Das könnte Ihnen auch gefallen
- Us5415715 PDFDokument11 SeitenUs5415715 PDFHABTAMUNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 2001Dokument7 SeitenUnited States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 20014728Vishakha KambleNoch keine Bewertungen
- US5640718Dokument6 SeitenUS5640718Shweta ChauhanNoch keine Bewertungen
- US5127236Dokument8 SeitenUS5127236ivanlawms6745Noch keine Bewertungen
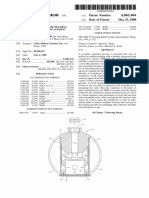
- Ulllted States Patent (19) (11) Patent Number: 6,065,404: Ripingill, Jr. Et Al. (45) Date 0f Patent: May 23, 2000Dokument13 SeitenUlllted States Patent (19) (11) Patent Number: 6,065,404: Ripingill, Jr. Et Al. (45) Date 0f Patent: May 23, 2000willNoch keine Bewertungen
- US5121329Dokument15 SeitenUS5121329AndersonNoch keine Bewertungen
- United States Patent: Trutschel (10) Patent N0.: (45) Date of PatentDokument7 SeitenUnited States Patent: Trutschel (10) Patent N0.: (45) Date of PatentsenthilNoch keine Bewertungen
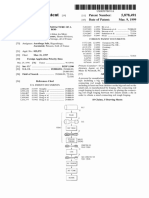
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Dokument9 SeitenUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainNoch keine Bewertungen
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDokument5 SeitenL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadNoch keine Bewertungen
- United States Patent (19) (11) Patent Number: 6,149,101: F'U-S'EL/IGE IDokument20 SeitenUnited States Patent (19) (11) Patent Number: 6,149,101: F'U-S'EL/IGE IgorgiNoch keine Bewertungen
- 2001 - Us6216797 - Thrust System For A Horizontal Directional DrillDokument12 Seiten2001 - Us6216797 - Thrust System For A Horizontal Directional DrillCường Nguyễn QuốcNoch keine Bewertungen
- United States Patent (19) : Ninomiya May 5, 1992Dokument3 SeitenUnited States Patent (19) : Ninomiya May 5, 1992MugenNoch keine Bewertungen
- United States Patent (19) 11 Patent Number: 5,878,491Dokument11 SeitenUnited States Patent (19) 11 Patent Number: 5,878,491Edmealem Belay MekonnenNoch keine Bewertungen
- United States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Dokument7 SeitenUnited States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Roby MirzaNoch keine Bewertungen
- US5114451Dokument10 SeitenUS5114451MuhammadTanzeeLUsmanNoch keine Bewertungen
- Iiihiiii: United States PatentDokument9 SeitenIiihiiii: United States PatentrobiatulawaliyahNoch keine Bewertungen
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDokument10 SeitenUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNoch keine Bewertungen
- US5988762Dokument15 SeitenUS5988762aungkyawzoreNoch keine Bewertungen
- United States Patent: (56) Unlte F Ences Cllated and Subsequently Upwardly Through A Packing LayerDokument8 SeitenUnited States Patent: (56) Unlte F Ences Cllated and Subsequently Upwardly Through A Packing LayerDita Baeti PridianaNoch keine Bewertungen
- United States Patent: (10) Patent No.: US 6,293,891 B1Dokument8 SeitenUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiNoch keine Bewertungen
- 2002 - Us6497296 - Anchoring System For A Directional Drilling Machine and Methods of UseDokument15 Seiten2002 - Us6497296 - Anchoring System For A Directional Drilling Machine and Methods of UseCường Nguyễn QuốcNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6,453,528 B1Dokument9 SeitenUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNoch keine Bewertungen
- Us 5162407Dokument9 SeitenUs 5162407Juanan LopezNoch keine Bewertungen
- Us5473989 PDFDokument8 SeitenUs5473989 PDFcacak283Noch keine Bewertungen
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Dokument6 SeitenUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPNoch keine Bewertungen
- US6276294Dokument12 SeitenUS6276294Văn Hiếu NguyễnNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002Dokument8 SeitenUnited States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002DaikinllcNoch keine Bewertungen
- United States Patent (19) : Peguy Jun. 21, 1994Dokument18 SeitenUnited States Patent (19) : Peguy Jun. 21, 1994Astrea Ama tu tierraNoch keine Bewertungen
- 16776Dokument8 Seiten16776Tashi BestNoch keine Bewertungen
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Dokument33 SeitenUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963Noch keine Bewertungen
- Unite Patent (19) : EnglandDokument4 SeitenUnite Patent (19) : EnglandDoinitaNoch keine Bewertungen
- United States Patent: GuirgisDokument11 SeitenUnited States Patent: Guirgisamd mhmNoch keine Bewertungen
- United States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35Dokument10 SeitenUnited States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35jeremyhoveNoch keine Bewertungen
- Ulllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Dokument8 SeitenUlllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Cường Nguyễn QuốcNoch keine Bewertungen
- Us5955039 PDFDokument8 SeitenUs5955039 PDFMayur B NeveNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6,216,982 B1: Pfennig Et Al. (45) Date of Patent: Apr. 17, 2001Dokument10 SeitenUnited States Patent (10) Patent No.: US 6,216,982 B1: Pfennig Et Al. (45) Date of Patent: Apr. 17, 2001Arthur HugenNoch keine Bewertungen
- Anti-Resonance Pipe ClipDokument6 SeitenAnti-Resonance Pipe ClipTUNCAY GUMUSNoch keine Bewertungen
- Centrifuga Sharples AE 16 PDFDokument35 SeitenCentrifuga Sharples AE 16 PDFMARCO VERAMENDINoch keine Bewertungen
- United States Patent: (10) Patent No.: (45) Date of PatentDokument24 SeitenUnited States Patent: (10) Patent No.: (45) Date of PatentkartikkeyyanNoch keine Bewertungen
- United States Patent (19) : Helderle Et AlDokument14 SeitenUnited States Patent (19) : Helderle Et AlabodolkuhaaNoch keine Bewertungen
- Spotting FluidsDokument16 SeitenSpotting FluidsEduardo PeraltaNoch keine Bewertungen
- Molde PatenteadoDokument12 SeitenMolde PatenteadoFabiano SchincariolNoch keine Bewertungen
- United States Patent (19) : Ninomiya 11 Patent Number: (45) Date of Patent: Jul. 4, 1989Dokument4 SeitenUnited States Patent (19) : Ninomiya 11 Patent Number: (45) Date of Patent: Jul. 4, 1989MugenNoch keine Bewertungen
- FN Five Seven US5347912Dokument7 SeitenFN Five Seven US5347912apoorva singhNoch keine Bewertungen
- United States Patent: Gaydos Et AlDokument8 SeitenUnited States Patent: Gaydos Et AlHugo Mauricio Echeverry HerreraNoch keine Bewertungen
- H - III: United States PatentDokument18 SeitenH - III: United States PatentkartikkeyyanNoch keine Bewertungen
- United States Patent (10) Patent N0.2 US 6,555,101 B1Dokument8 SeitenUnited States Patent (10) Patent N0.2 US 6,555,101 B1Walter MendozaNoch keine Bewertungen
- AbktDokument5 SeitenAbktboergleNoch keine Bewertungen
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Dokument9 SeitenUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaNoch keine Bewertungen
- Us 558ujdhDokument7 SeitenUs 558ujdhLondon MoscowNoch keine Bewertungen
- PatentDokument6 SeitenPatentfiNoch keine Bewertungen
- 0 1 20L 5Lsl7 A S: United States Patent (191Dokument10 Seiten0 1 20L 5Lsl7 A S: United States Patent (191Citra Adelina SitorusNoch keine Bewertungen
- Ulllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000Dokument6 SeitenUlllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000GraciaVelitarioNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6, 180,203 B1: Unkles (45) Date of Patent: Jan. 30, 2001Dokument8 SeitenUnited States Patent (10) Patent No.: US 6, 180,203 B1: Unkles (45) Date of Patent: Jan. 30, 2001G DragonNoch keine Bewertungen
- United States Patent (10) Patent N0.: US 6,544,098 B1Dokument60 SeitenUnited States Patent (10) Patent N0.: US 6,544,098 B1matiascafuNoch keine Bewertungen
- United States Patent: Wallin (45) Date of Patent: Oct. 23, 2001Dokument17 SeitenUnited States Patent: Wallin (45) Date of Patent: Oct. 23, 2001willNoch keine Bewertungen
- United States PatentDokument8 SeitenUnited States PatentNitin DhawanNoch keine Bewertungen
- 1 / 1" F" /"M/ F"/ K: (12) United States PatentDokument16 Seiten1 / 1" F" /"M/ F"/ K: (12) United States PatentEduardo Fernandez DazaNoch keine Bewertungen
- United States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Dokument29 SeitenUnited States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Mary HullNoch keine Bewertungen
- Chapter 10-Rotation of A Rigid Object About A Fixed Axis: Multiple ChoiceDokument23 SeitenChapter 10-Rotation of A Rigid Object About A Fixed Axis: Multiple ChoiceMerlin Trochez 504Noch keine Bewertungen
- Angular MomentumDokument5 SeitenAngular MomentumNabeel BhuttaNoch keine Bewertungen
- CST GX Promo BookDokument8 SeitenCST GX Promo BookaikiguyNoch keine Bewertungen
- Unity All Lesson PlansDokument184 SeitenUnity All Lesson PlansGustavoLadinoNoch keine Bewertungen
- The Mars-Earth WarsDokument286 SeitenThe Mars-Earth WarsKovács Péter100% (6)
- Worksheet 1Dokument5 SeitenWorksheet 1Nichita DumitrasNoch keine Bewertungen
- Physics Rotational Motion MCQDokument7 SeitenPhysics Rotational Motion MCQAyan Ghosh100% (1)
- Kayak MixerDokument468 SeitenKayak Mixerd-fbuser-119194251Noch keine Bewertungen
- Resultant of Forces PDFDokument109 SeitenResultant of Forces PDFDhruv KhuranaNoch keine Bewertungen
- Second Condition of EquilibriumDokument86 SeitenSecond Condition of EquilibriumKimberly FloresNoch keine Bewertungen
- Section 2-2: Surface Area: y FX Ab AbDokument7 SeitenSection 2-2: Surface Area: y FX Ab AbBorisNoch keine Bewertungen
- DevcardDokument4 SeitenDevcardСергей ЧиграковNoch keine Bewertungen
- Aerial Tow Target (1954)Dokument13 SeitenAerial Tow Target (1954)CAP History LibraryNoch keine Bewertungen
- Project 0001 Indoor Boomerang Simplesonic 12514Dokument18 SeitenProject 0001 Indoor Boomerang Simplesonic 12514Shonu AhmedNoch keine Bewertungen
- Powermill 2016 - MTD Userguide enDokument65 SeitenPowermill 2016 - MTD Userguide enVijayKumar100% (1)
- Ang and Linear VelocityDokument1 SeiteAng and Linear VelocityRama KumarNoch keine Bewertungen
- Varmain CodeDokument3 SeitenVarmain Codejignesh chauhanNoch keine Bewertungen
- j3d TutorialDokument346 Seitenj3d Tutorialrobo_c_programmer4515100% (1)
- MA KUKA YouBot enDokument57 SeitenMA KUKA YouBot enRock Rách100% (2)
- Prediction of Aircraft Lost of Control in The Flight by Continuation, Bifurcation, and Catastrophe Theory MethodsDokument10 SeitenPrediction of Aircraft Lost of Control in The Flight by Continuation, Bifurcation, and Catastrophe Theory MethodsAnonymous mE6MEje0Noch keine Bewertungen
- ASTR 102 - TEST - MC01 & SA&TF Flashcards - QuizletDokument27 SeitenASTR 102 - TEST - MC01 & SA&TF Flashcards - Quizletjjjj_123Noch keine Bewertungen
- Campbell Diagram: in RotordynamicsDokument2 SeitenCampbell Diagram: in RotordynamicslauracarrionNoch keine Bewertungen
- TM-1505 AVEVA Plant (12 Series) AVEVA Laser ModellerDokument63 SeitenTM-1505 AVEVA Plant (12 Series) AVEVA Laser ModellerAlessandro FaraciNoch keine Bewertungen
- The Cosmic Perspective: Seventh EditionDokument52 SeitenThe Cosmic Perspective: Seventh Editionapi-225960274100% (1)
- ArticleDokument19 SeitenArticlemelihNoch keine Bewertungen
- Romanov Extrenal Structure of HTDokument6 SeitenRomanov Extrenal Structure of HTZachary LeeNoch keine Bewertungen
- How To Calculate The Angular VelocityDokument11 SeitenHow To Calculate The Angular VelocityParasaram SrinivasNoch keine Bewertungen
- 13 2 1 Non Vibratory Part FeederDokument45 Seiten13 2 1 Non Vibratory Part Feederdavid mierNoch keine Bewertungen
- Norma FEFCO para Ensayos A Cajas PDFDokument39 SeitenNorma FEFCO para Ensayos A Cajas PDFRusbeli VelazquezNoch keine Bewertungen
- X FactorDokument5 SeitenX Factorodic2002100% (1)