Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Stamping Design GuidelineDokument13 SeitenStamping Design GuidelineVikram Borkhediya100% (1)
- DoD Standard for Electronic Component Case OutlinesDokument175 SeitenDoD Standard for Electronic Component Case OutlinesAndersonNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Wire DrawingDokument47 SeitenWire DrawingKamlesh Kumar100% (3)
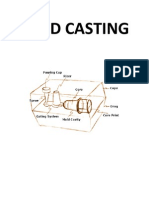
- Sand CastingDokument9 SeitenSand CastingMohamed OmarNoch keine Bewertungen
- Ch5 Tocci PDFDokument102 SeitenCh5 Tocci PDFluenbcNoch keine Bewertungen
- VLSI Design Interview Questions With AnswersDokument27 SeitenVLSI Design Interview Questions With AnswersNitya SiddagangappaNoch keine Bewertungen
- Rodamientos SKFDokument1.380 SeitenRodamientos SKFSebastian Lobos OpitzNoch keine Bewertungen
- White Paper Insights on AI Chip TechnologiesDokument56 SeitenWhite Paper Insights on AI Chip TechnologiesGabriel DonovanNoch keine Bewertungen
- Predictive MaintenanceDokument5 SeitenPredictive MaintenanceMohamed OmarNoch keine Bewertungen
- Sets For Net Zero Energy Buildings: Feedback From 30 Buildings Worldwide. John Wiley & SonsDokument2 SeitenSets For Net Zero Energy Buildings: Feedback From 30 Buildings Worldwide. John Wiley & SonsMohamed OmarNoch keine Bewertungen
- Predictive MaintenanceDokument5 SeitenPredictive MaintenanceMohamed OmarNoch keine Bewertungen
- Predictive MaintenanceDokument5 SeitenPredictive MaintenanceMohamed OmarNoch keine Bewertungen
- Bearing en A012-016Dokument5 SeitenBearing en A012-016vadivelNoch keine Bewertungen
- Cut Hob BoachDokument33 SeitenCut Hob BoachMohamed OmarNoch keine Bewertungen
- CH 06Dokument58 SeitenCH 06pyramid20047344Noch keine Bewertungen
- Welding ProcessesDokument1 SeiteWelding ProcessesMohamed OmarNoch keine Bewertungen
- Friction Measurement: 1.1. Tribometers For Dry or Partially Lubricated Sliding ContactsDokument12 SeitenFriction Measurement: 1.1. Tribometers For Dry or Partially Lubricated Sliding ContactsMohamed OmarNoch keine Bewertungen
- Fundamental of Die Casting Design PDFDokument269 SeitenFundamental of Die Casting Design PDFUmer SharafNoch keine Bewertungen
- Force MeasurementsDokument24 SeitenForce MeasurementsMohamed Omar100% (1)
- Magnetic Abrasive FinishingDokument9 SeitenMagnetic Abrasive FinishingMohamed OmarNoch keine Bewertungen
- Magnetic Abrasive FinishingDokument9 SeitenMagnetic Abrasive FinishingMohamed OmarNoch keine Bewertungen
- Spin CastingDokument17 SeitenSpin CastingMohamed OmarNoch keine Bewertungen
- Strain GaugeDokument8 SeitenStrain GaugeHarilal Remesan0% (1)
- Extrusion 2Dokument22 SeitenExtrusion 2Mohamed Omar100% (1)
- Strain GaugeDokument8 SeitenStrain GaugeHarilal Remesan0% (1)
- Strain GaugeDokument8 SeitenStrain GaugeHarilal Remesan0% (1)
- Shell Mold CastingDokument5 SeitenShell Mold CastingMohamed OmarNoch keine Bewertungen
- SMA Sunbelt - Documents For Solar Development EthiopiaDokument173 SeitenSMA Sunbelt - Documents For Solar Development EthiopiatesemaNoch keine Bewertungen
- Power Transmission Over Long Distances With CablesDokument8 SeitenPower Transmission Over Long Distances With CablesramsesiNoch keine Bewertungen
- Solar Mobile ChargingDokument24 SeitenSolar Mobile ChargingGokul Krishnan75% (8)
- Exam4 - Solutions - S15 (1) .PdfvvipDokument7 SeitenExam4 - Solutions - S15 (1) .PdfvvipSaied Aly SalamahNoch keine Bewertungen
- SPV Array Powered Modified Sheppard-Taylor Converter Fed SRM Drive For Water PumpingDokument7 SeitenSPV Array Powered Modified Sheppard-Taylor Converter Fed SRM Drive For Water Pumpingmsssrinivas1Noch keine Bewertungen
- Sikafume: Concrete AdditiveDokument3 SeitenSikafume: Concrete AdditiveorgaNoch keine Bewertungen
- Ultra Compact High Voltage Power Supplies: SeriesDokument4 SeitenUltra Compact High Voltage Power Supplies: SeriesHari NurcahyadiNoch keine Bewertungen
- Analyze small signal parameters of CC amplifierDokument5 SeitenAnalyze small signal parameters of CC amplifierAafaqIqbalNoch keine Bewertungen
- HCF4068B: 8 Input Nand/And GateDokument8 SeitenHCF4068B: 8 Input Nand/And GateGoodLookingPirateNoch keine Bewertungen
- Elementos ElectrónicosDokument9 SeitenElementos ElectrónicosKratt DeividNoch keine Bewertungen
- 8085 Microprocessor UNIT 4Dokument14 Seiten8085 Microprocessor UNIT 4Er SarbeshNoch keine Bewertungen
- Ds139 Dehnconductor Cui enDokument4 SeitenDs139 Dehnconductor Cui enAziz SofiNoch keine Bewertungen
- Absen Semester II 2020Dokument32 SeitenAbsen Semester II 2020hrd rscshNoch keine Bewertungen
- Delta Ia-Mds VFD Ms300 High Um en 20170306Dokument445 SeitenDelta Ia-Mds VFD Ms300 High Um en 20170306ANKUR TRIPATHINoch keine Bewertungen
- Low Power Nine-Bit Sigma-Delta ADC Design Using TSMC 0.18micron TechnologyDokument5 SeitenLow Power Nine-Bit Sigma-Delta ADC Design Using TSMC 0.18micron Technologyeditor_ijtel100% (1)
- Assignment - 6 SolutionsDokument7 SeitenAssignment - 6 SolutionsGopal Iswarpur Ghosh100% (1)
- Inversor LG Chasis Ml041B: 15V Ilc Ó Inv-Br PIN 12 CN 202Dokument1 SeiteInversor LG Chasis Ml041B: 15V Ilc Ó Inv-Br PIN 12 CN 202Eddier Mauricio Angulo HurtadoNoch keine Bewertungen
- Basic of GrindingDokument19 SeitenBasic of GrindingKaushik SreenivasNoch keine Bewertungen
- RC Timers and Timing CircuitsDokument6 SeitenRC Timers and Timing CircuitsC S Kumar100% (1)
- Inverter SS2 Manual 101Dokument161 SeitenInverter SS2 Manual 101redvalor0% (1)
- MINI PROJECT (2) Phone Wireless ChargingDokument36 SeitenMINI PROJECT (2) Phone Wireless ChargingSamuel Adamu100% (1)
- IC Seminar (Integrated Circuit)Dokument10 SeitenIC Seminar (Integrated Circuit)TB100% (1)
- Philips S42ax Varios Modelos PDFDokument77 SeitenPhilips S42ax Varios Modelos PDFAnonymous H5ggNw7Noch keine Bewertungen
- Liquid Level Sensor UserManual PDFDokument3 SeitenLiquid Level Sensor UserManual PDFRodrigo Ortolá InocentiNoch keine Bewertungen
- LA4278Dokument7 SeitenLA4278aalex28Noch keine Bewertungen