Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Nathi Ram & Sons: GSTIN: 09HSBPS9391K1ZF Composition SchemeDokument1 SeiteNathi Ram & Sons: GSTIN: 09HSBPS9391K1ZF Composition SchemeganaNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Corrigendum To Earlier Advertisement Published On Dated: 25.04.2017Dokument1 SeiteCorrigendum To Earlier Advertisement Published On Dated: 25.04.2017ganaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Personal Details: Application FormDokument2 SeitenPersonal Details: Application FormganaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Linear Integrated CitcuitDokument7 SeitenLinear Integrated CitcuitganaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Network Analysis & SynthsisDokument9 SeitenNetwork Analysis & SynthsisganaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
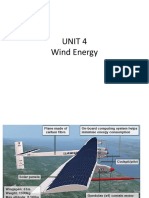
- Unit 4 Wind EnergyDokument14 SeitenUnit 4 Wind EnergyganaNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Electrical Transients in Power Systems 2E (Allan Greenwood)Dokument384 SeitenElectrical Transients in Power Systems 2E (Allan Greenwood)Julian Cristian93% (15)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Structure: A Structure Is A Group of Data Items of Different Data Types Held Together in A Single UnitDokument32 SeitenStructure: A Structure Is A Group of Data Items of Different Data Types Held Together in A Single UnitganaNoch keine Bewertungen
- Introduction To Computers: ObjectivesDokument18 SeitenIntroduction To Computers: ObjectivesganaNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Introduction To Computers: ObjectivesDokument18 SeitenIntroduction To Computers: ObjectivesganaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- ELE302 Power Systems-I 15720::kulraj Kaur 3.0 1.0 0.0 4.0 Courses With Numerical and Conceptual FocusDokument7 SeitenELE302 Power Systems-I 15720::kulraj Kaur 3.0 1.0 0.0 4.0 Courses With Numerical and Conceptual FocusganaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Rptipinduction MotorDokument7 SeitenRptipinduction MotorganaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- CONSTRUCTION Engineering and PlanningDokument14 SeitenCONSTRUCTION Engineering and PlanningFaheem MushtaqNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Meta ReportDokument17 SeitenMeta ReportThe Kansas City StarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Week 4 PRPRAC 1Dokument26 SeitenWeek 4 PRPRAC 1Weero GretNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 2017 Prisma M Catalog - LVED210002EN (Web) 1Dokument272 Seiten2017 Prisma M Catalog - LVED210002EN (Web) 1Nguyễn Ngọc ChungNoch keine Bewertungen
- PRODUK ECATALOGUE-plate Ibs-Djama Mulia PDFDokument37 SeitenPRODUK ECATALOGUE-plate Ibs-Djama Mulia PDFIrma Krisna SusantoNoch keine Bewertungen
- HVAC+Valves+and+Actuators+Catalogue+07 2011Dokument64 SeitenHVAC+Valves+and+Actuators+Catalogue+07 2011Jafar JalladNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- SECTION 01 78 23 Operation and Maintenance DataDokument5 SeitenSECTION 01 78 23 Operation and Maintenance DatadanoninoNoch keine Bewertungen
- Moment ConnectionDokument15 SeitenMoment Connectionnitin400Noch keine Bewertungen
- GB1516 Sac 240 CV SP 0003 - ADokument31 SeitenGB1516 Sac 240 CV SP 0003 - AkkkkNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Cold Storage SeminarDokument20 SeitenCold Storage SeminarmsshahenterNoch keine Bewertungen
- Catálogo SonalikaDokument157 SeitenCatálogo SonalikaWagner SarmentoNoch keine Bewertungen
- Berg Viki So Flex Grid Eng 1632809085895Dokument4 SeitenBerg Viki So Flex Grid Eng 1632809085895Jose Navarro NavarroNoch keine Bewertungen
- Joist Girder DesignDokument42 SeitenJoist Girder DesignsravanNoch keine Bewertungen
- FL and FLS Gate Valve: Dependable Service and Performance For Drilling and Production OperationsDokument1 SeiteFL and FLS Gate Valve: Dependable Service and Performance For Drilling and Production OperationsAbdelkader DraïNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Julian River ADokument14 SeitenJulian River AMD. NASIF HOSSAIN IMONNoch keine Bewertungen
- AdaFung 2011-05-24BIMinHAforHKIFM26May2011 Rev7Dokument58 SeitenAdaFung 2011-05-24BIMinHAforHKIFM26May2011 Rev7Patrick YuNoch keine Bewertungen
- Angular and Tubular Truss DifferenceDokument3 SeitenAngular and Tubular Truss DifferenceKripasindhu BordoloiNoch keine Bewertungen
- Atactic Polypropylene (APP) Modified Bituminous Sheet Materials Using A Combination of Polyester and Glass Fiber ReinforcementsDokument3 SeitenAtactic Polypropylene (APP) Modified Bituminous Sheet Materials Using A Combination of Polyester and Glass Fiber ReinforcementsKevin JosueNoch keine Bewertungen
- Aesthetic Theory of Structural Function in Architectural FormDokument11 SeitenAesthetic Theory of Structural Function in Architectural FormSyed Ahmed KabeerNoch keine Bewertungen
- Metric DIN 2093 SpecDokument5 SeitenMetric DIN 2093 Specmohsen_267Noch keine Bewertungen
- TheoryLec01 Dec2019Dokument7 SeitenTheoryLec01 Dec2019cristina23Noch keine Bewertungen
- IRC SP 20 2002 Guide Lines and Construction of Rural RoadsDokument5 SeitenIRC SP 20 2002 Guide Lines and Construction of Rural RoadsBarun DasNoch keine Bewertungen
- Cerj MS Id 555662Dokument9 SeitenCerj MS Id 555662احمد الدلالNoch keine Bewertungen
- SPE 134169 Designing and Testing Cement System For SAGD ApplicationDokument12 SeitenSPE 134169 Designing and Testing Cement System For SAGD Applicationadvantage025Noch keine Bewertungen
- File 20210119 102344 Ketcau Han 3.06Dokument66 SeitenFile 20210119 102344 Ketcau Han 3.06Nguyễn Văn NguyệnNoch keine Bewertungen
- Influence of Engineering Properties of Soils On Failures and Distresses of Earth Dams in North Eastern Nigeria IJERTV7IS010034Dokument8 SeitenInfluence of Engineering Properties of Soils On Failures and Distresses of Earth Dams in North Eastern Nigeria IJERTV7IS010034slv buildersNoch keine Bewertungen
- Kalpataru - Residency - Tower A Plan BookletDokument7 SeitenKalpataru - Residency - Tower A Plan BookletAditi VishwakarmaNoch keine Bewertungen
- Quantity Estimate of 600 SS RCC GumbaDokument10 SeitenQuantity Estimate of 600 SS RCC GumbaKale DaiNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- TECOM Pressure RegulatorDokument4 SeitenTECOM Pressure RegulatorRagu RajanNoch keine Bewertungen
- Val-Matic - Air Valve BrochureDokument24 SeitenVal-Matic - Air Valve BrochureDaniel ArgumedoNoch keine Bewertungen