Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- ANew Passive MethodologyDokument10 SeitenANew Passive MethodologyLiju DanielNoch keine Bewertungen
- Whitelegg DKLF - Undercutting ToolDokument1 SeiteWhitelegg DKLF - Undercutting ToolLiju DanielNoch keine Bewertungen
- EASA Shaft Bearing Currents PDFDokument13 SeitenEASA Shaft Bearing Currents PDFnalasekaran100% (2)
- Maxwellequ 6Dokument17 SeitenMaxwellequ 6Liju DanielNoch keine Bewertungen
- ABA Hi Torque DatasheetDokument1 SeiteABA Hi Torque DatasheetLiju DanielNoch keine Bewertungen
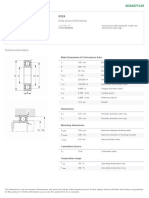
- Datasheet IRDokument2 SeitenDatasheet IRLiju DanielNoch keine Bewertungen
- ZURI KumarakomDokument24 SeitenZURI KumarakomLiju DanielNoch keine Bewertungen
- Af Lexus Online Brochures NX eDokument7 SeitenAf Lexus Online Brochures NX eLiju DanielNoch keine Bewertungen
- Deep Groove Ball Bearing: Schaeffler IDDokument1 SeiteDeep Groove Ball Bearing: Schaeffler IDLiju DanielNoch keine Bewertungen
- Ker 828 SDSDokument8 SeitenKer 828 SDSLiju DanielNoch keine Bewertungen
- INSOCOAT Deep Groove Ball Bearings, Single Row: DimensionsDokument4 SeitenINSOCOAT Deep Groove Ball Bearings, Single Row: DimensionsLiju DanielNoch keine Bewertungen
- SR/PP 4650, SR/PP 4660: Installation, Operation and Maintenance ManualDokument54 SeitenSR/PP 4650, SR/PP 4660: Installation, Operation and Maintenance ManualLiju Daniel100% (2)
- INSOCOAT Deep Groove Ball Bearings, Single Row: DimensionsDokument4 SeitenINSOCOAT Deep Groove Ball Bearings, Single Row: DimensionsLiju DanielNoch keine Bewertungen
- Chap 4Dokument162 SeitenChap 4Liju DanielNoch keine Bewertungen
- CMS Layout1.1Dokument1 SeiteCMS Layout1.1Liju DanielNoch keine Bewertungen
- Developing and Maintaining Staff Competence rsp1Dokument84 SeitenDeveloping and Maintaining Staff Competence rsp1Liju DanielNoch keine Bewertungen
- Electrical Report SampleDokument1 SeiteElectrical Report SampleLiju DanielNoch keine Bewertungen
- Electric Motor Vibration Diagnostic ChartDokument1 SeiteElectric Motor Vibration Diagnostic ChartfazzlieNoch keine Bewertungen
- Economics of Wind Main Report FINAL-LrDokument156 SeitenEconomics of Wind Main Report FINAL-Lruzo celeNoch keine Bewertungen
- Electrical Report SampleDokument1 SeiteElectrical Report SampleLiju DanielNoch keine Bewertungen
- Back StopperDokument1 SeiteBack StopperLiju DanielNoch keine Bewertungen
- Motor Phase TesterDokument2 SeitenMotor Phase TesterLiju DanielNoch keine Bewertungen
- HPGCL29095Dokument7 SeitenHPGCL29095Liju DanielNoch keine Bewertungen
- 0606-02 Quality Improvement Procedure Rev7-2Dokument134 Seiten0606-02 Quality Improvement Procedure Rev7-2Liju DanielNoch keine Bewertungen
- L&T Pattern14Dokument3 SeitenL&T Pattern14Liju DanielNoch keine Bewertungen
- Leh ExpenseDokument1 SeiteLeh ExpenseLiju DanielNoch keine Bewertungen
- Vibration Dignostic ChartDokument5 SeitenVibration Dignostic ChartIbrahim Sammour92% (12)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Bacnet Today: W W W W WDokument8 SeitenBacnet Today: W W W W Wmary AzevedoNoch keine Bewertungen
- AAU Karate Handbook: "Sports For All, Forever"Dokument58 SeitenAAU Karate Handbook: "Sports For All, Forever"jeffrey_trzaskusNoch keine Bewertungen
- Rules and Regulations Governing Private Schools in Basic Education - Part 2Dokument103 SeitenRules and Regulations Governing Private Schools in Basic Education - Part 2Jessah SuarezNoch keine Bewertungen
- Hypochlorous AcidDokument25 SeitenHypochlorous AcidDirector Research100% (2)
- 21S18052 - Joshua Partogi Hutauruk - Review BUSNOV - Umbrella - WarsDokument5 Seiten21S18052 - Joshua Partogi Hutauruk - Review BUSNOV - Umbrella - WarsJoshua HutaurukNoch keine Bewertungen
- Prime Time FeaturesDokument15 SeitenPrime Time FeaturesPruthwish PatelNoch keine Bewertungen
- Queue Using Linked ListDokument2 SeitenQueue Using Linked ListHassan ZiaNoch keine Bewertungen
- Kesehatan Dan Keadilan Sosial inDokument20 SeitenKesehatan Dan Keadilan Sosial inBobbyGunarsoNoch keine Bewertungen
- Acctg 14 - MidtermDokument5 SeitenAcctg 14 - MidtermRannah Raymundo100% (1)
- Icd-10 CM Step by Step Guide SheetDokument12 SeitenIcd-10 CM Step by Step Guide SheetEdel DurdallerNoch keine Bewertungen
- Hr-Analytics (Case Study)Dokument3 SeitenHr-Analytics (Case Study)Jeeshan IdrisiNoch keine Bewertungen
- ForecastingDokument16 SeitenForecastingSadain Bin MahboobNoch keine Bewertungen
- Optical Current TransformerDokument22 SeitenOptical Current TransformerchallaramcharanreddyNoch keine Bewertungen
- Sweet Delight Co.,Ltd.Dokument159 SeitenSweet Delight Co.,Ltd.Alice Kwon100% (1)
- Dahua Network Speed Dome & PTZ Camera Web3.0 Operation ManualDokument164 SeitenDahua Network Speed Dome & PTZ Camera Web3.0 Operation ManualNiksayNoch keine Bewertungen
- Case Study: PointDokument1 SeiteCase Study: PointprasadzinjurdeNoch keine Bewertungen
- Royal Classic e BrochureDokument14 SeitenRoyal Classic e Brochureidreesali8654Noch keine Bewertungen
- United States v. Lavaris Perry, 4th Cir. (2014)Dokument3 SeitenUnited States v. Lavaris Perry, 4th Cir. (2014)Scribd Government DocsNoch keine Bewertungen
- ''Adhibeo'' in LatinDokument5 Seiten''Adhibeo'' in LatinThriw100% (1)
- Workflows in RUP PDFDokument9 SeitenWorkflows in RUP PDFDurval NetoNoch keine Bewertungen
- Code of Ethics Multiple Choice QuestionsDokument4 SeitenCode of Ethics Multiple Choice QuestionsGideon P. Casas88% (24)
- Cbseskilleducation Com Digital Presentation Class 9Dokument11 SeitenCbseskilleducation Com Digital Presentation Class 9riscomputersirNoch keine Bewertungen
- Warman Slurry Correction Factors HR and ER Pump Power: MPC H S S L Q PDokument2 SeitenWarman Slurry Correction Factors HR and ER Pump Power: MPC H S S L Q Pyoel cueva arquinigoNoch keine Bewertungen
- Sevana - Hospital Kiosk ConceptNoteDokument103 SeitenSevana - Hospital Kiosk ConceptNotemanojNoch keine Bewertungen
- New Micra BrochureDokument14 SeitenNew Micra BrochureGlobalGroupOfDealersNoch keine Bewertungen
- Evaporative Cooling Design Spreadsheet 2014 - MetricDokument1 SeiteEvaporative Cooling Design Spreadsheet 2014 - MetricCristian MoratayaNoch keine Bewertungen
- Guillang Vs Bedania and SilvaDokument2 SeitenGuillang Vs Bedania and Silvajdg jdgNoch keine Bewertungen
- Stoxx Dividend Points Calculation Guide: Version 1.1 March 2010Dokument4 SeitenStoxx Dividend Points Calculation Guide: Version 1.1 March 2010mrtandonNoch keine Bewertungen
- TSD OSD Portal Quick Start Guide V1.0Dokument5 SeitenTSD OSD Portal Quick Start Guide V1.0sijovow282Noch keine Bewertungen
- Topic: Matrix Addition and SubtractionDokument6 SeitenTopic: Matrix Addition and SubtractionAnonyNoch keine Bewertungen