Das könnte Ihnen auch gefallen
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Von EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNoch keine Bewertungen
- 1515-50-S002 Specification For Plant PipeDokument7 Seiten1515-50-S002 Specification For Plant PipeEr PrasannaNoch keine Bewertungen
- Problematic Processes For Hot TappingDokument2 SeitenProblematic Processes For Hot Tapping최승원Noch keine Bewertungen
- Ancor Flanges Asme Viii PDFDokument3 SeitenAncor Flanges Asme Viii PDFLizbeth Fiallos AvilaNoch keine Bewertungen
- H1M0011503-CO4D3-MD16012 - Rev 2 PIPINGDokument100 SeitenH1M0011503-CO4D3-MD16012 - Rev 2 PIPINGhoke-14Noch keine Bewertungen
- Samson Valve Specification: Process DataDokument49 SeitenSamson Valve Specification: Process DataMuhammed TamerNoch keine Bewertungen
- Petroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputDokument5 SeitenPetroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputAbhijeetNoch keine Bewertungen
- Is 600 MM Sufficient To Keep BDV FunctionalDokument0 SeitenIs 600 MM Sufficient To Keep BDV Functionalsachin2010Noch keine Bewertungen
- Jacketed PipingDokument4 SeitenJacketed Pipingbinukumar100Noch keine Bewertungen
- Data Sheet For Barred Tee 010719 PDFDokument1 SeiteData Sheet For Barred Tee 010719 PDFkandraNoch keine Bewertungen
- Drain Philosophy Rev BDokument26 SeitenDrain Philosophy Rev BAnonymous nxWj29Noch keine Bewertungen
- SPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureDokument1 SeiteSPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureAris KancilNoch keine Bewertungen
- RPS MMR Piping ClassDokument42 SeitenRPS MMR Piping ClassKathia Espinoza RojasNoch keine Bewertungen
- Cast - Basket Strainers - 2nd EditionDokument27 SeitenCast - Basket Strainers - 2nd EditionmartinnovelNoch keine Bewertungen
- Appendix E1 Ages SP 09 002Dokument13 SeitenAppendix E1 Ages SP 09 002SandeepNBabuNoch keine Bewertungen
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDokument1 SeiteDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNoch keine Bewertungen
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Dokument9 SeitenGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNoch keine Bewertungen
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesDokument7 SeitenFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesRebekah SchmidtNoch keine Bewertungen
- Hot Tap Daily Welding Report 1Dokument1 SeiteHot Tap Daily Welding Report 1Jamal BakhtNoch keine Bewertungen
- Sample Hot Tap Construction Schedule PDFDokument1 SeiteSample Hot Tap Construction Schedule PDFrajkamal eshwarNoch keine Bewertungen
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDokument23 Seiten4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesMahmoud samahaNoch keine Bewertungen
- Ex ProtectionDokument44 SeitenEx ProtectionAnil MarkaleNoch keine Bewertungen
- MC-001-DS-M-002-120 DS For Condensate Separator Rev ADokument4 SeitenMC-001-DS-M-002-120 DS For Condensate Separator Rev AHeldiyan RamdhanNoch keine Bewertungen
- The Feasibility of Transporting Hydrogen in Existing PipelinesDokument9 SeitenThe Feasibility of Transporting Hydrogen in Existing PipelinesomiitgNoch keine Bewertungen
- Tower-Process-Data-Sheet - Ex (Version 1)Dokument1 SeiteTower-Process-Data-Sheet - Ex (Version 1)Abraham Burgos CelisNoch keine Bewertungen
- 76-031 - 2012 Branch FittingsDokument10 Seiten76-031 - 2012 Branch FittingspradeepNoch keine Bewertungen
- HSV86 PDFDokument48 SeitenHSV86 PDFMohamed El MaadawyNoch keine Bewertungen
- API 610 Check CaesarDokument22 SeitenAPI 610 Check CaesarSeptian FirdausNoch keine Bewertungen
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDokument44 SeitenBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- BechtBlogNuclear 2-13-17 Repairs ASME XI and PCC-2 George AntakiDokument7 SeitenBechtBlogNuclear 2-13-17 Repairs ASME XI and PCC-2 George AntakiStephen XuNoch keine Bewertungen
- 2 PN40 (WCB)Dokument2 Seiten2 PN40 (WCB)siddhesh_guessNoch keine Bewertungen
- Quick Opening ClosuresDokument4 SeitenQuick Opening ClosuresJuan CarvajalNoch keine Bewertungen
- 5 3 17Dokument14 Seiten5 3 17Raymond de WeeverNoch keine Bewertungen
- High Pressure Flange Design 236313199Dokument133 SeitenHigh Pressure Flange Design 236313199Karthikeyan VisvakNoch keine Bewertungen
- Estudo de Caso - Asme 2398Dokument6 SeitenEstudo de Caso - Asme 2398biancogallazziNoch keine Bewertungen
- Indirect Heater - SchlumbergerDokument31 SeitenIndirect Heater - SchlumbergerMarwenNoch keine Bewertungen
- Safety Valve Technical DetailsDokument5 SeitenSafety Valve Technical DetailsvineethvskkdNoch keine Bewertungen
- Diaphragm Elimination Using Taper-Lok - NPRADokument11 SeitenDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditNoch keine Bewertungen
- Equivalent PressureDokument1 SeiteEquivalent PressureSarfaraz KhanNoch keine Bewertungen
- Thermal BowingDokument8 SeitenThermal BowingA. VenugopalNoch keine Bewertungen
- Hot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)Dokument2 SeitenHot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)aqisNoch keine Bewertungen
- Toyo Stress NotesDokument63 SeitenToyo Stress NotesDhakshina KNoch keine Bewertungen
- Checklist GD BandlockDokument3 SeitenChecklist GD BandlockdeogmozyxNoch keine Bewertungen
- CCUG P91 Fabrication Guidelines Dave Buzza-1Dokument22 SeitenCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNoch keine Bewertungen
- Standard Specification 3-26-2: 1. GeneralDokument2 SeitenStandard Specification 3-26-2: 1. Generalhlagos123Noch keine Bewertungen
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Dokument17 SeitenInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNoch keine Bewertungen
- Mechanical Engineering Training Calendar 2015Dokument4 SeitenMechanical Engineering Training Calendar 2015dharwinNoch keine Bewertungen
- Static Vacuum Insulated Cryogenic Vessels Operation and InspectionDokument45 SeitenStatic Vacuum Insulated Cryogenic Vessels Operation and InspectionFilipNoch keine Bewertungen
- Dike Wall Height Calculation Sheet (For SYMMETRICAL TANKS)Dokument7 SeitenDike Wall Height Calculation Sheet (For SYMMETRICAL TANKS)Saqib LaeeqNoch keine Bewertungen
- Materials System SpecificationDokument15 SeitenMaterials System SpecificationAwais CheemaNoch keine Bewertungen
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Dokument19 SeitenTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNoch keine Bewertungen
- FEA On ThermowellDokument4 SeitenFEA On Thermowellvaisakp777Noch keine Bewertungen
- ES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Dokument10 SeitenES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Nikki RobertsNoch keine Bewertungen
- FRP Flange DesignDokument29 SeitenFRP Flange DesignSubhadip RoyNoch keine Bewertungen
- Caesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFDokument4 SeitenCaesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFSharun SureshNoch keine Bewertungen
- Mueller Strainer Manual (Ms 185ss 186ss)Dokument2 SeitenMueller Strainer Manual (Ms 185ss 186ss)Jack YangNoch keine Bewertungen
- Maximum Allowable Stress: Mechanical Design of Pressure VesselsDokument17 SeitenMaximum Allowable Stress: Mechanical Design of Pressure Vesselsfauzi100% (1)
- PFI ES 24 Pipe Bending and TollerancesDokument12 SeitenPFI ES 24 Pipe Bending and TollerancesArcadio DuranNoch keine Bewertungen
- Thermowell Calculation Guide V1.3Dokument19 SeitenThermowell Calculation Guide V1.3AymanelorbanyNoch keine Bewertungen
- Hot TappingDokument21 SeitenHot TappingnayakyaNoch keine Bewertungen
- FDCDokument2 SeitenFDCklmNoch keine Bewertungen
- BelawanDokument1 SeiteBelawangfgfNoch keine Bewertungen
- The Methods of Textile ChemistryDokument206 SeitenThe Methods of Textile ChemistrygfgfNoch keine Bewertungen
- 3D Quicktools Limited Training Manual: 3dquickmoldDokument160 Seiten3D Quicktools Limited Training Manual: 3dquickmoldSyed Nusrat Ali SamnaniNoch keine Bewertungen
- Tri Grip MQP Final Draft PDFDokument60 SeitenTri Grip MQP Final Draft PDFfgfNoch keine Bewertungen
- 555 Timer Go-No Go Tester 555, 741, PLL, Capacitors, Resistors, Tutorials With Examples PDFDokument43 Seiten555 Timer Go-No Go Tester 555, 741, PLL, Capacitors, Resistors, Tutorials With Examples PDFgfgfNoch keine Bewertungen
- Dupli-Carver Owner-Operator Manual PDFDokument18 SeitenDupli-Carver Owner-Operator Manual PDFgfgf50% (2)
- ©2008 Infinite Skills, Inc.: Terms & Conditions of UseDokument3 Seiten©2008 Infinite Skills, Inc.: Terms & Conditions of Usekaran976Noch keine Bewertungen
- Dupli Carver Owner Operator ManualDokument11 SeitenDupli Carver Owner Operator ManualgfgfNoch keine Bewertungen
- CertificateDokument1 SeiteCertificategfgfNoch keine Bewertungen
- IPMS Access Role Guidelines PDFDokument1 SeiteIPMS Access Role Guidelines PDFgfgfNoch keine Bewertungen
- KBR Standard Project: Ipms Chains GeneralDokument8 SeitenKBR Standard Project: Ipms Chains GeneralgfgfNoch keine Bewertungen
- ID-Spec L 3.1 Guided Tour enDokument24 SeitenID-Spec L 3.1 Guided Tour engfgfNoch keine Bewertungen
- Cost Codes IPMS Tracking IPMS Document Management Environmental Work DescriptionsDokument1 SeiteCost Codes IPMS Tracking IPMS Document Management Environmental Work DescriptionsghhNoch keine Bewertungen
- KBR Standard Project: Ipms Chains EnvironmentalDokument3 SeitenKBR Standard Project: Ipms Chains EnvironmentalgfgfNoch keine Bewertungen
- Atlas Access Standalone Database Version 3.0 Admin Manual Revision 1.2Dokument72 SeitenAtlas Access Standalone Database Version 3.0 Admin Manual Revision 1.2gfgfNoch keine Bewertungen
- KBR Standard Project: Ipms Chains ExchangersDokument4 SeitenKBR Standard Project: Ipms Chains ExchangersgfgfNoch keine Bewertungen
- KBR Standard Project: Ipms Chains Office/Chief EngineerDokument2 SeitenKBR Standard Project: Ipms Chains Office/Chief EngineergfgfNoch keine Bewertungen
- KBR Standard Project: Ipms Chains Vessel MechanicalDokument4 SeitenKBR Standard Project: Ipms Chains Vessel MechanicalghhNoch keine Bewertungen
- KBR Standard Project: Ipms Chains ElectricalDokument10 SeitenKBR Standard Project: Ipms Chains ElectricalgfgfNoch keine Bewertungen
- Cost Codes IPMS Tracking IPMS Document ManagementDokument1 SeiteCost Codes IPMS Tracking IPMS Document ManagementgfgfNoch keine Bewertungen
- KBR Standard Project: Ipms Chains EnvironmentalDokument3 SeitenKBR Standard Project: Ipms Chains EnvironmentalgfgfNoch keine Bewertungen
- SchedulingDokument9 SeitenSchedulinggfgfNoch keine Bewertungen
- Overview of KBR'S Front End Loading (Fel) Work Process: Kellogg Brown & Root, IncDokument21 SeitenOverview of KBR'S Front End Loading (Fel) Work Process: Kellogg Brown & Root, IncgfgfNoch keine Bewertungen
- Itp-Shop Fabricated PipingDokument10 SeitenItp-Shop Fabricated PipingklmNoch keine Bewertungen
- 3 10 Library MilestonesDokument13 Seiten3 10 Library MilestoneskamlNoch keine Bewertungen
- Po 100 A D e 2 .Dokument12 SeitenPo 100 A D e 2 .gfgfNoch keine Bewertungen
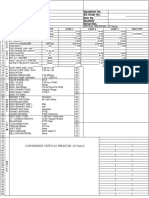
- Confidential Job No. 0000: Project Financial Status Report - 1St Quarter 2000 Summary Project Financial Status ReportDokument1 SeiteConfidential Job No. 0000: Project Financial Status Report - 1St Quarter 2000 Summary Project Financial Status ReportgfgfNoch keine Bewertungen
- Gas Turbine Operation & Maintenance CourseDokument100 SeitenGas Turbine Operation & Maintenance Coursewaheed2286100% (2)
- In Internal Combustion Engines, Exhaust Gas Recirculation (EGR) Is ADokument10 SeitenIn Internal Combustion Engines, Exhaust Gas Recirculation (EGR) Is AraguNoch keine Bewertungen
- UOP Proper Design NHT Combined Feed Exchanger Equipment PaperDokument9 SeitenUOP Proper Design NHT Combined Feed Exchanger Equipment Paperpiolinwalls100% (1)
- Industrial Spark-Ignited Generator Set: Standby Power RatingDokument6 SeitenIndustrial Spark-Ignited Generator Set: Standby Power Ratinganony88Noch keine Bewertungen
- Hazard Classification and Labelling of Petroleum Substances in The European Economic Area - 2012Dokument288 SeitenHazard Classification and Labelling of Petroleum Substances in The European Economic Area - 2012CHRISTOS KALOUDISNoch keine Bewertungen
- 0040 PDFDokument8 Seiten0040 PDFAnonymous 298xlo3uUNoch keine Bewertungen
- Carbon180 - A Review of Global and U.S. Total Available Markets For CarbontechDokument11 SeitenCarbon180 - A Review of Global and U.S. Total Available Markets For CarbontechTito JankowskiNoch keine Bewertungen
- Service Note: Guidance For Cylinder Oil ConsumptionDokument16 SeitenService Note: Guidance For Cylinder Oil ConsumptionNeofytosNoch keine Bewertungen
- Fire Technology and Arson Investigation QuestionnaireDokument4 SeitenFire Technology and Arson Investigation QuestionnaireYour Own Universe PerfumesNoch keine Bewertungen
- Fire CraftDokument28 SeitenFire CraftLooi Kok HuaNoch keine Bewertungen
- TRF OilDokument47 SeitenTRF Oilಶ್ರೀಕಾಂತ್ ತಿಪ್ಪೇರುದ್ರಪ್ಪNoch keine Bewertungen
- Lecture 5 Bio Fuels PDFDokument55 SeitenLecture 5 Bio Fuels PDFArjun MehraNoch keine Bewertungen
- KinemaxDokument2 SeitenKinemaxJoe BloggsNoch keine Bewertungen
- PPTDokument41 SeitenPPTOkta KurniawanNoch keine Bewertungen
- Lube 1090Dokument2 SeitenLube 1090ΠΑΝΑΓΙΩΤΗΣΠΑΝΑΓΟΣNoch keine Bewertungen
- 14D4K3 Fire Fighting System Process Description (System01)Dokument12 Seiten14D4K3 Fire Fighting System Process Description (System01)Ratna LailiaNoch keine Bewertungen
- Research Study Diesel To BiomassDokument9 SeitenResearch Study Diesel To BiomassDarrel MagnoNoch keine Bewertungen
- About SumedDokument7 SeitenAbout SumedMuhamdA.BadawyNoch keine Bewertungen
- Applications of Solar Energy PDFDokument42 SeitenApplications of Solar Energy PDFpallav guptaNoch keine Bewertungen
- Maintenance Manual SDR-1500Dokument47 SeitenMaintenance Manual SDR-1500Jaipal S. Nagi100% (4)
- Tank Pressure & Vacuum ProtectionDokument4 SeitenTank Pressure & Vacuum ProtectionrodrigoperezsimoneNoch keine Bewertungen
- Revision Notes Class - 8 Science Chapter 5 - Coal and PetroleumDokument4 SeitenRevision Notes Class - 8 Science Chapter 5 - Coal and PetroleumArpit SharmaNoch keine Bewertungen
- SREDA Module 2 Energy Efficiency in Thermal SystemsDokument229 SeitenSREDA Module 2 Energy Efficiency in Thermal SystemstowkirNoch keine Bewertungen
- The Petroleum System-Status of Research and Methods, 1992 PDFDokument108 SeitenThe Petroleum System-Status of Research and Methods, 1992 PDFDaniela GavrilNoch keine Bewertungen
- Hysys Oil ManagerDokument43 SeitenHysys Oil ManagerKarim Kholeif50% (2)
- Man Edc7 c32Dokument12 SeitenMan Edc7 c32Adam92% (13)
- Boiler Presentation GTG 1Dokument85 SeitenBoiler Presentation GTG 1MARIVEL BASANoch keine Bewertungen
- Duhok Polytechnic University: Fractional DistillationDokument7 SeitenDuhok Polytechnic University: Fractional Distillationkamyar farsNoch keine Bewertungen
- Non-Asbestos Gasketing Material: Compressed Fibre Jointing SheetsDokument4 SeitenNon-Asbestos Gasketing Material: Compressed Fibre Jointing SheetsdangomezvNoch keine Bewertungen
- Pertamina FO SpecsDokument3 SeitenPertamina FO Specsqbangka100% (1)
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (6)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (82)
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeVon EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeBewertung: 4.5 von 5 Sternen4.5/5 (99)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreVon EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreBewertung: 4.5 von 5 Sternen4.5/5 (33)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- Packing for Mars: The Curious Science of Life in the VoidVon EverandPacking for Mars: The Curious Science of Life in the VoidBewertung: 4 von 5 Sternen4/5 (1396)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterVon EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterBewertung: 5 von 5 Sternen5/5 (3)
- Four Battlegrounds: Power in the Age of Artificial IntelligenceVon EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceBewertung: 5 von 5 Sternen5/5 (5)
- A Place of My Own: The Architecture of DaydreamsVon EverandA Place of My Own: The Architecture of DaydreamsBewertung: 4 von 5 Sternen4/5 (242)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (122)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen