Das könnte Ihnen auch gefallen
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideVon EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNoch keine Bewertungen
- Gmrt2045 Iss 2Dokument25 SeitenGmrt2045 Iss 2bijendrakumar1991Noch keine Bewertungen
- CMMS Best Practices Study - ReliabilitywebDokument49 SeitenCMMS Best Practices Study - Reliabilitywebfrank naranjo100% (1)
- World Class MaintenanceDokument4 SeitenWorld Class MaintenanceyurarizaldiNoch keine Bewertungen
- Failure Analysis of Belt Conveyor SystemsDokument17 SeitenFailure Analysis of Belt Conveyor SystemsGogyNoch keine Bewertungen
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionVon EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNoch keine Bewertungen
- Life Cycle Cost-Estimation Model For Building, Operating, and Maintaining High-Speed Rail SystemsDokument17 SeitenLife Cycle Cost-Estimation Model For Building, Operating, and Maintaining High-Speed Rail SystemsTata OdoyNoch keine Bewertungen
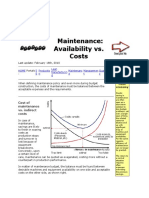
- Availability Vs CostsDokument29 SeitenAvailability Vs CostsEbhamboh Ntui AlfredNoch keine Bewertungen
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Von EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Noch keine Bewertungen
- Reliability Centered Maintenance Rcm A Complete Guide - 2019 EditionVon EverandReliability Centered Maintenance Rcm A Complete Guide - 2019 EditionNoch keine Bewertungen
- Cmms CSDP TrainingDokument44 SeitenCmms CSDP TrainingRudyard ZednanrefNoch keine Bewertungen
- Are You Doing To Much Preventive MaintenanceDokument16 SeitenAre You Doing To Much Preventive Maintenancemello06Noch keine Bewertungen
- UNIT.1: Maintenance, Maintenance Planning, & Maintenance Activity For Machine ToolsDokument51 SeitenUNIT.1: Maintenance, Maintenance Planning, & Maintenance Activity For Machine Toolsjulakanti1Noch keine Bewertungen
- SUBSET-026-3 v340Dokument200 SeitenSUBSET-026-3 v340Gonzalo CNNoch keine Bewertungen
- BS en 15380-5Dokument22 SeitenBS en 15380-5rohita kumar dahNoch keine Bewertungen
- Set-1-Index001-ERA - ERTMS - 003204 v500 Functional Requirements SpecificationDokument98 SeitenSet-1-Index001-ERA - ERTMS - 003204 v500 Functional Requirements SpecificationShauna MooreNoch keine Bewertungen
- CMRP Candidate Guide For Certification and Recertification 4-26-16Dokument39 SeitenCMRP Candidate Guide For Certification and Recertification 4-26-16Miroslav ProdanaNoch keine Bewertungen
- Life Cycle Cost AnalysisDokument32 SeitenLife Cycle Cost Analysisaamritaa100% (1)
- Six Steps To Condition Based Maintenance - GoodDokument3 SeitenSix Steps To Condition Based Maintenance - GoodSelvaraj BalasundramNoch keine Bewertungen
- As IEC 60300.3.3-2005 Dependability Management Application Guide - Life Cycle CostingDokument8 SeitenAs IEC 60300.3.3-2005 Dependability Management Application Guide - Life Cycle CostingSAI Global - APACNoch keine Bewertungen
- Draft Handbook On Integrated Rolling Stock DepotDokument61 SeitenDraft Handbook On Integrated Rolling Stock DepotRavi shankarNoch keine Bewertungen
- Overview of Rolling Stock - SiddharthDokument57 SeitenOverview of Rolling Stock - SiddharthGaurav MullickNoch keine Bewertungen
- Emaint X3 CMMS - GeneralDokument33 SeitenEmaint X3 CMMS - GeneralDon100% (2)
- How To Implement Maintenance Planning & SchedulingDokument18 SeitenHow To Implement Maintenance Planning & SchedulingIrete FemiNoch keine Bewertungen
- FMEA & Reliability Block Diagram For Dishwasher System - 061011Dokument11 SeitenFMEA & Reliability Block Diagram For Dishwasher System - 061011Sha MaNoch keine Bewertungen
- Rolling Stock Technology Lecture1Dokument33 SeitenRolling Stock Technology Lecture1RyanKelinNoch keine Bewertungen
- Life Cycle Cost Perspective in Railway InfrastructureDokument93 SeitenLife Cycle Cost Perspective in Railway InfrastructureSzabolcs Attila Köllő0% (1)
- Iris Guideline 4 - Rams-Lcc 4994enDokument11 SeitenIris Guideline 4 - Rams-Lcc 4994enM. Andri Ludfi Fanani100% (2)
- 12 TPMDokument50 Seiten12 TPMGatut SulianaNoch keine Bewertungen
- Reliability Block DiagramsDokument16 SeitenReliability Block Diagramsteitorxc100% (2)
- 11.0 Failure AnalysisDokument7 Seiten11.0 Failure AnalysisApirat WhannurakNoch keine Bewertungen
- Ebook 9 Steps Reliability ProcessDokument33 SeitenEbook 9 Steps Reliability ProcesstohemaNoch keine Bewertungen
- SD-7586 SMRP 2020 Candidate Handbook v13Dokument52 SeitenSD-7586 SMRP 2020 Candidate Handbook v13Rizwan Bangash100% (1)
- Wagon ManualDokument511 SeitenWagon ManualSusanta Baidya100% (1)
- ERTMSDokument8 SeitenERTMSAnjali DSuzaNoch keine Bewertungen
- Crane Maintenance ProcedureDokument3 SeitenCrane Maintenance ProcedureAravin KumarNoch keine Bewertungen
- Pandrol DFC - Operation & Maintenance ManualDokument20 SeitenPandrol DFC - Operation & Maintenance ManualOon Chee Koon100% (1)
- Go To IndexDokument38 SeitenGo To IndexAMIT KUMARNoch keine Bewertungen
- Hoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NDokument4 SeitenHoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NmaidieeNoch keine Bewertungen
- Volume 1 - Bogie Maintenance ManualDokument276 SeitenVolume 1 - Bogie Maintenance ManualManjunath AithalNoch keine Bewertungen
- Reliability Centred Maintenance Shivajichoudhury DownloadDokument4 SeitenReliability Centred Maintenance Shivajichoudhury DownloadNantha KumarNoch keine Bewertungen
- Total Productive MaintenanceDokument48 SeitenTotal Productive MaintenanceSajid Chaudhary100% (1)
- 1.7 - Rolling Stock - General DefectsDokument168 Seiten1.7 - Rolling Stock - General DefectsChiranjib100% (1)
- CMRP Certification Prep Workshop India - v01 PDFDokument11 SeitenCMRP Certification Prep Workshop India - v01 PDFVIVEK TRIPATHINoch keine Bewertungen
- Automated Metros Atlas General Public 2012Dokument13 SeitenAutomated Metros Atlas General Public 2012mkashkooli_scribdNoch keine Bewertungen
- 01.preventive Maintenance Routine - 24.09.2012Dokument79 Seiten01.preventive Maintenance Routine - 24.09.2012Nurun Nadjihah100% (3)
- Reliability Block DiagramsDokument21 SeitenReliability Block Diagramslingesh1892Noch keine Bewertungen
- Reliability Centered Maintenance - 9 Principles of Modern MaintenanceDokument15 SeitenReliability Centered Maintenance - 9 Principles of Modern Maintenanceroadtoreliability100% (1)
- Trasfor: Rolling StockDokument8 SeitenTrasfor: Rolling Stockyunus emre Kılınç100% (1)
- 05 Efnms SMRP Maintenance and Reliability Indicator Ion ProjectDokument4 Seiten05 Efnms SMRP Maintenance and Reliability Indicator Ion Projectkhh511Noch keine Bewertungen
- Unit V Reliability Apr 06 2020Dokument56 SeitenUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamNoch keine Bewertungen
- Unit2 Performance IndicatorsDokument59 SeitenUnit2 Performance IndicatorsTharisha Lekamge100% (1)
- Maintenance StandardsDokument39 SeitenMaintenance StandardsTAHER AMMARNoch keine Bewertungen
- As IEC 60300.2-2005 Dependability Management Guidance For Dependability Programme ManagementDokument8 SeitenAs IEC 60300.2-2005 Dependability Management Guidance For Dependability Programme ManagementSAI Global - APACNoch keine Bewertungen
- RES Global - Maintenance Planning and SchedulingDokument11 SeitenRES Global - Maintenance Planning and SchedulingMohamedNoch keine Bewertungen
- Weibull Analysis in ExcelDokument2 SeitenWeibull Analysis in ExcelJoaquim ReisNoch keine Bewertungen
- 02 - Heat ExchangersDokument88 Seiten02 - Heat ExchangersDana GuerreroNoch keine Bewertungen
- How To Implement Total Productive MaintenanceDokument44 SeitenHow To Implement Total Productive MaintenanceJoaquim ReisNoch keine Bewertungen
- 4 Steps To VSMDokument12 Seiten4 Steps To VSMJaqui MartinezNoch keine Bewertungen
- Acupuntura Aplicada A Patologias PDFDokument43 SeitenAcupuntura Aplicada A Patologias PDF12ab34cd8969Noch keine Bewertungen
- BP Business Plan Financial Tables Jun14Dokument7 SeitenBP Business Plan Financial Tables Jun14ocalmaviliNoch keine Bewertungen
- Facts Concerning Dust Air PDFDokument18 SeitenFacts Concerning Dust Air PDFJoaquim ReisNoch keine Bewertungen
- UK2121if 10048Dokument2 SeitenUK2121if 10048Joaquim ReisNoch keine Bewertungen
- 5W Lean Maintenance PDFDokument1 Seite5W Lean Maintenance PDFJoaquim ReisNoch keine Bewertungen
- Dust Collection Technical HandbookDokument106 SeitenDust Collection Technical HandbookcassindromeNoch keine Bewertungen
- Belgian Pale Ale PDFDokument1 SeiteBelgian Pale Ale PDFJoaquim ReisNoch keine Bewertungen
- Preview: 30 Shipping Container Homes (120 Page Ebook)Dokument120 SeitenPreview: 30 Shipping Container Homes (120 Page Ebook)ElJay Arem100% (12)
- Facts Concerning Dust Air PDFDokument18 SeitenFacts Concerning Dust Air PDFJoaquim ReisNoch keine Bewertungen
- Dust Collection Technical HandbookDokument106 SeitenDust Collection Technical HandbookcassindromeNoch keine Bewertungen
- 2 Reiki Master SecretsDokument95 Seiten2 Reiki Master SecretsJoão Pereira100% (41)
- Black IPA PDFDokument1 SeiteBlack IPA PDFJoaquim ReisNoch keine Bewertungen
- 2 Reiki Master SecretsDokument95 Seiten2 Reiki Master SecretsJoão Pereira100% (41)
- Reiki Master SecretsDokument96 SeitenReiki Master SecretsJoaquim Reis100% (3)
- Build A Container Home Full PDF Book by Warren ThatcherDokument57 SeitenBuild A Container Home Full PDF Book by Warren Thatcherwilbur_6980% (44)
- How To Build A Shipping Container HouseDokument37 SeitenHow To Build A Shipping Container Housegschiro93% (14)
- Quik House BookletDokument14 SeitenQuik House BookletnextSTL.com100% (1)
- 3Cs Principle Document Lean ModelDokument9 Seiten3Cs Principle Document Lean ModelJoaquim ReisNoch keine Bewertungen
- KTH Conference Stockholm Keynote 21 October 2016 Final Greg WatsonDokument51 SeitenKTH Conference Stockholm Keynote 21 October 2016 Final Greg WatsonJoaquim ReisNoch keine Bewertungen
- Anderson-Darling Normality Test CalculatorDokument6 SeitenAnderson-Darling Normality Test Calculatordelmanto88Noch keine Bewertungen
- AnovaDokument3 SeitenAnovaJoaquim ReisNoch keine Bewertungen
- 2.01 Project Charter TemplateDokument5 Seiten2.01 Project Charter TemplateFrancisco HernandezNoch keine Bewertungen
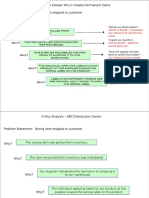
- 5 WhyDokument4 Seiten5 WhyJoaquim ReisNoch keine Bewertungen
- 3.2.3 Template - Project Schedule, V 1.0Dokument6 Seiten3.2.3 Template - Project Schedule, V 1.0k_jyothiNoch keine Bewertungen
- 7 WastesDokument15 Seiten7 WastesJoaquim ReisNoch keine Bewertungen
- Pennsylvania Absentee and Mail-In Ballot Return GuidanceDokument8 SeitenPennsylvania Absentee and Mail-In Ballot Return Guidanceriggsco_933928649Noch keine Bewertungen
- SwotDokument25 SeitenSwotJebin MariadhasonNoch keine Bewertungen
- Annual Review: Mr. Krishna Murty PDokument3 SeitenAnnual Review: Mr. Krishna Murty PHemantSharmaNoch keine Bewertungen
- Prince2® Process Model: Directing A ProjectDokument2 SeitenPrince2® Process Model: Directing A ProjectSam DesuzaNoch keine Bewertungen
- Chapter 5 - Political PartiesDokument37 SeitenChapter 5 - Political PartiesRia AthirahNoch keine Bewertungen
- Strategic Marketing ProcessDokument19 SeitenStrategic Marketing ProcessMaria Gabriela PopaNoch keine Bewertungen
- 25 Essential Lean ToolsDokument3 Seiten25 Essential Lean ToolssansagithNoch keine Bewertungen
- Pmo Setup StrategyDokument13 SeitenPmo Setup Strategynovashine100% (5)
- Cse 422Dokument5 SeitenCse 422Kislay SinghNoch keine Bewertungen
- Chapter 41 - Video Case Study 25Dokument5 SeitenChapter 41 - Video Case Study 25uroojishfaqNoch keine Bewertungen
- Mercer Maximising The Value of Job EvaluationDokument24 SeitenMercer Maximising The Value of Job EvaluationAbhishek Gupta100% (2)
- PR School Bond Issue ResolutionDokument8 SeitenPR School Bond Issue ResolutioninforumdocsNoch keine Bewertungen
- Political Science I AssignmentDokument15 SeitenPolitical Science I Assignmentjeet somaiyaNoch keine Bewertungen
- The Project ChampionDokument3 SeitenThe Project ChampionPrithvi Rao100% (1)
- Director Operations in ST Louis MO Resume John BrockmeierDokument2 SeitenDirector Operations in ST Louis MO Resume John BrockmeierJohnBrockmeierNoch keine Bewertungen
- Chapter Two Company and Marketing StrategyDokument10 SeitenChapter Two Company and Marketing StrategyMatt MNoch keine Bewertungen
- CSAB APO Proposal SNP OPT v8 From OffshoreDokument53 SeitenCSAB APO Proposal SNP OPT v8 From OffshorePositive PauseNoch keine Bewertungen
- About DSWD Fo8Dokument7 SeitenAbout DSWD Fo8Alan Burt Altar100% (1)
- Global Organization DesignDokument19 SeitenGlobal Organization DesignnuccasNoch keine Bewertungen
- Lean Manufacturing in Garment IndustryDokument9 SeitenLean Manufacturing in Garment IndustryMathews PJNoch keine Bewertungen
- HRMDokument38 SeitenHRMAnonymous uHT7dDNoch keine Bewertungen
- P&GDokument24 SeitenP&GMohnish SinghNoch keine Bewertungen
- Project EngineeringDokument160 SeitenProject Engineeringasimozma100% (3)
- COBIT 2019 Exam Preparation Questions and Answers 46 60Dokument5 SeitenCOBIT 2019 Exam Preparation Questions and Answers 46 60djzothka100% (17)
- GRC - Governance, Risk Management, and ComplianceDokument16 SeitenGRC - Governance, Risk Management, and ComplianceBhavesh RathodNoch keine Bewertungen
- 03.list of Political Parties ParticipatedDokument9 Seiten03.list of Political Parties ParticipatedKonark KinaraNoch keine Bewertungen
- 8-Project Management MaturityDokument14 Seiten8-Project Management MaturityHassan ParvezNoch keine Bewertungen
- Sales Operations PlanningDokument28 SeitenSales Operations PlanningHoang PhuNoch keine Bewertungen
- Recall, Initiative, ReferendumDokument14 SeitenRecall, Initiative, ReferendumLalaine Castillo100% (2)
- Nelson Goveas CVDokument4 SeitenNelson Goveas CVNelson GoveasNoch keine Bewertungen