Das könnte Ihnen auch gefallen
- Battery Management System A Complete Guide - 2019 EditionVon EverandBattery Management System A Complete Guide - 2019 EditionNoch keine Bewertungen
- VBA 8 Excel Objects PDFDokument9 SeitenVBA 8 Excel Objects PDFvivek tannaNoch keine Bewertungen
- Fully Autonomous Vehicles: Visions of the future or still reality?Von EverandFully Autonomous Vehicles: Visions of the future or still reality?Noch keine Bewertungen
- Emulation of Automotive Communication Protocol Single Edge Nibble Transmission (SENT) Using Aurix Family of MicrocontrollersDokument4 SeitenEmulation of Automotive Communication Protocol Single Edge Nibble Transmission (SENT) Using Aurix Family of MicrocontrollersseventhsensegroupNoch keine Bewertungen
- Automotive Safety Integrity Level A Complete Guide - 2020 EditionVon EverandAutomotive Safety Integrity Level A Complete Guide - 2020 EditionNoch keine Bewertungen
- Plug-In HEV Vehicle Design Options and Expectations: ZEV Technology SymposiumDokument20 SeitenPlug-In HEV Vehicle Design Options and Expectations: ZEV Technology SymposiumJimmyGGNoch keine Bewertungen
- IoT Based Cars A Paradigm Shift in Automobile IndustryDokument4 SeitenIoT Based Cars A Paradigm Shift in Automobile IndustryEditor IJTSRD100% (1)
- GE Corporate Venture EffortsDokument8 SeitenGE Corporate Venture EffortsApolline MorelleNoch keine Bewertungen
- OutlineOf RoadVehicles-EnvironmentalConditionsAndTestingForElectricalAndElectronicEquipmentForDriveSystemOfElectricPropulsionVehicles AndDescriptionOfRelatedProductsDokument8 SeitenOutlineOf RoadVehicles-EnvironmentalConditionsAndTestingForElectricalAndElectronicEquipmentForDriveSystemOfElectricPropulsionVehicles AndDescriptionOfRelatedProductsKRISHNA CHAITANYANoch keine Bewertungen
- Over View On 5 S TechnicDokument14 SeitenOver View On 5 S TechnicSachleen Singh BajwaNoch keine Bewertungen
- Clean Snowmobile Chassis PosterDokument1 SeiteClean Snowmobile Chassis Posterapi-284995772Noch keine Bewertungen
- ARAI oPIP Altair Electric Motor EMC Simulation FINAL PDFDokument98 SeitenARAI oPIP Altair Electric Motor EMC Simulation FINAL PDFvarun sharmaNoch keine Bewertungen
- Automotive Radar - From Its Origins To Future DirectionsDokument8 SeitenAutomotive Radar - From Its Origins To Future Directionsmadhu_g100% (1)
- Evcar Hybrid Supercapacitor PowerDokument7 SeitenEvcar Hybrid Supercapacitor Powermartdot73490Noch keine Bewertungen
- Vda 5733 JB 2022 en Web RZ PDFDokument131 SeitenVda 5733 JB 2022 en Web RZ PDFSoufian BirjaliNoch keine Bewertungen
- CASE 10: Uber: Competitor and Regulator Heat Feeling Synopsis of CaseDokument2 SeitenCASE 10: Uber: Competitor and Regulator Heat Feeling Synopsis of CaseAvid LearnerNoch keine Bewertungen
- MPC Based Yaw and Lateral Stabilisation Via Active Front Steering and Braking PDFDokument19 SeitenMPC Based Yaw and Lateral Stabilisation Via Active Front Steering and Braking PDFKiran KoneNoch keine Bewertungen
- Trends in Electric PropulsionDokument3 SeitenTrends in Electric PropulsionggpalomiNoch keine Bewertungen
- Design and Implementation of Data Scrambler & Descrambler System Using VHDLDokument6 SeitenDesign and Implementation of Data Scrambler & Descrambler System Using VHDLEditor IJRITCC100% (1)
- Introduction To Web Browser InternalsDokument5 SeitenIntroduction To Web Browser InternalsdronregmiNoch keine Bewertungen
- Modelingwith Sys MLTutorialDokument148 SeitenModelingwith Sys MLTutorialradup2100% (1)
- New Trends and Recent Developments in Automotive Engineering PDFDokument13 SeitenNew Trends and Recent Developments in Automotive Engineering PDFRohinton PaulNoch keine Bewertungen
- Bosch Fuel LubricityDokument4 SeitenBosch Fuel LubricityvictorpoedeNoch keine Bewertungen
- EVNDokument180 SeitenEVNMíša SteklNoch keine Bewertungen
- Research Repot On A123 Battery ModelingDokument30 SeitenResearch Repot On A123 Battery ModelingM VetriselviNoch keine Bewertungen
- Design and Analysis of Four Wheel Drive Electric VehicleDokument7 SeitenDesign and Analysis of Four Wheel Drive Electric VehicleIJRASETPublicationsNoch keine Bewertungen
- Web-Based Geometric Dimensioning and Tolerancing (GD&T) Training From James D. MeadowsDokument2 SeitenWeb-Based Geometric Dimensioning and Tolerancing (GD&T) Training From James D. MeadowsJames D. Meadows & Associates, Inc.Noch keine Bewertungen
- Part 1-Introduction Manufacturing - # 1Dokument53 SeitenPart 1-Introduction Manufacturing - # 1mohan ladiNoch keine Bewertungen
- Enclosure Design Bud - Handbook PDFDokument28 SeitenEnclosure Design Bud - Handbook PDFRajesh Sivasankaran100% (1)
- Automotive Welding Technician Level3Dokument38 SeitenAutomotive Welding Technician Level3BalvinderNoch keine Bewertungen
- Using Simulink in Engine Model PDFDokument77 SeitenUsing Simulink in Engine Model PDFVo Quoc DatNoch keine Bewertungen
- Unit 6 - Vehicle Component TestingDokument38 SeitenUnit 6 - Vehicle Component TestingAshish RejikumarNoch keine Bewertungen
- Autosar Brochure enDokument4 SeitenAutosar Brochure enMiha_BucurestiNoch keine Bewertungen
- Engineering Project Management CourseDokument3 SeitenEngineering Project Management CourseMihai NanuNoch keine Bewertungen
- ANSYS LAB Manual PDFDokument98 SeitenANSYS LAB Manual PDFVem Baiyan CNoch keine Bewertungen
- Fabrication and Assembly of Electric Formula One CarDokument6 SeitenFabrication and Assembly of Electric Formula One CarIJRASETPublicationsNoch keine Bewertungen
- Use-Case #1: Intelligent Charging ExperienceDokument3 SeitenUse-Case #1: Intelligent Charging ExperienceGYU JUNG KIMNoch keine Bewertungen
- Advance Automotive SyllabusDokument2 SeitenAdvance Automotive SyllabusAditya DeshpandeNoch keine Bewertungen
- Sae J2289-2008Dokument14 SeitenSae J2289-2008Andris ZaharovNoch keine Bewertungen
- REE SPAC Presentation 2021Dokument41 SeitenREE SPAC Presentation 2021Ramon Ramirez TijerinaNoch keine Bewertungen
- Emergency Response Guide-ToyotaDokument143 SeitenEmergency Response Guide-Toyota2791957100% (1)
- The Future Powertrain Portfolio C 2023 Porsche Consulting 0Dokument26 SeitenThe Future Powertrain Portfolio C 2023 Porsche Consulting 0popov213Noch keine Bewertungen
- Fire in VehiclesDokument328 SeitenFire in Vehiclesgurkan arif yalcinkayaNoch keine Bewertungen
- Electric Vehicle: By-Siddhesh Powar KIT'S College, KolhapurDokument17 SeitenElectric Vehicle: By-Siddhesh Powar KIT'S College, KolhapurkarthikerukullaNoch keine Bewertungen
- By Authority of Legally Binding Document: The United States of AmericaDokument62 SeitenBy Authority of Legally Binding Document: The United States of AmericaMatteo PoggialiNoch keine Bewertungen
- Jesd51 12Dokument24 SeitenJesd51 12liuxc111Noch keine Bewertungen
- 2008 BevanphdDokument194 Seiten2008 Bevanphdrajm100% (1)
- Pravega Racing Sponsorship ProposalDokument16 SeitenPravega Racing Sponsorship ProposalMohit AgarwalNoch keine Bewertungen
- NVH Aspects of Electric Drive Unit Development and Vehicle IntegrationDokument53 SeitenNVH Aspects of Electric Drive Unit Development and Vehicle IntegrationProvocateur SamaraNoch keine Bewertungen
- B3 G1 AimlDokument27 SeitenB3 G1 Aimldihosid99100% (1)
- Integrated Vehicle Thermal Management - Combining Fluid Loops in Electric Drive VehiclesDokument32 SeitenIntegrated Vehicle Thermal Management - Combining Fluid Loops in Electric Drive VehiclesAiman NasirNoch keine Bewertungen
- 101 Ways Extract Modal Parameters Which Is One Me PDFDokument13 Seiten101 Ways Extract Modal Parameters Which Is One Me PDFValentino de GeorgeNoch keine Bewertungen
- Developing Battery Management Systems Using SimulinkDokument51 SeitenDeveloping Battery Management Systems Using Simulinktejas dhanagareNoch keine Bewertungen
- 458490main TRL DefinitionsDokument1 Seite458490main TRL DefinitionsWoofyNoch keine Bewertungen
- What Is MatlabDokument5 SeitenWhat Is Matlabyash143565Noch keine Bewertungen
- Why Elon Musk Is A Better Marketer Than Steve JobsDokument7 SeitenWhy Elon Musk Is A Better Marketer Than Steve JobsTinNoch keine Bewertungen
- Research Paper On AI in DrivingDokument9 SeitenResearch Paper On AI in DrivingIJRASETPublicationsNoch keine Bewertungen
- IEC Certification Kit: Simulink Test ™ Conformance Demonstration TemplateDokument16 SeitenIEC Certification Kit: Simulink Test ™ Conformance Demonstration TemplateJanos KovacsNoch keine Bewertungen
- MISRA C-Some Key Rules To Make Embedded Systems Safer PDFDokument3 SeitenMISRA C-Some Key Rules To Make Embedded Systems Safer PDFLeiser HartbeckNoch keine Bewertungen
- CV Resume NaderJSA En03 PDFDokument3 SeitenCV Resume NaderJSA En03 PDFazitaggNoch keine Bewertungen
- 2014 Ford F550 Super DutyDokument15 Seiten2014 Ford F550 Super DutysilicomNoch keine Bewertungen
- Installation Instructions 2005-2012 1/2 Ford Superduty Steering Knuckles 2012 1/2 and Up Ford Superduty Steering KnucklesDokument1 SeiteInstallation Instructions 2005-2012 1/2 Ford Superduty Steering Knuckles 2012 1/2 and Up Ford Superduty Steering Knucklesdima65Noch keine Bewertungen
- SW Perf CatalogDokument44 SeitenSW Perf CatalogJR RamonNoch keine Bewertungen
- Ford RV & Trailer Towing Guide: Equipment Weights Technology CapabilityDokument43 SeitenFord RV & Trailer Towing Guide: Equipment Weights Technology CapabilitySorcerer NANoch keine Bewertungen
- Catalogo para Bendix PDFDokument24 SeitenCatalogo para Bendix PDFCarlos Suazo0% (1)
- 6 0 Powerstroke Service Manual PDFDokument4 Seiten6 0 Powerstroke Service Manual PDFMARIO CONTRERAS25% (4)
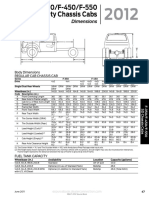
- Dimensions: Body Dimensions Regular Cab Chassis CabDokument32 SeitenDimensions: Body Dimensions Regular Cab Chassis CabZeckNoch keine Bewertungen
- RBA Catalog Edmonton Ab Oct 25 2022 en USDokument1.007 SeitenRBA Catalog Edmonton Ab Oct 25 2022 en USSAJIDNoch keine Bewertungen
- 2017 RV Trailer Towing GuideDokument39 Seiten2017 RV Trailer Towing GuidePron GoesNoch keine Bewertungen
- Catalogo Rancho EstabilizadorDokument16 SeitenCatalogo Rancho EstabilizadorErnesto ArcosNoch keine Bewertungen
- Lista Nueva de Vehiculos - Lista Nueva Actualizada PDFDokument4 SeitenLista Nueva de Vehiculos - Lista Nueva Actualizada PDFAndres De SachunNoch keine Bewertungen
- Ford Super Duty f250 550 Booklet PDFDokument28 SeitenFord Super Duty f250 550 Booklet PDFalejandro sanchezNoch keine Bewertungen
- Listas de After MarketDokument64 SeitenListas de After MarketYubiriArmasRojasNoch keine Bewertungen
- Plumbing - HVAC August 2010Dokument48 SeitenPlumbing - HVAC August 2010aurelian177100% (1)
- February 2014Dokument13 SeitenFebruary 2014Pumper TraderNoch keine Bewertungen
- Ford Super Duty Brochure 2020Dokument27 SeitenFord Super Duty Brochure 2020Juan R GuzmanNoch keine Bewertungen
- 2009-08-18Dokument24 Seiten2009-08-18CoolerAdsNoch keine Bewertungen
- F250 BrochureDokument41 SeitenF250 Brochuremusgrave762Noch keine Bewertungen
- RadioDokument11 SeitenRadioDavid PerezNoch keine Bewertungen
- 2015 RV & Trailer Towing Guide. (Trailer Towing Selector)Dokument7 Seiten2015 RV & Trailer Towing Guide. (Trailer Towing Selector)LEDOMNoch keine Bewertungen
- Diagramas Eléctricos FORD F 250 4WD SUPER DUTY V8-6.7 DSL TURBO 2013Dokument96 SeitenDiagramas Eléctricos FORD F 250 4WD SUPER DUTY V8-6.7 DSL TURBO 2013Alexis Muñoz Gomez100% (1)
- 2007 Super Duty F-Series Incomplete Vehicle ManualDokument32 Seiten2007 Super Duty F-Series Incomplete Vehicle ManualMilton HernandezNoch keine Bewertungen
- Equivalentes Luk, Perfection, Sach Valeo - ClutchDokument7 SeitenEquivalentes Luk, Perfection, Sach Valeo - Clutchwdany100% (1)
- Bluebird Cooling SystemDokument66 SeitenBluebird Cooling SystemJuan Acosta100% (1)
- Engine Technology International - January 2020Dokument84 SeitenEngine Technology International - January 2020Dani SaefudinNoch keine Bewertungen
- Winner Disponible 25052022Dokument13 SeitenWinner Disponible 25052022leonar eduardo montoya pinedaNoch keine Bewertungen
- Ford 2010 VIN GuideDokument2 SeitenFord 2010 VIN Guidejkj_13874Noch keine Bewertungen
- 1st Quarter 2023Dokument53 Seiten1st Quarter 2023Eric StovallNoch keine Bewertungen
- Automatic TransaxleTransmission - TorqShift®Dokument466 SeitenAutomatic TransaxleTransmission - TorqShift®autoscanningNoch keine Bewertungen
- Phoenix USA, Inc. 2013 CatalogDokument25 SeitenPhoenix USA, Inc. 2013 CatalogLeigh Ann Proffitt NethertonNoch keine Bewertungen
- Summary: $100M Leads: How to Get Strangers to Want to Buy Your Stuff by Alex Hormozi: Key Takeaways, Summary & Analysis IncludedVon EverandSummary: $100M Leads: How to Get Strangers to Want to Buy Your Stuff by Alex Hormozi: Key Takeaways, Summary & Analysis IncludedBewertung: 3 von 5 Sternen3/5 (6)
- Fascinate: How to Make Your Brand Impossible to ResistVon EverandFascinate: How to Make Your Brand Impossible to ResistBewertung: 5 von 5 Sternen5/5 (1)
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoVon Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoBewertung: 5 von 5 Sternen5/5 (25)
- Yes!: 50 Scientifically Proven Ways to Be PersuasiveVon EverandYes!: 50 Scientifically Proven Ways to Be PersuasiveBewertung: 4 von 5 Sternen4/5 (154)
- Jab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldVon EverandJab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldBewertung: 4.5 von 5 Sternen4.5/5 (18)
- The Catalyst: How to Change Anyone's MindVon EverandThe Catalyst: How to Change Anyone's MindBewertung: 4.5 von 5 Sternen4.5/5 (276)
- $100M Leads: How to Get Strangers to Want to Buy Your StuffVon Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffBewertung: 5 von 5 Sternen5/5 (19)
- Understanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationVon EverandUnderstanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationBewertung: 4 von 5 Sternen4/5 (22)
- Obviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItVon EverandObviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItBewertung: 4.5 von 5 Sternen4.5/5 (152)
- Brand Identity Breakthrough: How to Craft Your Company's Unique Story to Make Your Products IrresistibleVon EverandBrand Identity Breakthrough: How to Craft Your Company's Unique Story to Make Your Products IrresistibleBewertung: 4.5 von 5 Sternen4.5/5 (48)
- How to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorVon EverandHow to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorBewertung: 4.5 von 5 Sternen4.5/5 (33)
- Dealers of Lightning: Xerox PARC and the Dawn of the Computer AgeVon EverandDealers of Lightning: Xerox PARC and the Dawn of the Computer AgeBewertung: 4 von 5 Sternen4/5 (88)
- Summary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedVon EverandSummary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedBewertung: 5 von 5 Sternen5/5 (2)
- Storytelling: A Guide on How to Tell a Story with Storytelling Techniques and Storytelling SecretsVon EverandStorytelling: A Guide on How to Tell a Story with Storytelling Techniques and Storytelling SecretsBewertung: 4.5 von 5 Sternen4.5/5 (72)
- Summary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisVon EverandSummary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisBewertung: 5 von 5 Sternen5/5 (10)
- Summary: Influence: The Psychology of Persuasion by Robert B. Cialdini Ph.D.: Key Takeaways, Summary & AnalysisVon EverandSummary: Influence: The Psychology of Persuasion by Robert B. Cialdini Ph.D.: Key Takeaways, Summary & AnalysisBewertung: 5 von 5 Sternen5/5 (4)
- Scientific Advertising: "Master of Effective Advertising"Von EverandScientific Advertising: "Master of Effective Advertising"Bewertung: 4.5 von 5 Sternen4.5/5 (164)
- Invisible Influence: The Hidden Forces that Shape BehaviorVon EverandInvisible Influence: The Hidden Forces that Shape BehaviorBewertung: 4.5 von 5 Sternen4.5/5 (131)
- Pre-Suasion: Channeling Attention for ChangeVon EverandPre-Suasion: Channeling Attention for ChangeBewertung: 4.5 von 5 Sternen4.5/5 (278)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessVon EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNoch keine Bewertungen
- Summary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedVon EverandSummary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedBewertung: 4.5 von 5 Sternen4.5/5 (6)
- The Culture Code: An Ingenious Way to Understand Why People Around the World Live and Buy As They DoVon EverandThe Culture Code: An Ingenious Way to Understand Why People Around the World Live and Buy As They DoBewertung: 4.5 von 5 Sternen4.5/5 (28)
- Visibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessVon EverandVisibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessBewertung: 4.5 von 5 Sternen4.5/5 (7)
- Summary: The Intelligent Investor: The Definitive Book on Value Investing by Benjamin Graham: Key Takeaways, Summary & AnalysisVon EverandSummary: The Intelligent Investor: The Definitive Book on Value Investing by Benjamin Graham: Key Takeaways, Summary & AnalysisBewertung: 4 von 5 Sternen4/5 (4)
- 100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziVon Everand100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziNoch keine Bewertungen
- Ca$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneVon EverandCa$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneBewertung: 5 von 5 Sternen5/5 (114)
- The Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetVon EverandThe Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetNoch keine Bewertungen
- The Power of Experiments: Decision-Making in a Data Driven WorldVon EverandThe Power of Experiments: Decision-Making in a Data Driven WorldNoch keine Bewertungen