Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Group 2 Financial Brick Case StudyDokument9 SeitenGroup 2 Financial Brick Case StudyMDNoch keine Bewertungen
- Electrical Plan SampleDokument1 SeiteElectrical Plan SampleKit67% (3)
- ThermodynamicsDokument341 SeitenThermodynamicsjonathan2788100% (4)
- Shell and Tube Heat Exchangers (Amendments Supplements To ISO 16812-2007)Dokument72 SeitenShell and Tube Heat Exchangers (Amendments Supplements To ISO 16812-2007)Jacob Philip100% (1)
- Pneumatic Maneuvering SystemDokument65 SeitenPneumatic Maneuvering Systemminhankyaw100% (3)
- Presentation P631+P632+P633+P634Dokument59 SeitenPresentation P631+P632+P633+P634Leister Carneiro TheodoroNoch keine Bewertungen
- Snadi Puresine PDFDokument6 SeitenSnadi Puresine PDFPMV Dept0% (5)
- A Model For Burden Distribution and Gas Flow Distribution ofDokument20 SeitenA Model For Burden Distribution and Gas Flow Distribution ofperulesNoch keine Bewertungen
- Automotive Application Guide 2014 - BR PDFDokument60 SeitenAutomotive Application Guide 2014 - BR PDFbnc1100% (1)
- State of Art Research in AlgaeDokument20 SeitenState of Art Research in AlgaeSambhavNoch keine Bewertungen
- Numerical Simulation of The Flow Streams Behavior in A Self-Regenerative Crucible FurnaceDokument7 SeitenNumerical Simulation of The Flow Streams Behavior in A Self-Regenerative Crucible FurnaceperulesNoch keine Bewertungen
- Numerical Investigation On The Lifetime Decline of Burners in A Wall-Fired Dual-Fuel Utility BoilerDokument37 SeitenNumerical Investigation On The Lifetime Decline of Burners in A Wall-Fired Dual-Fuel Utility BoilerperulesNoch keine Bewertungen
- An Improved ELM Algorithm For The Measurement of Hot Metal Temperature in Blast FurnaceDokument6 SeitenAn Improved ELM Algorithm For The Measurement of Hot Metal Temperature in Blast FurnaceperulesNoch keine Bewertungen
- Numerical Examination of The Effect of Steady Crucible Rotation in Phase Diffusion Growth of SiGeDokument8 SeitenNumerical Examination of The Effect of Steady Crucible Rotation in Phase Diffusion Growth of SiGeperulesNoch keine Bewertungen
- Liu2016 1Dokument18 SeitenLiu2016 1perulesNoch keine Bewertungen
- Experimental and Theoretical Study On The Interaction Between Two Identical Micro-Slot Diffusion FlamesDokument8 SeitenExperimental and Theoretical Study On The Interaction Between Two Identical Micro-Slot Diffusion FlamesperulesNoch keine Bewertungen
- CFD Analysis of NOx Emissions of A Natural Gas Lean Premixed Burner For Heavy Duty Gas TurbineDokument10 SeitenCFD Analysis of NOx Emissions of A Natural Gas Lean Premixed Burner For Heavy Duty Gas TurbineperulesNoch keine Bewertungen
- An Investigation of Air-Swirl Design Criteria For Gas Turbine Combustors Through A Multi-Objective CFD OptimizationDokument16 SeitenAn Investigation of Air-Swirl Design Criteria For Gas Turbine Combustors Through A Multi-Objective CFD Optimizationperules100% (1)
- Application of An Efficient Exponential Wide Band Model For The NaturalDokument35 SeitenApplication of An Efficient Exponential Wide Band Model For The NaturalperulesNoch keine Bewertungen
- Fluid-Dynamic and Numerical Aspects in The Simulation of Direct CNG Injection in Spark-Ignition EnginesDokument19 SeitenFluid-Dynamic and Numerical Aspects in The Simulation of Direct CNG Injection in Spark-Ignition EnginesperulesNoch keine Bewertungen
- Numerical Investigation On The Lifetime Decline of Burners in A Wall-Fired Dual-Fuel Utility BoilerDokument37 SeitenNumerical Investigation On The Lifetime Decline of Burners in A Wall-Fired Dual-Fuel Utility BoilerperulesNoch keine Bewertungen
- CFD Modeling and Control of A Steam Methane Reforming ReactorDokument64 SeitenCFD Modeling and Control of A Steam Methane Reforming ReactorperulesNoch keine Bewertungen
- Evolution of Aluminum Recycling Initiated by The Introduction of Next-Generation Vehicles and Scrap Sorting TechnologyDokument7 SeitenEvolution of Aluminum Recycling Initiated by The Introduction of Next-Generation Vehicles and Scrap Sorting TechnologyperulesNoch keine Bewertungen
- Hydrodynamics and Velocity Measurements in Gas-Liquid Swirling Flows in Cylindrical CyclonesDokument16 SeitenHydrodynamics and Velocity Measurements in Gas-Liquid Swirling Flows in Cylindrical CyclonesperulesNoch keine Bewertungen
- Aluminum ContaminationDokument9 SeitenAluminum ContaminationVijaykumar SharmaNoch keine Bewertungen
- Chemical Engineering Science: Xuegang Li, Luhong Zhang, Yongli Sun, Bin Jiang, Xingang Li, Jun WangDokument11 SeitenChemical Engineering Science: Xuegang Li, Luhong Zhang, Yongli Sun, Bin Jiang, Xingang Li, Jun WangperulesNoch keine Bewertungen
- PirometalurgiaDokument7 SeitenPirometalurgiaperulesNoch keine Bewertungen
- Mathematical Modelling and Parameter Identification of A Stainless Steel Annealing FurnaceDokument25 SeitenMathematical Modelling and Parameter Identification of A Stainless Steel Annealing Furnaceperules100% (1)
- Chemical Engineering Science: Xuegang Li, Luhong Zhang, Yongli Sun, Bin Jiang, Xingang Li, Jun WangDokument11 SeitenChemical Engineering Science: Xuegang Li, Luhong Zhang, Yongli Sun, Bin Jiang, Xingang Li, Jun WangperulesNoch keine Bewertungen
- The Energy Consumption and Carbon Emission of The Integrated SteelDokument8 SeitenThe Energy Consumption and Carbon Emission of The Integrated SteelperulesNoch keine Bewertungen
- Computational Multiphase Flows 2010 Tian 73 88Dokument16 SeitenComputational Multiphase Flows 2010 Tian 73 88perulesNoch keine Bewertungen
- Author's Accepted Manuscript: J.jcrysgro.2013.02.005Dokument29 SeitenAuthor's Accepted Manuscript: J.jcrysgro.2013.02.005perulesNoch keine Bewertungen
- Adaptive Air Distribution in An Ejector Burner For The Utilisation of Methanol-Mixed Fuels PDFDokument10 SeitenAdaptive Air Distribution in An Ejector Burner For The Utilisation of Methanol-Mixed Fuels PDFperulesNoch keine Bewertungen
- Solucionario Geankoplis PDFDokument267 SeitenSolucionario Geankoplis PDFavión90% (102)
- Using A Double-Pass Solar Drier For Jerky DryingDokument7 SeitenUsing A Double-Pass Solar Drier For Jerky DryingperulesNoch keine Bewertungen
- Energetic and Exergetic Aspects of Solar Air Heating (Solar Collector) Systems PDFDokument25 SeitenEnergetic and Exergetic Aspects of Solar Air Heating (Solar Collector) Systems PDFperulesNoch keine Bewertungen
- Ijetae 0213 61Dokument6 SeitenIjetae 0213 61perulesNoch keine Bewertungen
- ISSN 2063-6792 Vol 39 2 2014 Eng 023-032Dokument10 SeitenISSN 2063-6792 Vol 39 2 2014 Eng 023-032perulesNoch keine Bewertungen
- Chemical ThermodynamicsDokument46 SeitenChemical ThermodynamicsHardik0% (1)
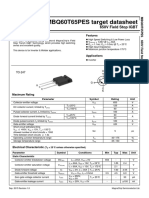
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTDokument1 SeiteMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrNoch keine Bewertungen
- Air Compressor Presentation 1.1Dokument20 SeitenAir Compressor Presentation 1.1ROBERTO FELIX RUEDASNoch keine Bewertungen
- User Manual for Laser Tattoo Removal SystemDokument37 SeitenUser Manual for Laser Tattoo Removal SystemJuan Antonio CamarilloNoch keine Bewertungen
- Load capacity diagrams and features of Linde electric counterbalanced trucksDokument2 SeitenLoad capacity diagrams and features of Linde electric counterbalanced trucksashielanieNoch keine Bewertungen
- 2006, Piela Et Al, JECS, ImpedanceDokument13 Seiten2006, Piela Et Al, JECS, ImpedanceKaustubhNoch keine Bewertungen
- High Voltage Engineering Ref ManualDokument147 SeitenHigh Voltage Engineering Ref Manualzeus009100% (1)
- PanasonicDokument15 SeitenPanasonicMohd HaniffNoch keine Bewertungen
- SKF TIH 030M - 230V SpecificationDokument3 SeitenSKF TIH 030M - 230V SpecificationÇAĞATAY ÇALIŞKANNoch keine Bewertungen
- 436 - 1 - 1 - Sampling of CoalDokument24 Seiten436 - 1 - 1 - Sampling of CoalSudhanshu DashNoch keine Bewertungen
- 2004-01-0403 - Design and Analysis of Fuel Tank Baffles To Reduce The Noise Generated From Fuel Sloshing PDFDokument14 Seiten2004-01-0403 - Design and Analysis of Fuel Tank Baffles To Reduce The Noise Generated From Fuel Sloshing PDFCaio PaimNoch keine Bewertungen
- Chemical Equations & ReactionsDokument78 SeitenChemical Equations & ReactionsDelsie FalculanNoch keine Bewertungen
- Utilization of Lignocellulosic Biomass by Oleaginous Yeast and Bacteria For Production of Biodiesel and Renewable DieselDokument18 SeitenUtilization of Lignocellulosic Biomass by Oleaginous Yeast and Bacteria For Production of Biodiesel and Renewable DieselIkrar AdiNoch keine Bewertungen
- Submissions - MMC Safety Program, MBFHI & Breastfeeding in The Workplace Orientation - Learning CheckDokument1 SeiteSubmissions - MMC Safety Program, MBFHI & Breastfeeding in The Workplace Orientation - Learning CheckAbis JohnNoch keine Bewertungen
- Chapter 6 Current and Voltage Relations On A Transmission LineDokument22 SeitenChapter 6 Current and Voltage Relations On A Transmission LineNaomie2 KoguemNoch keine Bewertungen
- Lecture 2-KCL& KVL Nodal & Mesh Analysis.Dokument55 SeitenLecture 2-KCL& KVL Nodal & Mesh Analysis.Ben MachariaNoch keine Bewertungen
- IR CompressorDokument30 SeitenIR CompressorkingofngayeNoch keine Bewertungen
- 1 716554253262412976 PDFDokument5 Seiten1 716554253262412976 PDFAli YarahmadiNoch keine Bewertungen
- 46 0M 090209pr V Navy FSIV SpecificationDokument32 Seiten46 0M 090209pr V Navy FSIV SpecificationCapitan PetacaNoch keine Bewertungen
- Carter Auto Water Pump Components 072420Dokument2 SeitenCarter Auto Water Pump Components 072420geniusNoch keine Bewertungen
- Exer 2 - PH and BuffersDokument4 SeitenExer 2 - PH and BuffersAsi JenNoch keine Bewertungen