Das könnte Ihnen auch gefallen
- Reviews in Computational Chemistry, Volume 31Von EverandReviews in Computational Chemistry, Volume 31Abby L. ParrillNoch keine Bewertungen
- Plateefficiency Correlation in GAS P !) : Distllling AND AbsorbersDokument13 SeitenPlateefficiency Correlation in GAS P !) : Distllling AND AbsorbersArouetNoch keine Bewertungen
- Plate EfficiencyDokument16 SeitenPlate EfficiencyMuthupillai MuthupillaiNoch keine Bewertungen
- Steady-State and Unsteady-State Flow of Non':'Newtonian Fluids Through Porous MediaDokument9 SeitenSteady-State and Unsteady-State Flow of Non':'Newtonian Fluids Through Porous Mediazulike2004Noch keine Bewertungen
- Well Performance EquationsDokument21 SeitenWell Performance EquationsFranklyn Frank100% (1)
- Microporosity Vs Hydrcar SaturationDokument7 SeitenMicroporosity Vs Hydrcar Saturationrami slitiNoch keine Bewertungen
- Evaporation Porous Media Large RateDokument25 SeitenEvaporation Porous Media Large RateRF ZDavNoch keine Bewertungen
- Drift Flux Model For Vapor-Liquid Two-Phase Flow Through Short Tube OrificesDokument4 SeitenDrift Flux Model For Vapor-Liquid Two-Phase Flow Through Short Tube OrificesstoicadoruNoch keine Bewertungen
- A Spreadsheet Approach To Diverter Design Calculations: LouisianaDokument12 SeitenA Spreadsheet Approach To Diverter Design Calculations: LouisianaMRizwanSadiq313Noch keine Bewertungen
- Schubert1984 - CAPILARY FORCES - MODELING AND APPLICATION IN PARTICULATE TECHNOLOGY PDFDokument12 SeitenSchubert1984 - CAPILARY FORCES - MODELING AND APPLICATION IN PARTICULATE TECHNOLOGY PDFArtur Cunha100% (1)
- 3 PDFDokument31 Seiten3 PDFSebastian LopezNoch keine Bewertungen
- Coltters, Rivas - Minimum Fluidation Velocity Correlations in Particulate SystemsDokument15 SeitenColtters, Rivas - Minimum Fluidation Velocity Correlations in Particulate SystemsJorge VeraNoch keine Bewertungen
- Capillary PressureDokument13 SeitenCapillary PressureWilson Ramirez ZuniniNoch keine Bewertungen
- Cyclone ScalingDokument12 SeitenCyclone Scalingvipin116Noch keine Bewertungen
- The Energetics of Micelle FormationDokument9 SeitenThe Energetics of Micelle FormationNoel LamNoch keine Bewertungen
- Models - Heat.potato Drying PDFDokument26 SeitenModels - Heat.potato Drying PDFsaleigzer abayNoch keine Bewertungen
- Inflow Performance of Gas CondensatesDokument14 SeitenInflow Performance of Gas Condensatesswaala4realNoch keine Bewertungen
- SdarticleDokument11 SeitenSdarticlemickeytron2010Noch keine Bewertungen
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDokument25 SeitenEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNoch keine Bewertungen
- Diffusion and Flow of Gases in Porous SolidsDokument12 SeitenDiffusion and Flow of Gases in Porous SolidsSal HashemifardNoch keine Bewertungen
- 00050990Dokument8 Seiten00050990sonlnNoch keine Bewertungen
- SPE 162741 Rate Transient Analysis of Stress-Sensitive Formations During Transient Linear Flow PeriodDokument13 SeitenSPE 162741 Rate Transient Analysis of Stress-Sensitive Formations During Transient Linear Flow Perioddorian.axel.ptNoch keine Bewertungen
- Zone Conditional Modeling of Premixed Turbulent Flames at A High Damköhler NumberDokument14 SeitenZone Conditional Modeling of Premixed Turbulent Flames at A High Damköhler NumberMerlin Viviana Mogollon ChavezNoch keine Bewertungen
- ChaudhriDokument10 SeitenChaudhrijohnNoch keine Bewertungen
- Simulation of Two-Phase Flows in Vertical Tubes With The CFDDokument12 SeitenSimulation of Two-Phase Flows in Vertical Tubes With The CFDdigecaNoch keine Bewertungen
- CFD Large Eddy Simulation of Jet in Cross-Flow Applied PDFDokument19 SeitenCFD Large Eddy Simulation of Jet in Cross-Flow Applied PDFmojicapNoch keine Bewertungen
- Gas Dispersion and De-Inking in Flotation ColumnDokument6 SeitenGas Dispersion and De-Inking in Flotation ColumnAlonso Patricio Herrera GuzmanNoch keine Bewertungen
- 028 Img 0241Dokument2 Seiten028 Img 0241Junaid ParkerNoch keine Bewertungen
- Optimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationDokument7 SeitenOptimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationNIKHIL SHINDENoch keine Bewertungen
- MAE 449 - Aerodynamics Lab 2 - Airfoil Pressure Measurements - NACA 0012Dokument8 SeitenMAE 449 - Aerodynamics Lab 2 - Airfoil Pressure Measurements - NACA 0012Ted StinsonNoch keine Bewertungen
- Data On The Velocity Slip and Temperature Jump CoefficientsDokument7 SeitenData On The Velocity Slip and Temperature Jump CoefficientsDiaul VikriNoch keine Bewertungen
- Gravity Drainage Mechanism in Naturally Fractured Carbonate Reservoirs Review and ApplicationDokument26 SeitenGravity Drainage Mechanism in Naturally Fractured Carbonate Reservoirs Review and ApplicationNassr Al BadriNoch keine Bewertungen
- An Efficient Method To Predict Compressibility Factor of Natural Gas StreamsDokument20 SeitenAn Efficient Method To Predict Compressibility Factor of Natural Gas StreamsJWC Sales & Services :Noch keine Bewertungen
- Transport Phenomena (CHE-345) : Interphase Transport and Transfer Coefficients Ismail TosunDokument21 SeitenTransport Phenomena (CHE-345) : Interphase Transport and Transfer Coefficients Ismail Tosunmuhammad shahadat awanNoch keine Bewertungen
- Paper 11 1Dokument12 SeitenPaper 11 1Dhananjay KadamNoch keine Bewertungen
- Orifice Metering of Two Phase FlowDokument7 SeitenOrifice Metering of Two Phase FlowMauricio Sanchez BernalNoch keine Bewertungen
- Mass TransferDokument43 SeitenMass TransferJose Paolo MamuyacNoch keine Bewertungen
- SPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowDokument10 SeitenSPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowLorena CamposNoch keine Bewertungen
- Icramme 2005Dokument6 SeitenIcramme 2005Amir EsfahaniNoch keine Bewertungen
- Air Cooled Steam Condenser-Design Method PDFDokument8 SeitenAir Cooled Steam Condenser-Design Method PDFLTE0020% (1)
- HERSCHEL-BULKLEY FLUID Parameters EstimationDokument10 SeitenHERSCHEL-BULKLEY FLUID Parameters EstimationgombossandorNoch keine Bewertungen
- A Review of Diffusion and Dispersion in Porous MediaDokument15 SeitenA Review of Diffusion and Dispersion in Porous MediaBahman MatouriNoch keine Bewertungen
- 3 29128Dokument3 Seiten3 29128ali_raza117Noch keine Bewertungen
- Lect. 2Dokument24 SeitenLect. 2Hashim AbadaNoch keine Bewertungen
- A New Model For Fluid Bed DryingDokument13 SeitenA New Model For Fluid Bed DryingSori ArabiNoch keine Bewertungen
- An Evaluation of Soft Soil Models Based On Trial EmbankmentsDokument6 SeitenAn Evaluation of Soft Soil Models Based On Trial EmbankmentsJose Luis Nava HernandezNoch keine Bewertungen
- A New Double Porosity Reservoir Model For Oil/Water Flow ProblemsDokument7 SeitenA New Double Porosity Reservoir Model For Oil/Water Flow ProblemsRonaldo RumbekwanNoch keine Bewertungen
- 2015 - Calibration of An Air Entrainment Model For CFD Spillway ApplicationsDokument12 Seiten2015 - Calibration of An Air Entrainment Model For CFD Spillway ApplicationsYen Kun HoNoch keine Bewertungen
- Chemical Engineering Laboratory IDokument54 SeitenChemical Engineering Laboratory IAndini DamayantiNoch keine Bewertungen
- Physical Properties of Liquid: Surface of Liquid at Right Angle To Any Line 1 CM in Length."Dokument9 SeitenPhysical Properties of Liquid: Surface of Liquid at Right Angle To Any Line 1 CM in Length."Dipesh PatelNoch keine Bewertungen
- Spe-13059-PaDokument7 SeitenSpe-13059-Paleonelz6aNoch keine Bewertungen
- 0705 2894 PDFDokument14 Seiten0705 2894 PDFHassanImranNoch keine Bewertungen
- 00003535Dokument15 Seiten00003535lacoalicionpetroleraNoch keine Bewertungen
- Theoretical Calculations of The Distribution of Aerodynamic Loading On A Delta WingDokument35 SeitenTheoretical Calculations of The Distribution of Aerodynamic Loading On A Delta WingHarsha HarNoch keine Bewertungen
- Prediction of Venturi Scrubber Grade Efficiency Curves Using TheDokument8 SeitenPrediction of Venturi Scrubber Grade Efficiency Curves Using TheDamian Stevens100% (2)
- Economics Hydraulic Fracturing Using Wall-Building AdditivesDokument7 SeitenEconomics Hydraulic Fracturing Using Wall-Building AdditivesConstAntinosNoch keine Bewertungen
- Predicting The Performance of RO Membranes: Nader M. A1-Bastaki, Abderrahim AbbasDokument7 SeitenPredicting The Performance of RO Membranes: Nader M. A1-Bastaki, Abderrahim AbbasAyman KamounNoch keine Bewertungen
- Van Everdingen, A. F. The Skin Effect and Its Influence On The Productive Capacity of A WellDokument6 SeitenVan Everdingen, A. F. The Skin Effect and Its Influence On The Productive Capacity of A WellSolenti D'nouNoch keine Bewertungen
- Nox Reduction in A Monolithic Reactor: Created in Comsol Multiphysics 6.0Dokument30 SeitenNox Reduction in A Monolithic Reactor: Created in Comsol Multiphysics 6.0mohitNoch keine Bewertungen
- Stress and Resilence With AgingDokument5 SeitenStress and Resilence With AgingArouetNoch keine Bewertungen
- Blockposter 211424Dokument13 SeitenBlockposter 211424ArouetNoch keine Bewertungen
- Journal of A Ffective Disorders: Julia C. Poole, Keith S. Dobson, Dennis PuschDokument9 SeitenJournal of A Ffective Disorders: Julia C. Poole, Keith S. Dobson, Dennis PuschArouetNoch keine Bewertungen
- 10 1016@j Molbiopara 2015 11 004 PDFDokument10 Seiten10 1016@j Molbiopara 2015 11 004 PDFArouetNoch keine Bewertungen
- 10.1007@s00401 016 1645 y PDFDokument23 Seiten10.1007@s00401 016 1645 y PDFArouetNoch keine Bewertungen
- Taler 2013Dokument5 SeitenTaler 2013ArouetNoch keine Bewertungen
- Philosophy of MedicineDokument13 SeitenPhilosophy of MedicineArouetNoch keine Bewertungen
- 1 STI-Estimates-Fact-Sheet-Feb-2013 PDFDokument4 Seiten1 STI-Estimates-Fact-Sheet-Feb-2013 PDFArouetNoch keine Bewertungen
- Buono Core 2015Dokument2 SeitenBuono Core 2015ArouetNoch keine Bewertungen
- Roy 2016Dokument18 SeitenRoy 2016ArouetNoch keine Bewertungen
- Disorders of AuditionDokument18 SeitenDisorders of AuditionArouetNoch keine Bewertungen
- Inflammatory DisordersDokument4 SeitenInflammatory DisordersArouetNoch keine Bewertungen
- CATALOGO EVOLIS 24kvDokument80 SeitenCATALOGO EVOLIS 24kvOgaihtsantosNoch keine Bewertungen
- Chapter Four: DC-DC Conversion: DC ChoppersDokument55 SeitenChapter Four: DC-DC Conversion: DC Choppersfor lifeNoch keine Bewertungen
- Cracking The AP Physics C Exam, 2020 Edition Chapter 5 Drill (Answer Key) PDFDokument9 SeitenCracking The AP Physics C Exam, 2020 Edition Chapter 5 Drill (Answer Key) PDFFarhaan Qaisar UsmaniNoch keine Bewertungen
- Conradi Probe ExercisesDokument13 SeitenConradi Probe ExercisesEray ArıkNoch keine Bewertungen
- Chapter 2 Exercises Part2Dokument2 SeitenChapter 2 Exercises Part2Cedric MunlawinNoch keine Bewertungen
- API GravityDokument4 SeitenAPI GravitySridaar KanaiyaNoch keine Bewertungen
- Upgrading The ProtectionDokument4 SeitenUpgrading The ProtectionMukesh KumarNoch keine Bewertungen
- Energy Transfer in TurbomachinesDokument60 SeitenEnergy Transfer in TurbomachinesBasavaraja K M Kotyal83% (6)
- Kaiser - Electromagnetic Compatibility Handbook - ToCDokument18 SeitenKaiser - Electromagnetic Compatibility Handbook - ToCbodymorph20% (5)
- Natural Science Lab C683Dokument6 SeitenNatural Science Lab C683Alisa Alexandra GatejNoch keine Bewertungen
- Mastering Physics - Vectors Inertia LabDokument7 SeitenMastering Physics - Vectors Inertia LabpalparasNoch keine Bewertungen
- SMPS & UpsDokument22 SeitenSMPS & UpsDudley Mosy ChifengaNoch keine Bewertungen
- Epro 61400-2 CD 3070Dokument120 SeitenEpro 61400-2 CD 3070Ayan MajiNoch keine Bewertungen
- Unit 1 Force Systems PDFDokument17 SeitenUnit 1 Force Systems PDFpeter vanderNoch keine Bewertungen
- OptiCem RT SystemDokument1 SeiteOptiCem RT SystemJean CarlosNoch keine Bewertungen
- Physical Science Activity Sheet Quarter 2 - MELC 12 Week 5: Radio PulsesDokument6 SeitenPhysical Science Activity Sheet Quarter 2 - MELC 12 Week 5: Radio PulsesTonet Competente100% (1)
- IGCSE Topical Past Papers Physics P4 C1 - C4Dokument64 SeitenIGCSE Topical Past Papers Physics P4 C1 - C4muba :D100% (1)
- Module 3 - Weight-Volume RelationshipDokument31 SeitenModule 3 - Weight-Volume RelationshipkaicaNoch keine Bewertungen
- RLC ExamplesDokument25 SeitenRLC ExamplesAbel LopezNoch keine Bewertungen
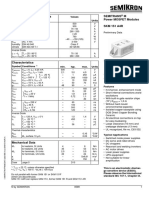
- Absolute Maximum Ratings Semitrans M Power MOSFET Modules SKM 151 A4RDokument5 SeitenAbsolute Maximum Ratings Semitrans M Power MOSFET Modules SKM 151 A4RChaovalit Jitsinthu100% (1)
- FM Spaf340c en DdaDokument64 SeitenFM Spaf340c en Ddavu_spcNoch keine Bewertungen
- Prob Set 1 (1st Sem 2016) PDFDokument1 SeiteProb Set 1 (1st Sem 2016) PDFRoxanne de RoxasNoch keine Bewertungen
- Synchronous Non Excited Reluctance MotorDokument14 SeitenSynchronous Non Excited Reluctance Motorcamming soonNoch keine Bewertungen
- Home AssignmentDokument2 SeitenHome AssignmentEffecure HealthcareNoch keine Bewertungen
- Carel PCO3 User ManualDokument32 SeitenCarel PCO3 User ManualToni DlabacNoch keine Bewertungen
- Final ReportDokument57 SeitenFinal ReportMian Talha NaveedNoch keine Bewertungen
- The Hall Effect-1Dokument4 SeitenThe Hall Effect-1lewyn.socialNoch keine Bewertungen
- Trio 27Dokument0 SeitenTrio 27Cristi GrosuNoch keine Bewertungen
- MODULE 03 and 04 Problem SetDokument5 SeitenMODULE 03 and 04 Problem SetIan Arnold FamiNoch keine Bewertungen
- Compliance To Philippine Grid CodeDokument200 SeitenCompliance To Philippine Grid CodeEdward NewgateNoch keine Bewertungen