion de Tornillos TuercasDokument2 SeitenAcotacion de Tornillos Tuercasasánchez_3415690% (2)
- Forja de Piezas Varias PDF 1 PDFDokument80 SeitenForja de Piezas Varias PDF 1 PDFasánchez_341569Noch keine Bewertungen
- Pasos para Construir Una ElipseDokument1 SeitePasos para Construir Una Elipseasánchez_341569Noch keine Bewertungen
- OVI Dimensionamiento Planta IndustrialDokument34 SeitenOVI Dimensionamiento Planta IndustrialMarce M0% (1)
- Torno Trabajo FinalDokument15 SeitenTorno Trabajo FinalRonald del CidNoch keine Bewertungen
- Matriz BodegaDokument17 SeitenMatriz BodegaDavis SalazarNoch keine Bewertungen
- Mecanica IndustrialDokument2 SeitenMecanica IndustrialMartin Torres PizarroNoch keine Bewertungen
- Herramienta - Wikipedia, La Enciclopedia LibreDokument5 SeitenHerramienta - Wikipedia, La Enciclopedia Libretecnico_sonidoNoch keine Bewertungen
- Maquinas FresadorasDokument25 SeitenMaquinas FresadorasMilagros Carolina Dugarte ReyesNoch keine Bewertungen
- 13 AfiladoDokument20 Seiten13 AfiladoDavid VallsNoch keine Bewertungen
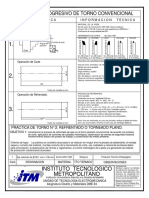
- Práctica Torno ConvencionalDokument3 SeitenPráctica Torno ConvencionalJames MachadoNoch keine Bewertungen
- Catalogo Maquinas BoshDokument274 SeitenCatalogo Maquinas BoshJhonatan HuachacaNoch keine Bewertungen
- Plan de Producción de Artesanal - Cusco15Dokument47 SeitenPlan de Producción de Artesanal - Cusco15Hussell RodrigoNoch keine Bewertungen
- Terminologías CaterpillarDokument28 SeitenTerminologías CaterpillardiegoNoch keine Bewertungen
- Enunciados de Circuitos Electroneumaticos ChemaDokument2 SeitenEnunciados de Circuitos Electroneumaticos ChemaMariano RomanNoch keine Bewertungen
- Procedimiento de Armado y Desarme de Andamios TubularesDokument6 SeitenProcedimiento de Armado y Desarme de Andamios Tubularesmjr005100% (3)
- Ampliacion Reficar PDFDokument3 SeitenAmpliacion Reficar PDFMORELCO SCI CARTAGO HSENoch keine Bewertungen
- Diap. para ExponerDokument21 SeitenDiap. para ExponerAlfredo Fiallo HernandezNoch keine Bewertungen
- Carta Tecnologica EmboloDokument6 SeitenCarta Tecnologica EmboloMaicol Hernández MárquezNoch keine Bewertungen
- Análisis de Precios Unitarios Reac. Tanques Partidas PemexDokument206 SeitenAnálisis de Precios Unitarios Reac. Tanques Partidas PemexIngtymo Tym Montejo100% (5)
- Mecanica IndustrialDokument4 SeitenMecanica Industrialdjpaco100% (9)
- Cot - Torno - Paral - Univ - CO632A - Comp - Educ - Juan - José - La Torre - 26.06.2013Dokument3 SeitenCot - Torno - Paral - Univ - CO632A - Comp - Educ - Juan - José - La Torre - 26.06.2013ProfeAlexisNoch keine Bewertungen
- Arreglar El BañoDokument6 SeitenArreglar El BañoDamián BasabilbasoNoch keine Bewertungen
- Practica 2. - Maquinado en Torno y FresadoraDokument9 SeitenPractica 2. - Maquinado en Torno y Fresadorajorge rafisNoch keine Bewertungen
- Vitrolux 63-Barniz Vitrificador PU-Enero-2015.Dokument3 SeitenVitrolux 63-Barniz Vitrificador PU-Enero-2015.cemoreno1980Noch keine Bewertungen
- Ingenieria de MetodosDokument3 SeitenIngenieria de MetodosManuel Aviles0% (1)
- Manual Montaje de Edificios TERNIUMDokument106 SeitenManual Montaje de Edificios TERNIUMPablo Iván Ángeles GuzmánNoch keine Bewertungen
- Manual de Programacion en Sinumerik 802sDokument14 SeitenManual de Programacion en Sinumerik 802sMarques RodriguezNoch keine Bewertungen
- Entrenamiento Lubricacion V1Dokument127 SeitenEntrenamiento Lubricacion V1Roberto Ortega100% (1)
- Investigacion Torno Que Es Un TornoDokument10 SeitenInvestigacion Torno Que Es Un TornoIvania Gago de RojasNoch keine Bewertungen
- Tamices IndustrialesDokument13 SeitenTamices IndustrialesElvis DjdalyNoch keine Bewertungen
- Monopolio NaturalDokument31 SeitenMonopolio NaturalcmatoseNoch keine Bewertungen