Das könnte Ihnen auch gefallen
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- SORG Glas - Melting TechnologyDokument27 SeitenSORG Glas - Melting Technologymetalman_m100% (2)
- Drying-Out & Heating-Up of Refractory LiningsDokument73 SeitenDrying-Out & Heating-Up of Refractory LiningsNael88% (16)
- Boiler Maintenance and OperationsDokument30 SeitenBoiler Maintenance and OperationsSuresh SenanayakeNoch keine Bewertungen
- Pakistan Studies Complete Notes (Question Answer Format)Dokument215 SeitenPakistan Studies Complete Notes (Question Answer Format)Hafiz Ashfaq Ahmed91% (529)
- CNC Milling ReportDokument15 SeitenCNC Milling ReportStarscream Aisyah78% (37)
- Fluidtherm - Fluidized Bed FurnacesDokument6 SeitenFluidtherm - Fluidized Bed FurnacesJose SotoNoch keine Bewertungen
- Primer On Heat Treating Furnaces: Box FurnaceDokument13 SeitenPrimer On Heat Treating Furnaces: Box Furnacetanzil10Noch keine Bewertungen
- CFB Boiler BrochureDokument6 SeitenCFB Boiler BrochureDineshNoch keine Bewertungen
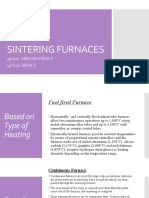
- Sintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA EDokument10 SeitenSintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA E19Y210 - JEEVA ENoch keine Bewertungen
- Industrial BoilersDokument81 SeitenIndustrial BoilersRavi PrajapatiNoch keine Bewertungen
- Bringing Efficiency To Heat Transfer: Product LiteratureDokument28 SeitenBringing Efficiency To Heat Transfer: Product Literaturescreamingeagle22Noch keine Bewertungen
- Heat Wheel: Mohammad Yusuf 13PKB380Dokument10 SeitenHeat Wheel: Mohammad Yusuf 13PKB380Haider Ali100% (1)
- Continuous Dryers, Ovens, and Furnaces For 760 CDokument3 SeitenContinuous Dryers, Ovens, and Furnaces For 760 Cwakanda foreverNoch keine Bewertungen
- Glass 4 - 5 11 - 2015Dokument70 SeitenGlass 4 - 5 11 - 2015Laxman KumarNoch keine Bewertungen
- Boilers Training Topic Nov 2021Dokument24 SeitenBoilers Training Topic Nov 2021mizharmuisstNoch keine Bewertungen
- T PembakaranDokument34 SeitenT Pembakarandimas setyawanNoch keine Bewertungen
- Waste Incineration TechnologyDokument22 SeitenWaste Incineration TechnologyJoao MinhoNoch keine Bewertungen
- Boiler Introduction: Steam To ProcessDokument89 SeitenBoiler Introduction: Steam To ProcessEngr M S MinhasNoch keine Bewertungen
- High Pressure BoilersDokument18 SeitenHigh Pressure BoilersVivek VardhanNoch keine Bewertungen
- Boiler TypesDokument14 SeitenBoiler Typesaecsuresh35Noch keine Bewertungen
- Eight: HeatingDokument5 SeitenEight: HeatingMike MotariNoch keine Bewertungen
- CFB Boiler BrochureDokument2 SeitenCFB Boiler BrochuremechguybalaNoch keine Bewertungen
- High Pressure Boilers 1238Dokument41 SeitenHigh Pressure Boilers 1238rajushamla9927Noch keine Bewertungen
- Waste Heat RecoveryDokument37 SeitenWaste Heat Recoveryommech2020Noch keine Bewertungen
- RegeneratorDokument23 SeitenRegeneratorBlue BlazeNoch keine Bewertungen
- Indian BoilersDokument10 SeitenIndian Boilerslavpandey8719Noch keine Bewertungen
- Type of BoilersDokument5 SeitenType of Boilersnagraj204Noch keine Bewertungen
- Super Critical Technology in NTPCDokument24 SeitenSuper Critical Technology in NTPCLakshminarayanNoch keine Bewertungen
- Rotary KilnDokument7 SeitenRotary KilnDarshan PatelNoch keine Bewertungen
- IncineratorDokument7 SeitenIncineratorhuseynseymenNoch keine Bewertungen
- Rotary KilnDokument8 SeitenRotary Kilnmusaab jbNoch keine Bewertungen
- BoilersDokument67 SeitenBoilerssahilchemNoch keine Bewertungen
- Fluidized Bed CombustionDokument23 SeitenFluidized Bed CombustionHawk EyeNoch keine Bewertungen
- Agitated Thin-Film EvaporatorsDokument4 SeitenAgitated Thin-Film Evaporatorsزهرة النرجس100% (4)
- Heating VentilatingDokument127 SeitenHeating VentilatingMukhammadjonNoch keine Bewertungen
- Heating CrudeDokument2 SeitenHeating Crudefawmer61Noch keine Bewertungen
- Seminar Topic: Compact Heat ExchangerDokument20 SeitenSeminar Topic: Compact Heat ExchangerPankaj DohaleNoch keine Bewertungen
- 25.boiler Water Chemistry R1 26.06.2017Dokument312 Seiten25.boiler Water Chemistry R1 26.06.2017VINOTHINI R B.EdNoch keine Bewertungen
- AP Aluminium Annealing Furnaces5Dokument4 SeitenAP Aluminium Annealing Furnaces5Yasin YILDIZNoch keine Bewertungen
- Four Types of Gasifiers Are Currently Available For Commercial UseDokument13 SeitenFour Types of Gasifiers Are Currently Available For Commercial UseFatima MasoodNoch keine Bewertungen
- Multiple Hearth Furnaces B3Dokument3 SeitenMultiple Hearth Furnaces B3Ossy DewintaNoch keine Bewertungen
- Carbon Regeneration KilnsDokument3 SeitenCarbon Regeneration KilnsLuis LabradorNoch keine Bewertungen
- Boiler DesignJuly 2010Dokument44 SeitenBoiler DesignJuly 2010dheerumgiNoch keine Bewertungen
- Metallurgical Industrial Furnaces 3Dokument6 SeitenMetallurgical Industrial Furnaces 3Mining ReviewNoch keine Bewertungen
- All Types of Waste IncineratorsDokument12 SeitenAll Types of Waste IncineratorsNiyati Mihir PatelNoch keine Bewertungen
- Heat Treating FurnacesDokument63 SeitenHeat Treating FurnacesNawaz KhanNoch keine Bewertungen
- Industrial Thermal Lecture 14Dokument20 SeitenIndustrial Thermal Lecture 14ShadabNoch keine Bewertungen
- Sunflower: Husks BoilersDokument8 SeitenSunflower: Husks BoilersalfredopinillosNoch keine Bewertungen
- Boiler Design AspectsDokument43 SeitenBoiler Design AspectsAashish PalNoch keine Bewertungen
- Calcination and Reduction of Laterite Nickel OresDokument10 SeitenCalcination and Reduction of Laterite Nickel OresrikocahyopNoch keine Bewertungen
- Uniflux Heater Brochure PDFDokument8 SeitenUniflux Heater Brochure PDFMichael J. BaneNoch keine Bewertungen
- Industrial Boilers Our Objective: To Describe and Explain The Boilers' Functions and The Two MainDokument33 SeitenIndustrial Boilers Our Objective: To Describe and Explain The Boilers' Functions and The Two MainKhairulNoch keine Bewertungen
- 2 BoilersDokument58 Seiten2 BoilersParameswararao BillaNoch keine Bewertungen
- An Overview of CFBC Boiler: Click To Edit Master Subtitle StyleDokument88 SeitenAn Overview of CFBC Boiler: Click To Edit Master Subtitle StyleAakash Singh BhadauriaNoch keine Bewertungen
- Boiler Steam Generation Distribution 1712008851Dokument37 SeitenBoiler Steam Generation Distribution 1712008851sukhvinderNoch keine Bewertungen
- Xviii. Soot Blowers and Furnace Temperature ProbeDokument18 SeitenXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraNoch keine Bewertungen
- Applied Thermal Engineering: Unit - 1: Steam GeneratorsDokument30 SeitenApplied Thermal Engineering: Unit - 1: Steam Generatorsnitya santoshNoch keine Bewertungen
- TRANTER Plate and Frame PDFDokument28 SeitenTRANTER Plate and Frame PDFnagtummalaNoch keine Bewertungen
- Boiler Dryout ProcessDokument4 SeitenBoiler Dryout ProcessTamer Abd ElrasoulNoch keine Bewertungen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Von EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Noch keine Bewertungen
- E. G. Brush: Burn UpDokument2 SeitenE. G. Brush: Burn Uptanzil10Noch keine Bewertungen
- Probe Catalog From United-NDTDokument19 SeitenProbe Catalog From United-NDTtanzil10100% (1)
- Nickel and Its Alloys PDFDokument162 SeitenNickel and Its Alloys PDFtanzil10100% (1)
- ProspectusDokument25 SeitenProspectustanzil10Noch keine Bewertungen
- Measuring Ultrasonic Velocity in Materials: Standard Practice ForDokument13 SeitenMeasuring Ultrasonic Velocity in Materials: Standard Practice Fortanzil10Noch keine Bewertungen
- Rockwell Hardness: Mirza Bilal SaleemDokument23 SeitenRockwell Hardness: Mirza Bilal Saleemtanzil10Noch keine Bewertungen
- Metals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A ReviewDokument20 SeitenMetals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A Reviewtanzil10Noch keine Bewertungen
- FacilitiesDokument139 SeitenFacilitiesVidyasen100% (1)
- Microhardness Testing: By: Mirza Bilal SaleemDokument19 SeitenMicrohardness Testing: By: Mirza Bilal Saleemtanzil10Noch keine Bewertungen
- Chapter17 Corrosion&DegradationofMaterialsDokument84 SeitenChapter17 Corrosion&DegradationofMaterialstanzil10Noch keine Bewertungen
- Filter NotesDokument46 SeitenFilter Notestanzil10100% (1)
- Degradation of MaterialsDokument29 SeitenDegradation of Materialstanzil10100% (1)
- Chapter 3 PressureDokument22 SeitenChapter 3 Pressuretanzil10Noch keine Bewertungen
- Chapter 2 TemperatureDokument22 SeitenChapter 2 Temperaturetanzil10Noch keine Bewertungen
- Fluidised Heat TransferDokument8 SeitenFluidised Heat Transfertanzil10Noch keine Bewertungen
- NLP QuestionnaireDokument1 SeiteNLP Questionnairetanzil10Noch keine Bewertungen
- Advantage and Disadvantage of Liquid Fuel Over Solid FuelDokument1 SeiteAdvantage and Disadvantage of Liquid Fuel Over Solid Fueltanzil10Noch keine Bewertungen
- Learning Plans in The Context of The 21 ST CenturyDokument29 SeitenLearning Plans in The Context of The 21 ST CenturyHaidee F. PatalinghugNoch keine Bewertungen
- Be and Words From The List.: 6B Judging by Appearance Listening and ReadingDokument3 SeitenBe and Words From The List.: 6B Judging by Appearance Listening and ReadingVale MontoyaNoch keine Bewertungen
- Practice Test - Math As A Language - MATHEMATICS IN THE MODERN WORLDDokument8 SeitenPractice Test - Math As A Language - MATHEMATICS IN THE MODERN WORLDMarc Stanley YaoNoch keine Bewertungen
- Operation and Service 69UG15: Diesel Generator SetDokument72 SeitenOperation and Service 69UG15: Diesel Generator Setluis aguileraNoch keine Bewertungen
- Aristotle Metaphysics Lambda Accessed 201111 Classicalk LibraryDokument19 SeitenAristotle Metaphysics Lambda Accessed 201111 Classicalk Librarygijsbo2000Noch keine Bewertungen
- CTRLX Automation BrochureDokument60 SeitenCTRLX Automation BrochureNinja do SofáNoch keine Bewertungen
- Turbine Start-Up SOPDokument17 SeitenTurbine Start-Up SOPCo-gen ManagerNoch keine Bewertungen
- JCPS School Safety PlanDokument14 SeitenJCPS School Safety PlanDebbie HarbsmeierNoch keine Bewertungen
- Most Dangerous City - Mainstreet/Postmedia PollDokument35 SeitenMost Dangerous City - Mainstreet/Postmedia PollTessa VanderhartNoch keine Bewertungen
- Tekla SoakwayDokument2 SeitenTekla SoakwayBalaji Naik100% (1)
- Chapter 3 - Methods of Circuit Analysis and Circuit TheoremsDokument125 SeitenChapter 3 - Methods of Circuit Analysis and Circuit TheoremsNaim NizamNoch keine Bewertungen
- Hydrology Report at CH-9+491Dokument3 SeitenHydrology Report at CH-9+491juliyet strucNoch keine Bewertungen
- Second Periodical Test in Organization and Management SY 2018-2019Dokument3 SeitenSecond Periodical Test in Organization and Management SY 2018-2019Merida BravoNoch keine Bewertungen
- Car Parking DesignDokument6 SeitenCar Parking Designcharler kinyuajNoch keine Bewertungen
- CE-23113-SP-902-R01-00 Asset SpecificationDokument14 SeitenCE-23113-SP-902-R01-00 Asset SpecificationСветлана ФайберNoch keine Bewertungen
- Chapter Two: General Design ConsiderationsDokument27 SeitenChapter Two: General Design ConsiderationsTeddy Ekubay GNoch keine Bewertungen
- Ad For Guru Ned'S Enlightenment Masterclass 1 of 33Dokument33 SeitenAd For Guru Ned'S Enlightenment Masterclass 1 of 33ElliuggNoch keine Bewertungen
- Module 1 Supply Chain Management in Hospitality IndustryDokument39 SeitenModule 1 Supply Chain Management in Hospitality IndustryHazelyn BiagNoch keine Bewertungen
- Hume 100 ReviewerDokument7 SeitenHume 100 ReviewerShai GaviñoNoch keine Bewertungen
- Unit 3Dokument5 SeitenUnit 3Narasimman DonNoch keine Bewertungen
- History of Psychotherapy FinalDokument38 SeitenHistory of Psychotherapy FinalMarco BonettiNoch keine Bewertungen
- Waste Foundry Sand and Its Leachate CharDokument10 SeitenWaste Foundry Sand and Its Leachate CharJanak RaazzNoch keine Bewertungen
- KSP Solutibilty Practice ProblemsDokument22 SeitenKSP Solutibilty Practice ProblemsRohan BhatiaNoch keine Bewertungen
- All Worksheets MYSQLDokument33 SeitenAll Worksheets MYSQLSample1Noch keine Bewertungen
- Evidence MODULE 1 Evidence DefinitionDokument8 SeitenEvidence MODULE 1 Evidence Definitiondave BarretoNoch keine Bewertungen
- 4 PDFDokument81 Seiten4 PDFMohammad K. NassouraNoch keine Bewertungen
- Manish Kumar: Desire To Work and Grow in The Field of MechanicalDokument4 SeitenManish Kumar: Desire To Work and Grow in The Field of MechanicalMANISHNoch keine Bewertungen
- Filling The Propylene Gap On Purpose TechnologiesDokument12 SeitenFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Capacity Analysis of Kashmir Highway IslamabadDokument71 SeitenCapacity Analysis of Kashmir Highway Islamabadm saadullah khanNoch keine Bewertungen