Das könnte Ihnen auch gefallen
- Mushroom Growers' Handbook 1: Oyster Mushroom CultivationDokument287 SeitenMushroom Growers' Handbook 1: Oyster Mushroom CultivationMilkwood95% (91)
- Rabbi Shneur Zalman of Liadi - Lessons in Tanya Vol-1Dokument474 SeitenRabbi Shneur Zalman of Liadi - Lessons in Tanya Vol-1Exequiel Medina83% (6)
- 13F Internal Audit ChecklistDokument5 Seiten13F Internal Audit ChecklistXiang Liu0% (1)
- Fungiculture (Manual Small Scale)Dokument86 SeitenFungiculture (Manual Small Scale)Dedy Lesmana86% (7)
- Deepa CVDokument3 SeitenDeepa CVDeepa M PNoch keine Bewertungen
- Snowman FormationDokument1 SeiteSnowman FormationKEERTHI INDUSTRIES100% (1)
- Coal Mill SafetyDokument17 SeitenCoal Mill SafetyPaulo VidasNoch keine Bewertungen
- Heat Balance of Kilns and Coolers and Related Topics PDFDokument62 SeitenHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütNoch keine Bewertungen
- Performing A Cement Plant Operations AuditDokument6 SeitenPerforming A Cement Plant Operations AuditJa Phe TiNoch keine Bewertungen
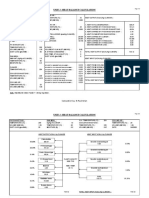
- 3500TPD Cement Plant Heat BalanceDokument2 Seiten3500TPD Cement Plant Heat BalanceIrshad HussainNoch keine Bewertungen
- Water Quality Monitoring ParametersDokument18 SeitenWater Quality Monitoring ParametersEureka Kafui Tamakloe100% (1)
- Thermal Energy Efficiency PresentationDokument20 SeitenThermal Energy Efficiency PresentationBilal El YoussoufiNoch keine Bewertungen
- Grups Cement: Pend - Kimia A Industrial ChemistryDokument39 SeitenGrups Cement: Pend - Kimia A Industrial ChemistryMaya Monica DwianggraeniNoch keine Bewertungen
- Burners Czaplinski 2006Dokument87 SeitenBurners Czaplinski 2006Raghav Sharma100% (1)
- Mod 4Dokument58 SeitenMod 4mkpqNoch keine Bewertungen
- 04 - Combustion and 10 Golden RulesDokument30 Seiten04 - Combustion and 10 Golden RulesAfqan B-vNoch keine Bewertungen
- Cement Quality and GrindingDokument38 SeitenCement Quality and GrindingKimlong Kao100% (1)
- Spawn: Long Method Compost (Unpasteurized) SolanDokument5 SeitenSpawn: Long Method Compost (Unpasteurized) Solantapywa100% (2)
- Spawn: Long Method Compost (Unpasteurized) SolanDokument5 SeitenSpawn: Long Method Compost (Unpasteurized) Solantapywa100% (2)
- VDZ-Onlinecourse 7 3 enDokument20 SeitenVDZ-Onlinecourse 7 3 enAnonymous iI88LtNoch keine Bewertungen
- Calcined ClayDokument4 SeitenCalcined ClaynaikNoch keine Bewertungen
- Difference between ASR and MSO3 ratios for cement clinker productionDokument2 SeitenDifference between ASR and MSO3 ratios for cement clinker productionavisgop100% (2)
- Raw Mix DesignDokument8 SeitenRaw Mix DesignkazamNoch keine Bewertungen
- VDZ-Onlinecourse 4 5 enDokument30 SeitenVDZ-Onlinecourse 4 5 enAnonymous iI88LtNoch keine Bewertungen
- Ash Ring Formation in KilnDokument4 SeitenAsh Ring Formation in KilnSiddharth SinghNoch keine Bewertungen
- Snowman CompositionDokument7 SeitenSnowman CompositionSunil MohanNoch keine Bewertungen
- A Better Kiln CoatingDokument2 SeitenA Better Kiln Coatingamir100% (4)
- Raw Meal To Clinker RatioDokument3 SeitenRaw Meal To Clinker RatiohamedNoch keine Bewertungen
- Alkali CyclesDokument14 SeitenAlkali CyclesElwathig BakhietNoch keine Bewertungen
- Clinker Formation ConceptsDokument28 SeitenClinker Formation ConceptspashaNoch keine Bewertungen
- Kiln AuditDokument13 SeitenKiln AuditAdnan Nawaz100% (2)
- Modelling fate of sulphur and chlorine in rotary lime kilnsDokument10 SeitenModelling fate of sulphur and chlorine in rotary lime kilnsJohn GiannakopoulosNoch keine Bewertungen
- Impact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?Dokument11 SeitenImpact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?awadallaNoch keine Bewertungen
- KC 1.4 CalcinationDokument4 SeitenKC 1.4 CalcinationCarlos HernanNoch keine Bewertungen
- 1,2,6a - Flames and Gas FiringDokument29 Seiten1,2,6a - Flames and Gas FiringMohamed SaadNoch keine Bewertungen
- C Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnDokument3 SeitenC Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnFamiloni LayoNoch keine Bewertungen
- Coating RingsDokument8 SeitenCoating RingsIrshad HussainNoch keine Bewertungen
- Control Cooler Exit Temperature and IKN Grate RestrictionDokument33 SeitenControl Cooler Exit Temperature and IKN Grate Restrictionसागर फुकटNoch keine Bewertungen
- BURNERSDokument14 SeitenBURNERSHemant BirguwanNoch keine Bewertungen
- Calculation of Raw MixDokument35 SeitenCalculation of Raw MixIrshad HussainNoch keine Bewertungen
- The Effect of Coal Ash On Synthesis and Properties of C3SDokument6 SeitenThe Effect of Coal Ash On Synthesis and Properties of C3SNam HuynhNoch keine Bewertungen
- Detailed Study of Burining Problems Caused by Sulphur: Prepared by Suraj Bhaskaran Process EngineerDokument14 SeitenDetailed Study of Burining Problems Caused by Sulphur: Prepared by Suraj Bhaskaran Process Engineerbsuraj100% (2)
- Ghid Coprocesare HolcimDokument135 SeitenGhid Coprocesare HolcimnevedemjoiNoch keine Bewertungen
- 7-Mineral Phases of Portland CementDokument28 Seiten7-Mineral Phases of Portland CementzamriseramikNoch keine Bewertungen
- Grinding Media ConsumptionDokument9 SeitenGrinding Media ConsumptionMuhammadNoch keine Bewertungen
- Burning DashboardDokument3 SeitenBurning DashboardMehmet C100% (1)
- Coating, Rings and BallsDokument8 SeitenCoating, Rings and BallsHazem Diab100% (1)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDokument26 SeitenClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNoch keine Bewertungen
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewDokument224 SeitenImpact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewawfahaddadinNoch keine Bewertungen
- Forms of Alkalies and Their Effect On Clinker FormationDokument11 SeitenForms of Alkalies and Their Effect On Clinker Formationkonstantina139Noch keine Bewertungen
- CSI Guidelines For Co-Processing Fuels and Raw Materials in Cement Manufacturing - v2 PDFDokument36 SeitenCSI Guidelines For Co-Processing Fuels and Raw Materials in Cement Manufacturing - v2 PDFnaldsonNoch keine Bewertungen
- Cement IndustryDokument27 SeitenCement IndustryAhmed Mahmoud100% (1)
- VFTO DocumentationDokument119 SeitenVFTO DocumentationSheri Abhishek ReddyNoch keine Bewertungen
- Properties of Coal Classification and AnalysisDokument7 SeitenProperties of Coal Classification and AnalysisJaco KotzeNoch keine Bewertungen
- Properties of Coal Classification and AnalysisDokument7 SeitenProperties of Coal Classification and AnalysisJaco KotzeNoch keine Bewertungen
- The Effects of Oxygen Enrichment On ClinkerDokument9 SeitenThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Odudimu Certification ScenerioDokument50 SeitenOdudimu Certification Scenerioabosede2012Noch keine Bewertungen
- Maintaining Burning Zone Coating for Maximum Kiln Brick LifeDokument2 SeitenMaintaining Burning Zone Coating for Maximum Kiln Brick LifeJCSNoch keine Bewertungen
- 04 - Combustion and 10 Golden RulesDokument30 Seiten04 - Combustion and 10 Golden RulesAfqan B-vNoch keine Bewertungen
- LIME KILN CHEMISTRYDokument9 SeitenLIME KILN CHEMISTRYFelipe Santos100% (1)
- Atestat EnglezaDokument29 SeitenAtestat EnglezaAdrianaNoch keine Bewertungen
- V2 Materials Technology 2Dokument526 SeitenV2 Materials Technology 2Liya Nur SholihahNoch keine Bewertungen
- Pet Coke Fuel Experience in Rotary KilnDokument7 SeitenPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesVon EverandRotary Kilns: Transport Phenomena and Transport ProcessesBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Transcript: Download Granulometry of ClinkerDokument4 SeitenTranscript: Download Granulometry of ClinkerfaheemqcNoch keine Bewertungen
- Modeling Identification and Control Od Cement KilnDokument1 SeiteModeling Identification and Control Od Cement KilnmiltoncobaNoch keine Bewertungen
- Tips On Kiln OperationDokument1 SeiteTips On Kiln OperationVipan Kumar DograNoch keine Bewertungen
- Kiln Heavy Build Ups Details: Cimenterie Report On Rings Formation in KilnDokument12 SeitenKiln Heavy Build Ups Details: Cimenterie Report On Rings Formation in KilnirfanNoch keine Bewertungen
- Raw Meal Grinding Aids: Improving BurnabilityDokument3 SeitenRaw Meal Grinding Aids: Improving BurnabilityfaheemqcNoch keine Bewertungen
- Burner ComparisonDokument2 SeitenBurner ComparisonIrshad HussainNoch keine Bewertungen
- Understanding Lime Kiln Chemistry to Improve OperationsDokument10 SeitenUnderstanding Lime Kiln Chemistry to Improve OperationsDamme Haulion SidabutarNoch keine Bewertungen
- GEOCHEMISTRYDokument13 SeitenGEOCHEMISTRYAgrim KhatryNoch keine Bewertungen
- Constitution of Nepal 2015 EnglishDokument240 SeitenConstitution of Nepal 2015 Englishtm515Noch keine Bewertungen
- Six StepsDokument17 SeitenSix StepsmaniiiiiiiiNoch keine Bewertungen
- National Transport Policy 2058 PDFDokument16 SeitenNational Transport Policy 2058 PDFAgrim Khatry100% (1)
- Air Quality Monitoring EquipmentDokument10 SeitenAir Quality Monitoring EquipmentAgrim KhatryNoch keine Bewertungen
- Reagents: Rude FibreDokument3 SeitenReagents: Rude FibreAgrim KhatryNoch keine Bewertungen
- Constitution of Nepal 2072Dokument187 SeitenConstitution of Nepal 2072Yogendra RawalNoch keine Bewertungen
- Appendix C1 - New - M-EndoDokument4 SeitenAppendix C1 - New - M-EndoAgrim KhatryNoch keine Bewertungen
- Volume1 PDFDokument95 SeitenVolume1 PDFAgrim KhatryNoch keine Bewertungen
- Watawaranmaitri Sawari Tatha Yatayat Niti 2071 PDFDokument16 SeitenWatawaranmaitri Sawari Tatha Yatayat Niti 2071 PDFAgrim KhatryNoch keine Bewertungen
- Noise Monitoring ReportDokument3 SeitenNoise Monitoring ReportAgrim KhatryNoch keine Bewertungen
- Comparision of Household Air Pollution Emission Between Traditional and Improved Clean StovesDokument4 SeitenComparision of Household Air Pollution Emission Between Traditional and Improved Clean StovesAgrim KhatryNoch keine Bewertungen
- DOC316.53.01224 Ed7 PDFDokument14 SeitenDOC316.53.01224 Ed7 PDFAgrim KhatryNoch keine Bewertungen
- Nepal Constitution 2015 enDokument162 SeitenNepal Constitution 2015 enAshutosh GhimireNoch keine Bewertungen
- BriquettesDokument2 SeitenBriquettesganeshamieNoch keine Bewertungen
- Social FinaleeeDokument19 SeitenSocial FinaleeeAgrim KhatryNoch keine Bewertungen
- Internal Quality Audit TrainingDokument1 SeiteInternal Quality Audit TrainingAgrim KhatryNoch keine Bewertungen
- Bandana GRP PMDokument5 SeitenBandana GRP PMAgrim KhatryNoch keine Bewertungen
- Periodic Table ColorDokument1 SeitePeriodic Table ColorRoberto TanakaNoch keine Bewertungen
- Adaptation Guide Counselling HandbookDokument58 SeitenAdaptation Guide Counselling HandbookAgrim KhatryNoch keine Bewertungen
- Coal Briquetting Technology GuideDokument10 SeitenCoal Briquetting Technology GuideAgrim KhatryNoch keine Bewertungen
- Bangladesh Red Crescent Society First Aid Kit SpecificationDokument1 SeiteBangladesh Red Crescent Society First Aid Kit SpecificationWORLDWIDE TRANSLATIONNoch keine Bewertungen
- Circle, Cube, and CuboidsDokument27 SeitenCircle, Cube, and CuboidsYohanes DhikaNoch keine Bewertungen
- RTL8185 Windows7 FixDokument2 SeitenRTL8185 Windows7 FixJamesHackNoch keine Bewertungen
- Installation and Operating Instructions Gen-Key: Energy DivisionDokument22 SeitenInstallation and Operating Instructions Gen-Key: Energy DivisionAnonymous RcxX0FcNoch keine Bewertungen
- Sujet Dissertation Sciences PolitiquesDokument7 SeitenSujet Dissertation Sciences PolitiquesDoMyPaperSingapore100% (1)
- 1) How Are Lakes Classified in Regards To Trophic Status? 2) What Is Cultural Eutrophication?Dokument31 Seiten1) How Are Lakes Classified in Regards To Trophic Status? 2) What Is Cultural Eutrophication?Enzo TapingNoch keine Bewertungen
- BV14 Butterfly ValveDokument6 SeitenBV14 Butterfly ValveFAIYAZ AHMEDNoch keine Bewertungen
- Material For Werable AntennaDokument4 SeitenMaterial For Werable AntennaMujeeb AbdullahNoch keine Bewertungen
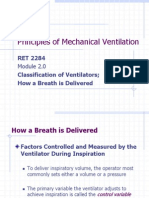
- How Ventilators Deliver BreathsDokument51 SeitenHow Ventilators Deliver BreathsArnaldo SantizoNoch keine Bewertungen
- Right to Personal Liberty and Judicial Process in IndiaDokument636 SeitenRight to Personal Liberty and Judicial Process in IndiaDrDiana PremNoch keine Bewertungen
- Special Functions of Signal ProcessingDokument7 SeitenSpecial Functions of Signal ProcessingSaddat ShamsuddinNoch keine Bewertungen
- Phlebotomy Blood, Micro-OrganismDokument4 SeitenPhlebotomy Blood, Micro-Organismapi-372107867% (3)
- Jurnal Aceh MedikaDokument10 SeitenJurnal Aceh MedikaJessica SiraitNoch keine Bewertungen
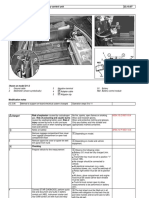
- Checking battery control unitDokument3 SeitenChecking battery control unitjuanNoch keine Bewertungen
- The Biologic Width: - A Concept in Periodontics and Restorative DentistryDokument8 SeitenThe Biologic Width: - A Concept in Periodontics and Restorative DentistryDrKrishna DasNoch keine Bewertungen
- Shakuntala and Other Works, by KåalidåasaDokument255 SeitenShakuntala and Other Works, by KåalidåasaMohamed Sayed AbdelrehimNoch keine Bewertungen
- Galen and The Antonine Plague - Littman (1973)Dokument14 SeitenGalen and The Antonine Plague - Littman (1973)Jörgen Zackborg100% (1)
- IT Department - JdsDokument2 SeitenIT Department - JdsShahid NadeemNoch keine Bewertungen
- Optimize Your Portfolio With Modern TheoriesDokument65 SeitenOptimize Your Portfolio With Modern Theoriesastro9jyotish9asim9mNoch keine Bewertungen
- Indian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grades A and BDokument11 SeitenIndian Standard: Hexagon Head Bolts, Screws and Nuts of Product Grades A and BJignesh TrivediNoch keine Bewertungen
- Trends1 Aio TT2-L2Dokument4 SeitenTrends1 Aio TT2-L2Bart Simpsons FernándezNoch keine Bewertungen
- Mr. Sanjeev Nanda - Devoted Son and GrandsonDokument1 SeiteMr. Sanjeev Nanda - Devoted Son and GrandsonSanjeev NandaNoch keine Bewertungen
- CM105 18to19Dokument30 SeitenCM105 18to19api-3849444100% (2)
- Numerical Methods NotesDokument21 SeitenNumerical Methods Notesdean427Noch keine Bewertungen
- Industrial Training, at DCCPPDokument26 SeitenIndustrial Training, at DCCPPGaganil SharmaNoch keine Bewertungen