Das könnte Ihnen auch gefallen
- Formation MSADokument49 SeitenFormation MSAHichem Arbi75% (4)
- ISO 9001 Version 2015Dokument29 SeitenISO 9001 Version 2015TunENSTAB100% (6)
- FD X07-014 (Novembre 2006)Dokument31 SeitenFD X07-014 (Novembre 2006)ghayth bennecib100% (1)
- 305-Maitrise Statistique Des Processus-V2019Dokument24 Seiten305-Maitrise Statistique Des Processus-V2019Edgard Varela Espinoza100% (2)
- Cours MSP Chapitre 2Dokument56 SeitenCours MSP Chapitre 2sarah ben terzi100% (2)
- Chapitre 3 MSA-Analyse Des Système de MesureDokument36 SeitenChapitre 3 MSA-Analyse Des Système de MesureTshibangu Samuel100% (1)
- Fonction Metrologie PDFDokument48 SeitenFonction Metrologie PDFOussama BouzidNoch keine Bewertungen
- Etude R&RDokument15 SeitenEtude R&Rmedane_saad67070% (2)
- Metro 2021Dokument69 SeitenMetro 2021MngNoch keine Bewertungen
- Ch1. Contrôle Statistique de La QualitéDokument13 SeitenCh1. Contrôle Statistique de La QualitéAref ChaariNoch keine Bewertungen
- 3 MSA StagiaireDokument49 Seiten3 MSA StagiaireTourvilleNoch keine Bewertungen
- 2-8-MSA Analy System MesureDokument55 Seiten2-8-MSA Analy System Mesurenoreddine saddouk100% (1)
- Le S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des ProcédésDokument27 SeitenLe S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des Procédésboubka100% (1)
- Concept de Capabilité PlatformeDokument15 SeitenConcept de Capabilité PlatformeHayat Raoui100% (2)
- Formation QualiteDokument44 SeitenFormation QualiteFaress RabiNoch keine Bewertungen
- 3 MSA Etude Type1Dokument9 Seiten3 MSA Etude Type1Hichem ArbiNoch keine Bewertungen
- Maitrise Que de Procedes 9Dokument9 SeitenMaitrise Que de Procedes 9Ait El Caid AbdellatifNoch keine Bewertungen
- Formation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheDokument169 SeitenFormation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheMoez AlouiNoch keine Bewertungen
- MSP PrincipeDokument8 SeitenMSP PrincipeHayat RaouiNoch keine Bewertungen
- Application of Lean SigmaDokument98 SeitenApplication of Lean SigmaHamid HamidNoch keine Bewertungen
- Msqse Amdec Ind CDokument23 SeitenMsqse Amdec Ind Clamia martinNoch keine Bewertungen
- Cours MSP JrifiDokument93 SeitenCours MSP JrifiHoussame NaimNoch keine Bewertungen
- Maîtrise Statistique Des ProcédésDokument109 SeitenMaîtrise Statistique Des Procédésعامر الشعيلي ولد شعبانNoch keine Bewertungen
- 2-8-MSA Analy System MesureDokument57 Seiten2-8-MSA Analy System Mesureelyes elyesNoch keine Bewertungen
- Module MSADokument140 SeitenModule MSAziyad.elamrani.ficosaNoch keine Bewertungen
- Module TPM PV-convertiDokument56 SeitenModule TPM PV-convertiallardNoch keine Bewertungen
- 5385e7f0f0daf PDFDokument21 Seiten5385e7f0f0daf PDFMeryem ChouariNoch keine Bewertungen
- Phase Définir Mesurer Partie1Dokument49 SeitenPhase Définir Mesurer Partie1Kh'adîijàDh100% (1)
- Chap 1Dokument28 SeitenChap 1yosserNoch keine Bewertungen
- 07-SMED Tool Module PDFDokument49 Seiten07-SMED Tool Module PDFTunENSTABNoch keine Bewertungen
- Cours MSP - Chapitre 5-Plan D'echantillonage (Partie 2)Dokument23 SeitenCours MSP - Chapitre 5-Plan D'echantillonage (Partie 2)Hassana MahfoudNoch keine Bewertungen
- Partie 2 - Contrôle Des Pièces Usinées de Série PDFDokument31 SeitenPartie 2 - Contrôle Des Pièces Usinées de Série PDFamalNoch keine Bewertungen
- Analyse AMDEC Processus ProductionDokument3 SeitenAnalyse AMDEC Processus ProductionYamadou DiopNoch keine Bewertungen
- Methodes Statistiques Appliquées Aux Contrôles de La QualitéDokument39 SeitenMethodes Statistiques Appliquées Aux Contrôles de La Qualitéhinaro1Noch keine Bewertungen
- Analyse Systeme de MesureDokument10 SeitenAnalyse Systeme de Mesuremedane_saad6707Noch keine Bewertungen
- Chapitre 2 MSPDokument27 SeitenChapitre 2 MSPsabbar amineNoch keine Bewertungen
- Analyse Processus de MesureDokument12 SeitenAnalyse Processus de MesureMona DevNoch keine Bewertungen
- QRQC Niveau 2Dokument6 SeitenQRQC Niveau 2Riyad BENZIANNoch keine Bewertungen
- Chap 2 MSP V2018 PDFDokument30 SeitenChap 2 MSP V2018 PDFalae sahraouiNoch keine Bewertungen
- Etude de Capabilité de Moyen de Mesure1Dokument10 SeitenEtude de Capabilité de Moyen de Mesure1AminChaariNoch keine Bewertungen
- Gestion de La Production Cours 1Dokument127 SeitenGestion de La Production Cours 1Kilech AminaNoch keine Bewertungen
- Presentation Des Outils Du Management de La QualiteDokument19 SeitenPresentation Des Outils Du Management de La Qualitemaino100% (1)
- I.Q Ch04 22 Plans D'échantillonnageDokument38 SeitenI.Q Ch04 22 Plans D'échantillonnageMę H DïNoch keine Bewertungen
- FizaziDokument171 SeitenFizazichihaoui abdelhamidNoch keine Bewertungen
- Module 8D Une Démarche de Progrès PermanentDokument25 SeitenModule 8D Une Démarche de Progrès Permanentxjokester100% (1)
- Cours 5 - Analyse Fonctionnelle Et AMDECDokument33 SeitenCours 5 - Analyse Fonctionnelle Et AMDECMeziane AchrafNoch keine Bewertungen
- Maîtrise Statistique Des Procédés Et Six Sigma: 1. HistoireDokument8 SeitenMaîtrise Statistique Des Procédés Et Six Sigma: 1. HistoireCyrille JheackNoch keine Bewertungen
- Mode Operatoire Pied A CoulisseDokument5 SeitenMode Operatoire Pied A CoulisseaymenNoch keine Bewertungen
- Support Sensibilisation QLTDokument34 SeitenSupport Sensibilisation QLTRAVELOSON NoraNoch keine Bewertungen
- Presentation Generale Metrologie v6 OlasDokument21 SeitenPresentation Generale Metrologie v6 Olasامين بوعزيزNoch keine Bewertungen
- 6 Sigma ConferenceDokument43 Seiten6 Sigma Conferencesmsm111100% (1)
- Module MSADokument82 SeitenModule MSAtry100% (2)
- Qualite Les FondementsDokument25 SeitenQualite Les FondementsnicolasNoch keine Bewertungen
- 1 StatistiquesDokument35 Seiten1 StatistiquesHichem ArbiNoch keine Bewertungen
- Chapitre Vi Le Management de La QualiteDokument10 SeitenChapitre Vi Le Management de La QualiteMouhamed SyllaNoch keine Bewertungen
- CoûtqualitédélaiDokument30 SeitenCoûtqualitédélaiBrun GrandNoch keine Bewertungen
- Support - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Dokument64 SeitenSupport - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Isnotgood LamiNoch keine Bewertungen
- 1ère PartieDokument44 Seiten1ère Partiemoez ben youssef100% (1)
- Formation Variabilité Des Procédés 4 JoursDokument384 SeitenFormation Variabilité Des Procédés 4 JoursHammamiSalahNoch keine Bewertungen
- Cours MSP Chapitre 1Dokument32 SeitenCours MSP Chapitre 1sarah ben terziNoch keine Bewertungen
- Fiabilité, maintenance prédictive et vibration des machinesVon EverandFiabilité, maintenance prédictive et vibration des machinesNoch keine Bewertungen
- Etude R&R PDFDokument28 SeitenEtude R&R PDFMallouli Kerem100% (1)
- Examen Analyse NumériqueDokument5 SeitenExamen Analyse NumériqueTunENSTABNoch keine Bewertungen
- Examen Physique Pour L'ingénieurDokument8 SeitenExamen Physique Pour L'ingénieurTunENSTABNoch keine Bewertungen
- Examen Electronique 2015Dokument3 SeitenExamen Electronique 2015TunENSTABNoch keine Bewertungen
- TD Prévision de La Demande CompletDokument6 SeitenTD Prévision de La Demande CompletTunENSTAB50% (2)
- Thermodynamics CourseDokument44 SeitenThermodynamics CourseTunENSTABNoch keine Bewertungen
- Master Isc Upsay - Contenu Parcours OsilDokument22 SeitenMaster Isc Upsay - Contenu Parcours OsilTunENSTABNoch keine Bewertungen
- Partie 4Dokument207 SeitenPartie 4TunENSTABNoch keine Bewertungen
- ISO 45001 Version 2016Dokument29 SeitenISO 45001 Version 2016TunENSTABNoch keine Bewertungen
- ISO 14001 Version 2015Dokument27 SeitenISO 14001 Version 2015TunENSTAB100% (1)
- STT 4000 Loi de FisherDokument5 SeitenSTT 4000 Loi de FisherNabil OggadiNoch keine Bewertungen
- Indicateurs de StocksDokument12 SeitenIndicateurs de StocksTunENSTABNoch keine Bewertungen
- Présentation INSAT HSEDokument31 SeitenPrésentation INSAT HSETunENSTABNoch keine Bewertungen
- Rejet de Gaz Toxiques Dans Une Usine AgrachimiqueDokument16 SeitenRejet de Gaz Toxiques Dans Une Usine AgrachimiqueTunENSTABNoch keine Bewertungen
- TDM CourtoisDokument14 SeitenTDM CourtoisTunENSTABNoch keine Bewertungen
- Ba Ek260 FRDokument135 SeitenBa Ek260 FRKarim TadjeddineNoch keine Bewertungen
- Check List ISO 22000Dokument46 SeitenCheck List ISO 22000ABDELATI DAYKELNoch keine Bewertungen
- En 10021Dokument19 SeitenEn 10021Kouadio Kouadio EricNoch keine Bewertungen
- Diagraphie InstantanéeDokument113 SeitenDiagraphie InstantanéeSlim.B67% (3)
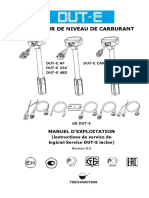
- DUT-E Manuel D'exploitation V 8.0 PDFDokument122 SeitenDUT-E Manuel D'exploitation V 8.0 PDFla020576100% (1)
- Referentiel QUALIMARINE 3e Ed - V04 PDFDokument44 SeitenReferentiel QUALIMARINE 3e Ed - V04 PDFPhilippe CORROYEZNoch keine Bewertungen
- 820 Metrologie Processus Mesure PDFDokument3 Seiten820 Metrologie Processus Mesure PDFLéandre Ettekri NDRINoch keine Bewertungen
- MesuresellnDokument65 SeitenMesuresellnsih emNoch keine Bewertungen
- Principe Et Référence de Méthode D ÉtalonnageDokument12 SeitenPrincipe Et Référence de Méthode D Étalonnagekenza bouaalamNoch keine Bewertungen
- Guide D'étalonnage Dans Le Domaine Des MassesDokument26 SeitenGuide D'étalonnage Dans Le Domaine Des MassesNaoures KhedriNoch keine Bewertungen
- QCMs Industrielle EMD 02 (Regroupés) + CorrigésDokument28 SeitenQCMs Industrielle EMD 02 (Regroupés) + CorrigésMounir BrahimiNoch keine Bewertungen
- B5.2 Sujet TP1 - Dosage Par Étalonnage Et IncertitudesDokument2 SeitenB5.2 Sujet TP1 - Dosage Par Étalonnage Et Incertitudespenelopeouali2006Noch keine Bewertungen
- Oceanus 520Dokument7 SeitenOceanus 520Bertrand ManiquaireNoch keine Bewertungen
- 4115 FR ManueldedemarragerapideDokument12 Seiten4115 FR ManueldedemarragerapideKalideNoch keine Bewertungen
- Gracilaria BizertDokument14 SeitenGracilaria BizertHajer SELMINoch keine Bewertungen
- Fao Fruits RougesDokument53 SeitenFao Fruits RougesElkhattabi AsmaeNoch keine Bewertungen
- Fiche Technique Laboratoire D TalonnageDokument2 SeitenFiche Technique Laboratoire D TalonnageAbdelaziz AbdelazizNoch keine Bewertungen
- WHO VSQ 97.01 FreDokument195 SeitenWHO VSQ 97.01 FreHassan Houdoud100% (1)
- Procédure Hygiène HACCPDokument44 SeitenProcédure Hygiène HACCPHSE CERI100% (1)
- Analyse Quantitative Et QualitativeDokument5 SeitenAnalyse Quantitative Et QualitativeKhalil OukebdaneNoch keine Bewertungen
- FRR BDokument334 SeitenFRR BSGONoch keine Bewertungen
- Insert IGF1 - FR - 313231 - 17Dokument10 SeitenInsert IGF1 - FR - 313231 - 17LeïlaNoch keine Bewertungen
- Choix Et Validation Methode-2Dokument31 SeitenChoix Et Validation Methode-2Badr BouslamaNoch keine Bewertungen
- Méthode D'évaluation D'incertitude Partie 1Dokument44 SeitenMéthode D'évaluation D'incertitude Partie 1bochraNoch keine Bewertungen