Das könnte Ihnen auch gefallen
- An Introduction To Submarine CablesDokument7 SeitenAn Introduction To Submarine CablesAbner VJ100% (1)
- Ofc 1Dokument76 SeitenOfc 1kaushaltrivedi46Noch keine Bewertungen
- 01 EIG OverviewDokument51 Seiten01 EIG OverviewMohamed Yasin Akbar100% (1)
- T Rec G.988 201711 I!!pdf e PDFDokument670 SeitenT Rec G.988 201711 I!!pdf e PDFChunder007Noch keine Bewertungen
- Seaflex Splice ClosureDokument4 SeitenSeaflex Splice Closureandizul2000Noch keine Bewertungen
- Sea Me We 4Dokument14 SeitenSea Me We 4Uditha MuthumalaNoch keine Bewertungen
- Training EXFO TesterDokument19 SeitenTraining EXFO TesterVinh PhucNoch keine Bewertungen
- A Complete List of Content Providers' Submarine Cable Holdings PDFDokument8 SeitenA Complete List of Content Providers' Submarine Cable Holdings PDFChandradeep SenNoch keine Bewertungen
- 2015 - 11 - 20 - Short Xtera's Company Overview - With Sample Projects - IpadDokument30 Seiten2015 - 11 - 20 - Short Xtera's Company Overview - With Sample Projects - IpadDerrick Kojo SenyoNoch keine Bewertungen
- Basic IP PDFDokument276 SeitenBasic IP PDFfalberto08Noch keine Bewertungen
- Submarine Cable CommunicationDokument10 SeitenSubmarine Cable CommunicationIbitoye VictorNoch keine Bewertungen
- Harmony Radio, R2.8: Hardware Installation GuideDokument157 SeitenHarmony Radio, R2.8: Hardware Installation GuideСергій ХрущовNoch keine Bewertungen
- Alcatel Support Document For Cable System in Cuba Internet Tic PDFDokument11 SeitenAlcatel Support Document For Cable System in Cuba Internet Tic PDFJuan Manuel Alvarez TurNoch keine Bewertungen
- RXT 10GE ManualDokument98 SeitenRXT 10GE ManualRichard TroianoNoch keine Bewertungen
- WDM Technologies: Passive Optical ComponentsVon EverandWDM Technologies: Passive Optical ComponentsAchyut K. DuttaNoch keine Bewertungen
- UNIT 18 Measures of Variation: AnswersDokument9 SeitenUNIT 18 Measures of Variation: Answersapi-195130729Noch keine Bewertungen
- XLPE Submarine Cable Systems 2GM5007 PDFDokument12 SeitenXLPE Submarine Cable Systems 2GM5007 PDFasdsd dsdaNoch keine Bewertungen
- ZTT SOFC SubmaineCableDokument35 SeitenZTT SOFC SubmaineCabletanto_deep_15Noch keine Bewertungen
- Basics of Submarine System Installation and Operation PDFDokument55 SeitenBasics of Submarine System Installation and Operation PDFYashveer Takoory100% (2)
- Presentacion CHI NOG18 Tabata Materan Revised 050318Dokument40 SeitenPresentacion CHI NOG18 Tabata Materan Revised 050318Najeeb Ur Rehman LashariNoch keine Bewertungen
- Harmony Radio, R2.8: Customer Documentation GuideDokument5 SeitenHarmony Radio, R2.8: Customer Documentation GuideRalaivao Solofohery Dieu-donnéNoch keine Bewertungen
- Viavi T-Berd/Mts: CWDM and DWDM OtdrsDokument3 SeitenViavi T-Berd/Mts: CWDM and DWDM OtdrsMarcelo MijariaNoch keine Bewertungen
- Exfo Ftbx-5245 Ftbx-5255 OSA GUIDEDokument750 SeitenExfo Ftbx-5245 Ftbx-5255 OSA GUIDERajesh PorwalNoch keine Bewertungen
- Fiber Optics ReviewerDokument16 SeitenFiber Optics Reviewersupermax23Noch keine Bewertungen
- Optec Catalogue PDFDokument98 SeitenOptec Catalogue PDFVijay Lakshmipathy0% (1)
- Alcatel-Lucent ISA ES14 Series DatasheetDokument6 SeitenAlcatel-Lucent ISA ES14 Series DatasheetAndrei SlujitoruNoch keine Bewertungen
- Open Submarine Cable Management Handbook: Key ConsiderationsDokument11 SeitenOpen Submarine Cable Management Handbook: Key ConsiderationsAhmed AliraqNoch keine Bewertungen
- Optical Transport NetworkDokument79 SeitenOptical Transport NetworkNithya SelvanayagamNoch keine Bewertungen
- EXFO Technical Note 38Dokument8 SeitenEXFO Technical Note 38accumulatorNoch keine Bewertungen
- Google Traffic Disruptions PDFDokument2 SeitenGoogle Traffic Disruptions PDFAnonymous lSeRwVNoch keine Bewertungen
- Course Curriculum Fibre Optic EngineerDokument4 SeitenCourse Curriculum Fibre Optic EngineerVenkata Suresh MandavaNoch keine Bewertungen
- OTC000003 WDM Principle ISSUE1.1Dokument67 SeitenOTC000003 WDM Principle ISSUE1.1Otmane Ben AhmedNoch keine Bewertungen
- DWDM Test and Monitoring Solutions Wireless Service Providers Brochures enDokument3 SeitenDWDM Test and Monitoring Solutions Wireless Service Providers Brochures enGhallab AlsadehNoch keine Bewertungen
- Fiber Optic CommunicationDokument4 SeitenFiber Optic Communicationeaglett100% (1)
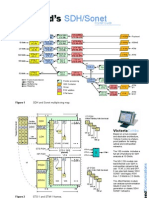
- SDH QuickDokument8 SeitenSDH Quickvosyok1111Noch keine Bewertungen
- FiberOptic Com FullDokument116 SeitenFiberOptic Com FullkhotrucNoch keine Bewertungen
- DWDM Transmode GoodDokument89 SeitenDWDM Transmode GoodSanjay YadavNoch keine Bewertungen
- Optical Network Monitoring System Onmsi Ensures Municipality Fiber Network Availability Case StudiesDokument2 SeitenOptical Network Monitoring System Onmsi Ensures Municipality Fiber Network Availability Case StudiesgagaNoch keine Bewertungen
- Mesure OSNR WDMDokument18 SeitenMesure OSNR WDMAnonymous 5Pzs8gpVQNoch keine Bewertungen
- Fiber Optic Infrastructure & Site Civil Works v-2Dokument14 SeitenFiber Optic Infrastructure & Site Civil Works v-2api-3711176100% (3)
- Accessories: Europe/Middle East/Africa Product Selection GuideDokument68 SeitenAccessories: Europe/Middle East/Africa Product Selection GuideShiela Monique FajardoNoch keine Bewertungen
- Erbium-Doped Fiber AmplifiersDokument6 SeitenErbium-Doped Fiber AmplifiersboyetcincoNoch keine Bewertungen
- Alcatel Support Document For Cable System in CubaDokument11 SeitenAlcatel Support Document For Cable System in CubaDEGNISSODENoch keine Bewertungen
- Submarine Cables. O&MDokument32 SeitenSubmarine Cables. O&MterramocoNoch keine Bewertungen
- Literature ReviewDokument6 SeitenLiterature ReviewtazebNoch keine Bewertungen
- Submarine CableDokument7 SeitenSubmarine CableKamrul HasanNoch keine Bewertungen
- Huawei CloudEngine S6730-H Series 10GE Switches DatasheetDokument29 SeitenHuawei CloudEngine S6730-H Series 10GE Switches DatasheetJose Julian Orjuela LoperaNoch keine Bewertungen
- Ronald Talisay CV Telecom EngineerDokument6 SeitenRonald Talisay CV Telecom EngineerRonald AllanNoch keine Bewertungen
- Submarine Network World 2015 ReportDokument25 SeitenSubmarine Network World 2015 ReportOmar AwaleNoch keine Bewertungen
- Laboratory Manual For Copper CablingDokument48 SeitenLaboratory Manual For Copper CablingBikash BhattaraiNoch keine Bewertungen
- DWDM Fujitsu SubmarineDokument12 SeitenDWDM Fujitsu SubmarineDerrick SenyoNoch keine Bewertungen
- TM 2G3G4G Hardware Installation Guide V1.6 PDFDokument150 SeitenTM 2G3G4G Hardware Installation Guide V1.6 PDFjacobus_louw4329Noch keine Bewertungen
- Eagleray 7000 Plus: High-Performance Sotm For Defense and Security ApplicationsDokument2 SeitenEagleray 7000 Plus: High-Performance Sotm For Defense and Security ApplicationsDharmawan TohNoch keine Bewertungen
- HUAWEI CloudEngine Switch Quick Reference Guide PDFDokument36 SeitenHUAWEI CloudEngine Switch Quick Reference Guide PDFHussein DhafanNoch keine Bewertungen
- XyzDokument163 SeitenXyzNithya SelvanayagamNoch keine Bewertungen
- PFE (Power Feed Equipment) R4.4 Description - TOP18063 - V2.0-SG-R4.4-Ed1Dokument142 SeitenPFE (Power Feed Equipment) R4.4 Description - TOP18063 - V2.0-SG-R4.4-Ed1Abu-Abdullah Sameer100% (3)
- 19 - Network Planning PDFDokument7 Seiten19 - Network Planning PDFhasNoch keine Bewertungen
- NEC Brochure 5th Edition Final 16ppDokument16 SeitenNEC Brochure 5th Edition Final 16ppbolermNoch keine Bewertungen
- AD - Practical Analog Design Techniques PDFDokument382 SeitenAD - Practical Analog Design Techniques PDFgeorgdiNoch keine Bewertungen
- High Speed Design Techniques PDFDokument416 SeitenHigh Speed Design Techniques PDFbolermNoch keine Bewertungen
- Transducer Interfacing Handbook PDFDokument133 SeitenTransducer Interfacing Handbook PDFbolerm100% (1)
- G3-PLC Alliance Technical PresentationDokument28 SeitenG3-PLC Alliance Technical PresentationbolermNoch keine Bewertungen
- Chapter 6 OFDM-DMT For Wireline CommunicationsDokument45 SeitenChapter 6 OFDM-DMT For Wireline CommunicationsbolermNoch keine Bewertungen
- Zetex HandbookDokument8 SeitenZetex HandbookbolermNoch keine Bewertungen
- Converting MicroSim® Schematics Designs To OrCAD Capture® DesignsDokument44 SeitenConverting MicroSim® Schematics Designs To OrCAD Capture® DesignsbolermNoch keine Bewertungen
- Exercises INF 5860 Solution HintsDokument11 SeitenExercises INF 5860 Solution HintsPatrick O'RourkeNoch keine Bewertungen
- COLLEGE OF HEALTH SCIENCE Department of Anesthesia Research ProposalDokument29 SeitenCOLLEGE OF HEALTH SCIENCE Department of Anesthesia Research Proposalmihret tedla100% (1)
- 16.1 Latent Variable ModerationDokument6 Seiten16.1 Latent Variable ModerationMarium KhanNoch keine Bewertungen
- Gould - Curve BallDokument8 SeitenGould - Curve BallKein BécilNoch keine Bewertungen
- Davison Full CVDokument18 SeitenDavison Full CVVishnu Prakash SinghNoch keine Bewertungen
- ch10 Acceptance Sampling PDFDokument29 Seitench10 Acceptance Sampling PDFgtmani123Noch keine Bewertungen
- Bus 173 - 3Dokument19 SeitenBus 173 - 3Mirza Asir IntesarNoch keine Bewertungen
- Predictive Model For E-CommerceDokument3 SeitenPredictive Model For E-CommerceNipun Goyal100% (1)
- Qsar Stastistical Method in Drug DesignDokument54 SeitenQsar Stastistical Method in Drug DesignvershaparchaNoch keine Bewertungen
- Planned Change Resistance Malaysia AirlinesDokument18 SeitenPlanned Change Resistance Malaysia Airlinesyueniese lNoch keine Bewertungen
- 161001Dokument2 Seiten161001mehul03ecNoch keine Bewertungen
- Chapter 9: Introduction To The T StatisticDokument8 SeitenChapter 9: Introduction To The T Statisticuser31415Noch keine Bewertungen
- Probability, Statistics, and Reality: Essay Concerning The Social Dimension of ScienceDokument10 SeitenProbability, Statistics, and Reality: Essay Concerning The Social Dimension of Scienceforscribd1981Noch keine Bewertungen
- Inference For Two PopulationsDokument58 SeitenInference For Two PopulationsAsiiyahNoch keine Bewertungen
- The Mathematics of DataDokument340 SeitenThe Mathematics of Dataangel.ricardo100% (1)
- Lesson 5Dokument20 SeitenLesson 5RM April AlonNoch keine Bewertungen
- 189641-Article Text-481518-1-10-20190911Dokument9 Seiten189641-Article Text-481518-1-10-20190911AnasthasiaNoch keine Bewertungen
- Practical Research 2: Quarter 2 - Module 8Dokument38 SeitenPractical Research 2: Quarter 2 - Module 8Kenneth Aquino50% (4)
- Ma1014 Unit I QBDokument22 SeitenMa1014 Unit I QBritesh1996Noch keine Bewertungen
- Project Report On Effect of Welfare Measures On EmployeesDokument50 SeitenProject Report On Effect of Welfare Measures On EmployeesSaanvi Gupta67% (6)
- Colina Math Weeks 11 12Dokument16 SeitenColina Math Weeks 11 12Lucius MoonstarNoch keine Bewertungen
- Donohue 1996Dokument21 SeitenDonohue 1996siti raudlahNoch keine Bewertungen
- Module 1 - Statistical Process Control PDFDokument37 SeitenModule 1 - Statistical Process Control PDFMiel Ross JaderNoch keine Bewertungen
- Unit-3 Classification & RegressionDokument4 SeitenUnit-3 Classification & RegressionSandesh KaleNoch keine Bewertungen
- Regreesion AnalysisDokument24 SeitenRegreesion AnalysisRaghavendra JeevaNoch keine Bewertungen
- Food Safety and Students' Satisfaction On The Food Service Provided by The School CanteenDokument12 SeitenFood Safety and Students' Satisfaction On The Food Service Provided by The School Canteencharles espejonNoch keine Bewertungen
- Hubungan Self Care Management Diabetes Dengan Kualitas Hidup Pasien Diabetes MellitusDokument4 SeitenHubungan Self Care Management Diabetes Dengan Kualitas Hidup Pasien Diabetes MellitusWilly SendukNoch keine Bewertungen
- Data Mining Sample Midterm Questions (Last Modified 2/17/19)Dokument4 SeitenData Mining Sample Midterm Questions (Last Modified 2/17/19)rekhaNoch keine Bewertungen
- Quantitative Methods For Economics - SyllabusDokument5 SeitenQuantitative Methods For Economics - SyllabusKatherine SauerNoch keine Bewertungen
- Introduction To Boosting: Cynthia Rudin PACM, Princeton UniversityDokument29 SeitenIntroduction To Boosting: Cynthia Rudin PACM, Princeton UniversityasdfasdffdsaNoch keine Bewertungen