Das könnte Ihnen auch gefallen
- Wreck It Ralph ScreenplayDokument114 SeitenWreck It Ralph ScreenplayRebekah Sommerville100% (4)
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesVon EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNoch keine Bewertungen
- Mathcad ReferenceDokument2 SeitenMathcad Referencejerezg25Noch keine Bewertungen
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Dokument67 SeitenNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxNoch keine Bewertungen
- Fitness RX For Women - April 2014Dokument116 SeitenFitness RX For Women - April 2014Ricardo Soares100% (2)
- The BBTT Program REV PDFDokument40 SeitenThe BBTT Program REV PDFBianca Lacramioara Florea100% (3)
- Composite ReportDokument78 SeitenComposite ReportSanthosh NagarajaNoch keine Bewertungen
- PHYSICS Review Guide 2D Motion: M - L B NDokument4 SeitenPHYSICS Review Guide 2D Motion: M - L B Npotatoman51325Noch keine Bewertungen
- India Today 27.05.19Dokument180 SeitenIndia Today 27.05.19ISO SRCAS0% (1)
- New Cutting ToolsDokument102 SeitenNew Cutting ToolsUmasankar IyerNoch keine Bewertungen
- REGULATIONS FOR SHIPSDokument62 SeitenREGULATIONS FOR SHIPSBasong SanNoch keine Bewertungen
- Force MeasurementDokument18 SeitenForce MeasurementKali DasNoch keine Bewertungen
- Force MeasurementDokument18 SeitenForce MeasurementKali DasNoch keine Bewertungen
- HUMSS - Q3 - Trends - Mod5 - Global Networks Part 1Dokument24 SeitenHUMSS - Q3 - Trends - Mod5 - Global Networks Part 1Chernie Deroma Obsenares67% (6)
- Cryogenic GrindingDokument15 SeitenCryogenic GrindingBibinNoch keine Bewertungen
- Group 9 Caught in Between Modern and Contemporary ArtDokument12 SeitenGroup 9 Caught in Between Modern and Contemporary Artlen lenNoch keine Bewertungen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Micro Machining Prof V K JainDokument70 SeitenMicro Machining Prof V K JainJayant Kumar0% (1)
- A History of OrnamentDokument488 SeitenA History of OrnamentBrad Sommers100% (12)
- Short Notes For Heat Transfer - Docx 97.docx 93Dokument18 SeitenShort Notes For Heat Transfer - Docx 97.docx 93kumarsumit1942Noch keine Bewertungen
- Timber Deck CargoesDokument12 SeitenTimber Deck CargoeschristieSINoch keine Bewertungen
- Technical Seminar Report PDFDokument24 SeitenTechnical Seminar Report PDF1DS20EE410 KalingNoch keine Bewertungen
- Advance Surface EngineeringDokument15 SeitenAdvance Surface EngineeringAngry BirdNoch keine Bewertungen
- Abrasive Jet MachiningDokument12 SeitenAbrasive Jet MachiningTejas SuratiNoch keine Bewertungen
- The Global Commitment 2021 Progress ReportDokument39 SeitenThe Global Commitment 2021 Progress ReportComunicarSe-ArchivoNoch keine Bewertungen
- Analysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Dokument31 SeitenAnalysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Md Imran0% (1)
- HSM Seminar Report on High Speed MachiningDokument16 SeitenHSM Seminar Report on High Speed MachiningGRACY75% (4)
- K.K.I.W.E.E.R Department of Mechanical Engineering, Nashik 1Dokument18 SeitenK.K.I.W.E.E.R Department of Mechanical Engineering, Nashik 1kshitijNoch keine Bewertungen
- For Wood Cutter MachineDokument19 SeitenFor Wood Cutter MachineRahul Rajput100% (1)
- Mechanical Behavior of Banana Fiber Reinforced Epoxy CompositesDokument30 SeitenMechanical Behavior of Banana Fiber Reinforced Epoxy Compositespramo_dassNoch keine Bewertungen
- Module 2 - Rolling ProcessDokument51 SeitenModule 2 - Rolling Processarun t nNoch keine Bewertungen
- Composite Leaf SpringDokument23 SeitenComposite Leaf SpringVijay AnandNoch keine Bewertungen
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDokument4 SeitenInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNoch keine Bewertungen
- 6-Cutting-Tool Materials and Cutting FluidsDokument41 Seiten6-Cutting-Tool Materials and Cutting Fluidsmuralict2009Noch keine Bewertungen
- Friction Stir Welding FSW Final ReportDokument28 SeitenFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- HSM-EFFECTIVE MODERN CUTTINGDokument8 SeitenHSM-EFFECTIVE MODERN CUTTINGVignesh WaranNoch keine Bewertungen
- IIT Roorkee Advanced Manufacturing ProcessesDokument92 SeitenIIT Roorkee Advanced Manufacturing Processesvishal guptaNoch keine Bewertungen
- Manufacturing Process IDokument144 SeitenManufacturing Process IHari Prasad100% (1)
- Design and Analysis of Composite Drive ShaftDokument8 SeitenDesign and Analysis of Composite Drive Shaftmesfin DemiseNoch keine Bewertungen
- SEMINAR On NanocompositesDokument30 SeitenSEMINAR On NanocompositesRama GaurNoch keine Bewertungen
- Static and Dynamic Analysis of HCR Spur Gear Drive UsingDokument54 SeitenStatic and Dynamic Analysis of HCR Spur Gear Drive Usingjr-parshanthNoch keine Bewertungen
- ABRASIVE CLEANING METHODSDokument12 SeitenABRASIVE CLEANING METHODSNeer Mehra100% (1)
- Seminar Final AnandDokument43 SeitenSeminar Final AnandAnand GargNoch keine Bewertungen
- Ultrasonic Machining 1Dokument9 SeitenUltrasonic Machining 1patelindia1230% (1)
- Final Thesis On CNCDokument55 SeitenFinal Thesis On CNCFranco100% (1)
- Friction Stir WeldingDokument30 SeitenFriction Stir WeldingDilip Patel100% (1)
- Project ReportDokument47 SeitenProject ReportA/4041 /Haridoss.SNoch keine Bewertungen
- Plasma Arc MachiningDokument18 SeitenPlasma Arc MachiningStephen WeiNoch keine Bewertungen
- Cutting Tool Materials SeminarDokument21 SeitenCutting Tool Materials SeminarSahad MkNoch keine Bewertungen
- NIRAJDokument15 SeitenNIRAJChandrakant SaurabhNoch keine Bewertungen
- Production Engineering Lab VIII SemDokument24 SeitenProduction Engineering Lab VIII Semsunil kumawatNoch keine Bewertungen
- Types of Patterns GuideDokument10 SeitenTypes of Patterns GuideANIKET ANANDNoch keine Bewertungen
- High Speed MachiningDokument27 SeitenHigh Speed MachiningSandeep Kumar100% (1)
- Multi-objective optimisation of EDM for AISI P20 tool steelDokument244 SeitenMulti-objective optimisation of EDM for AISI P20 tool steelShiba Narayan SahuNoch keine Bewertungen
- EXPLOSIVE FORMING Methods & ApplicationsDokument7 SeitenEXPLOSIVE FORMING Methods & ApplicationsMazurchevici Andrei DănuţNoch keine Bewertungen
- Resistance Spot WeldingDokument26 SeitenResistance Spot Weldingஜெகன் தேவர்Noch keine Bewertungen
- Bearings: IndexDokument9 SeitenBearings: IndextanmayNoch keine Bewertungen
- Copy Milling MachineDokument77 SeitenCopy Milling MachineAkshay Shinde25% (4)
- Manufacturing Technology: Unit - IDokument18 SeitenManufacturing Technology: Unit - Iapi-271354682100% (1)
- Crankshaft Fatigue Failure Analysis ReviewDokument14 SeitenCrankshaft Fatigue Failure Analysis ReviewFakada Dabalo Gurmesa100% (1)
- Nitro Shock AbsorbersDokument18 SeitenNitro Shock AbsorbersPavan KumarNoch keine Bewertungen
- Seminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDokument20 SeitenSeminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDeepak SonawaneNoch keine Bewertungen
- Chapter 5 - Electrochemical Based Hybrid Machining ProcessDokument36 SeitenChapter 5 - Electrochemical Based Hybrid Machining ProcessHimanshu BisariaNoch keine Bewertungen
- Fabrication of Composite Natural FiberDokument30 SeitenFabrication of Composite Natural FiberAditya GuptaNoch keine Bewertungen
- Selection &optimization of Spot Welding Process Parameters Using Taguchi MethodDokument40 SeitenSelection &optimization of Spot Welding Process Parameters Using Taguchi MethodBabuli KumarNoch keine Bewertungen
- 7 - Chapter2 MMCDokument38 Seiten7 - Chapter2 MMCshrivdNoch keine Bewertungen
- Theory of Metal Cutting-Module 1Dokument116 SeitenTheory of Metal Cutting-Module 1rejeesh_rajendranNoch keine Bewertungen
- Additive Manufacturing MaterialDokument60 SeitenAdditive Manufacturing MaterialPRATIK JADHAVNoch keine Bewertungen
- High Speed Machining GuideDokument4 SeitenHigh Speed Machining GuidedavidNoch keine Bewertungen
- Metallic Matrix Composites: Composite Materials, Vol. 4Von EverandMetallic Matrix Composites: Composite Materials, Vol. 4Kenneth G. KreiderNoch keine Bewertungen
- ME312 - Non-Traditional Machining and USMDokument45 SeitenME312 - Non-Traditional Machining and USMArushiNoch keine Bewertungen
- 1.5.1 Intro To MicromachiningDokument24 Seiten1.5.1 Intro To MicromachiningAshish MishraNoch keine Bewertungen
- Common Beginner Mistakes 1Dokument13 SeitenCommon Beginner Mistakes 1karim94Noch keine Bewertungen
- CAT 2008 Answer Key: 111 Series Section 1Dokument21 SeitenCAT 2008 Answer Key: 111 Series Section 1Anand PatelNoch keine Bewertungen
- 2.1 Annexure PDFDokument6 Seiten2.1 Annexure PDFKali DasNoch keine Bewertungen
- FlyerDokument1 SeiteFlyerKali DasNoch keine Bewertungen
- 7208-Hit Nov Dec 2016 Results PDFDokument94 Seiten7208-Hit Nov Dec 2016 Results PDFKali DasNoch keine Bewertungen
- Sri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Dokument35 SeitenSri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Kali DasNoch keine Bewertungen
- Certificate of Appreciation: This Is To Certify ThatDokument1 SeiteCertificate of Appreciation: This Is To Certify ThatKali DasNoch keine Bewertungen
- Gmail - OTP For Login PDFDokument1 SeiteGmail - OTP For Login PDFKali DasNoch keine Bewertungen
- Day 2Dokument2 SeitenDay 2Kali DasNoch keine Bewertungen
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDokument44 SeitenA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasNoch keine Bewertungen
- TNEB Online Payment 2 PDFDokument1 SeiteTNEB Online Payment 2 PDFKali DasNoch keine Bewertungen
- State and district-wise Covid19 cases in IndiaDokument4 SeitenState and district-wise Covid19 cases in IndiaKali DasNoch keine Bewertungen
- IplDokument26 SeitenIplKali DasNoch keine Bewertungen
- Recent SMS Messages ListDokument1 SeiteRecent SMS Messages ListKali DasNoch keine Bewertungen
- Explain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchDokument1 SeiteExplain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchKali DasNoch keine Bewertungen
- Dynamic Balancing MachineDokument1 SeiteDynamic Balancing MachineKali DasNoch keine Bewertungen
- Assignment of MMPDokument35 SeitenAssignment of MMPKali DasNoch keine Bewertungen
- 1Dokument18 Seiten1Kali DasNoch keine Bewertungen
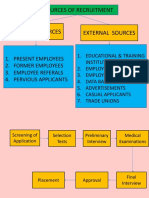
- Sources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsDokument24 SeitenSources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsKali DasNoch keine Bewertungen
- SMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsDokument6 SeitenSMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsKali DasNoch keine Bewertungen
- Fluid Mechanics & MachinesDokument307 SeitenFluid Mechanics & MachinesKBSMANIT100% (9)
- SMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsDokument6 SeitenSMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsKali DasNoch keine Bewertungen
- A3ssignment 1Dokument1 SeiteA3ssignment 1Kali DasNoch keine Bewertungen
- Graphics November - December 2011Dokument2 SeitenGraphics November - December 2011Dmj Anbu RajNoch keine Bewertungen
- 2 Marks in Unit 5Dokument4 Seiten2 Marks in Unit 5Kali DasNoch keine Bewertungen
- Experiment No.8Dokument5 SeitenExperiment No.8Osama RashaydaNoch keine Bewertungen
- The Enchanted ForestDokument3 SeitenThe Enchanted ForestRichealle Vaniel Delicano SeverinoNoch keine Bewertungen
- Abb 60 PVS-TLDokument4 SeitenAbb 60 PVS-TLNelson Jesus Calva HernandezNoch keine Bewertungen
- Mango ratnagiri reportDokument4 SeitenMango ratnagiri reportHarsh BhattNoch keine Bewertungen
- Mitsubishi: Technical Service BulletinDokument11 SeitenMitsubishi: Technical Service BulletinKonstantinNoch keine Bewertungen
- R/C Soaring Digest - May 2009Dokument80 SeitenR/C Soaring Digest - May 2009Aviation/Space History LibraryNoch keine Bewertungen
- Jacques-Émile Blanche - Cahiers D'un Artiste 1916Dokument247 SeitenJacques-Émile Blanche - Cahiers D'un Artiste 1916matwashereNoch keine Bewertungen
- Solving Motion ProblemsDokument5 SeitenSolving Motion ProblemsAkshat Kumar AgarwalNoch keine Bewertungen
- Outrider Character SheetDokument6 SeitenOutrider Character SheetColin ZachauNoch keine Bewertungen
- DMAE Powder Safety Data SheetDokument3 SeitenDMAE Powder Safety Data SheetAInhoaNoch keine Bewertungen
- Bharat Heavy Electricals LimitedDokument19 SeitenBharat Heavy Electricals LimitedChandreshDharDubeyNoch keine Bewertungen
- Anggraeni Kusuma Dewi Xii Iis Bahasa Inggris (UH 4/SOAL REPORT TEXT)Dokument7 SeitenAnggraeni Kusuma Dewi Xii Iis Bahasa Inggris (UH 4/SOAL REPORT TEXT)prabaswara xxNoch keine Bewertungen
- Godrej Group Is An Indian Conglomerate Headquartered in MumbaiDokument4 SeitenGodrej Group Is An Indian Conglomerate Headquartered in MumbairahulbastyNoch keine Bewertungen
- Comprehensive Land Use Plan in Municipality of TigbauanDokument4 SeitenComprehensive Land Use Plan in Municipality of TigbauanmaygracedigolNoch keine Bewertungen
- Report of Mechanics of Machines 1Dokument12 SeitenReport of Mechanics of Machines 1muhammaduzairNoch keine Bewertungen
- Ecotek DesignManual v2015 02Dokument44 SeitenEcotek DesignManual v2015 02benNoch keine Bewertungen
- 2019-Ag-8750 Poultry Farm Visit ReportDokument7 Seiten2019-Ag-8750 Poultry Farm Visit ReportYOUSAF0% (1)
- Cast in Situ Pile Design by MurthyDokument3 SeitenCast in Situ Pile Design by MurthyQuazi ShammasNoch keine Bewertungen