Das könnte Ihnen auch gefallen
- Specifications ConcreteDokument54 SeitenSpecifications ConcreteAjay MalurNoch keine Bewertungen
- Mitigating The Effect of Clay Content of Sand On Concrete StrengthDokument7 SeitenMitigating The Effect of Clay Content of Sand On Concrete Strengthbpkndl7943Noch keine Bewertungen
- Thermal Control in ConcreteDokument14 SeitenThermal Control in ConcreteDeshapriyaNoch keine Bewertungen
- ADAPT T904 Stress Losses PDFDokument16 SeitenADAPT T904 Stress Losses PDFignacio_vazquez_18Noch keine Bewertungen
- Runway Design and Structural Design of An Airfield PavementDokument18 SeitenRunway Design and Structural Design of An Airfield PavementspruhatechNoch keine Bewertungen
- 188 NanoGrout GPDokument4 Seiten188 NanoGrout GPAlden Cayaga100% (1)
- Joints in Concrete Pavement Technical PaperDokument22 SeitenJoints in Concrete Pavement Technical Paperphyo_thar_1100% (1)
- Method Statement For Footing Concrete PouringDokument9 SeitenMethod Statement For Footing Concrete PouringKishore KumarNoch keine Bewertungen
- Precast Concrete CurbsDokument3 SeitenPrecast Concrete Curbsgskodikara2000Noch keine Bewertungen
- In-Situ Concrete CulvertDokument3 SeitenIn-Situ Concrete CulvertBenjamin IpeNoch keine Bewertungen
- Sika UK Concrete Handbook 2013Dokument131 SeitenSika UK Concrete Handbook 2013Ahmed TahaNoch keine Bewertungen
- Development of Pippard's Elastic Method For The Assessment of Short Span Masonry Arch BridgesDokument8 SeitenDevelopment of Pippard's Elastic Method For The Assessment of Short Span Masonry Arch BridgesjdkelleyNoch keine Bewertungen
- 72 - BCA Roadmap On Sustainable Concrete ConstructionDokument45 Seiten72 - BCA Roadmap On Sustainable Concrete ConstructionEe WHNoch keine Bewertungen
- Difference Between FRP and GRPDokument16 SeitenDifference Between FRP and GRPzamijakaNoch keine Bewertungen
- Mechanical and Physcial Properties of Fibre Cement Board PDFDokument5 SeitenMechanical and Physcial Properties of Fibre Cement Board PDFanhnguyenhaiNoch keine Bewertungen
- Waterproofing MethodologyDokument16 SeitenWaterproofing MethodologyGaurav Nijhawan100% (1)
- TEC-036400 - MET-DoR-003a (Method Statement For Concrete Crack Repairing by Concresive 2200&concresive - 1Dokument8 SeitenTEC-036400 - MET-DoR-003a (Method Statement For Concrete Crack Repairing by Concresive 2200&concresive - 1Micheal B HaizenNoch keine Bewertungen
- Code Requirements For Determining Fire Resistance of Concrete and Masonry Construction AssembliesDokument32 SeitenCode Requirements For Determining Fire Resistance of Concrete and Masonry Construction Assembliesمنير أحمد100% (1)
- Possible Solution To Past CM Examination QuestionDokument14 SeitenPossible Solution To Past CM Examination QuestionchrisjballNoch keine Bewertungen
- Wms - Concrete Repairing Works (Pedestals)Dokument4 SeitenWms - Concrete Repairing Works (Pedestals)krmchari100% (1)
- MS - CHRYSO Tapelastic Premia (Kalpitiya)Dokument3 SeitenMS - CHRYSO Tapelastic Premia (Kalpitiya)Kasun HewagamaNoch keine Bewertungen
- Mow Standard Spec. - Concrete BlocksDokument6 SeitenMow Standard Spec. - Concrete BlocksChege KagoNoch keine Bewertungen
- Design Life For Road EmbankmentDokument2 SeitenDesign Life For Road EmbankmentTomasz CzNoch keine Bewertungen
- Construction Method StatementDokument25 SeitenConstruction Method StatementElton MaroNoch keine Bewertungen
- MOS For Minor Concrete Repair in APM2-Cooling Tower - MPCDokument37 SeitenMOS For Minor Concrete Repair in APM2-Cooling Tower - MPCSHAIK ASIMUDDINNoch keine Bewertungen
- Master Emaco S5400Dokument2 SeitenMaster Emaco S5400WahyudiBlueghostNoch keine Bewertungen
- A1-10 Curtain WallsDokument19 SeitenA1-10 Curtain Wallslwin_oo2435Noch keine Bewertungen
- River Bank ProtectionDokument20 SeitenRiver Bank Protectionbalajiwr100% (1)
- Method of Statement MarinaDokument8 SeitenMethod of Statement MarinaMohammed AshrafNoch keine Bewertungen
- The Use of Scheffe's Model For The Optimization of Compressive Strength of Polypropylene Fibre Reinforced Concrete (PFRC)Dokument10 SeitenThe Use of Scheffe's Model For The Optimization of Compressive Strength of Polypropylene Fibre Reinforced Concrete (PFRC)International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Underwater ConcretingDokument21 SeitenUnderwater ConcretingPageduesca Rouel100% (2)
- Methodolgy of Rigid Pavement: Friday, 13 July 2012Dokument19 SeitenMethodolgy of Rigid Pavement: Friday, 13 July 2012Mac Lester MartinNoch keine Bewertungen
- Concrete Formwork and FinishesDokument15 SeitenConcrete Formwork and FinishesIm Chinith100% (1)
- Jack Micro PDFDokument48 SeitenJack Micro PDFHizbar ArsjadNoch keine Bewertungen
- BS 1881 P102 SlumpDokument8 SeitenBS 1881 P102 SlumpmisbaNoch keine Bewertungen
- ConRepair 04 JurcemNonshirk GP Ed01Dokument2 SeitenConRepair 04 JurcemNonshirk GP Ed01Tuntun Tat0% (1)
- Expansion and Contraction Joints in Concrete PDFDokument5 SeitenExpansion and Contraction Joints in Concrete PDFlamachapokha100% (2)
- TD For ManholeDokument9 SeitenTD For ManholeRachel FloresNoch keine Bewertungen
- Assessment of Existing Structures Using Cyclic Load TestingDokument7 SeitenAssessment of Existing Structures Using Cyclic Load TestingProfessor Dr. Nabeel Al-Bayati-Consultant EngineerNoch keine Bewertungen
- Basf Masteremaco Application GuideDokument15 SeitenBasf Masteremaco Application GuideSolomon AhimbisibweNoch keine Bewertungen
- 6-Impact of Adhesive Thickness On The Capacity of The Surface Mounting Steel Plates Strengthening TechniqueDokument9 Seiten6-Impact of Adhesive Thickness On The Capacity of The Surface Mounting Steel Plates Strengthening TechniqueMr A. M. OlajumokeNoch keine Bewertungen
- Method Statement: Remedial Measures Against Flooding in Al JoufDokument12 SeitenMethod Statement: Remedial Measures Against Flooding in Al Joufamju0% (1)
- Procedure For BackfillingDokument4 SeitenProcedure For BackfillingMas Aryoto0% (1)
- Advantages of Steel As A Structural MaterialDokument6 SeitenAdvantages of Steel As A Structural MaterialMartine CastroNoch keine Bewertungen
- Rheofinish 288FU PDSDokument2 SeitenRheofinish 288FU PDSpn0% (1)
- Guidelines On Use of Ready Mixed ConcreteDokument6 SeitenGuidelines On Use of Ready Mixed ConcreteradhakrishnangNoch keine Bewertungen
- (BS en 12350-5 - 2009) - Testing Fresh Concrete. Flow Table TestDokument14 Seiten(BS en 12350-5 - 2009) - Testing Fresh Concrete. Flow Table TestAdel A. AbdelazizNoch keine Bewertungen
- Crack Injection Repair To Concrete Structures: Method Statement For ApplicationDokument3 SeitenCrack Injection Repair To Concrete Structures: Method Statement For ApplicationbotchNoch keine Bewertungen
- Training Report Rajasthan Housing BoardDokument13 SeitenTraining Report Rajasthan Housing BoardDevendra SharmaNoch keine Bewertungen
- Example 1.3 - Monolithic Staircase PDFDokument5 SeitenExample 1.3 - Monolithic Staircase PDFamar aimanNoch keine Bewertungen
- Method of Statement - Road Works For Katibas (Pavement Work) (18.5.2020)Dokument9 SeitenMethod of Statement - Road Works For Katibas (Pavement Work) (18.5.2020)Dominic Chupong Joss BawingNoch keine Bewertungen
- Bandra Worli Sea Link: Mumbai'S Link To FutureDokument59 SeitenBandra Worli Sea Link: Mumbai'S Link To FuturePatel HiteshNoch keine Bewertungen
- 1.0 Scope of Work: Structural Analysis and Design Contract DocumentDokument3 Seiten1.0 Scope of Work: Structural Analysis and Design Contract DocumentLenielle AmatosaNoch keine Bewertungen
- Embankments at Sand Dune AreaDokument14 SeitenEmbankments at Sand Dune AreacenkunalNoch keine Bewertungen
- 2 Methods Statement For Concrete Repair On Concrete StructureDokument8 Seiten2 Methods Statement For Concrete Repair On Concrete StructurePo RaksmeyNoch keine Bewertungen
- Specifications Concrete Products Aug 08Dokument9 SeitenSpecifications Concrete Products Aug 08vijvel100% (1)
- Check Sheet For In-Situ Reinforced Concrete For Suspended Slab-F08Dokument6 SeitenCheck Sheet For In-Situ Reinforced Concrete For Suspended Slab-F08zawadimranNoch keine Bewertungen
- ASTM Specs For Precast Concrete ProductsDokument9 SeitenASTM Specs For Precast Concrete ProductsPrateek Mody100% (1)
- Section 03 06 00-Division 03Dokument39 SeitenSection 03 06 00-Division 03Alexander MasongsongNoch keine Bewertungen
- Pervious+Concrete+SPEC Jan+2019Dokument12 SeitenPervious+Concrete+SPEC Jan+2019Arvin BhurtunNoch keine Bewertungen
- MSC MANAGEMENT IN CONSTRUCTION Student Handbook 2012-13Dokument36 SeitenMSC MANAGEMENT IN CONSTRUCTION Student Handbook 2012-13ManVasNoch keine Bewertungen
- Reading Log SpreadsheetDokument70 SeitenReading Log SpreadsheetManVasNoch keine Bewertungen
- MSC Management in Construction Program 2015-2016 1st YearDokument12 SeitenMSC Management in Construction Program 2015-2016 1st YearManVasNoch keine Bewertungen
- Working With Image Files PDFDokument13 SeitenWorking With Image Files PDFthariqsatriaNoch keine Bewertungen
- Value Management PDFDokument3 SeitenValue Management PDFManVasNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Concrete Building Sustainability PlanDokument7 SeitenConcrete Building Sustainability PlanManVasNoch keine Bewertungen
- RobustnessDokument3 SeitenRobustnessManVasNoch keine Bewertungen
- RobustnessDokument3 SeitenRobustnessManVasNoch keine Bewertungen
- Precast Cladding InfoDokument5 SeitenPrecast Cladding InfoManVasNoch keine Bewertungen
- At Ateo Neo 201102Dokument71 SeitenAt Ateo Neo 201102ManVasNoch keine Bewertungen
- MSC Thesis TipsDokument6 SeitenMSC Thesis TipsManVasNoch keine Bewertungen
- Maurice Nicoll The Mark PDFDokument4 SeitenMaurice Nicoll The Mark PDFErwin KroonNoch keine Bewertungen
- Commentary Ec2 Def080723 PDFDokument168 SeitenCommentary Ec2 Def080723 PDFManVasNoch keine Bewertungen
- Manoliadis - Vasilakis - Project Complexity Measurement - Published PDFDokument8 SeitenManoliadis - Vasilakis - Project Complexity Measurement - Published PDFManVasNoch keine Bewertungen
- Modules Descriptions 2012-13Dokument54 SeitenModules Descriptions 2012-13ManVasNoch keine Bewertungen
- Manoliadis - Vasilakis - Project Complexity Measurement - Published PDFDokument8 SeitenManoliadis - Vasilakis - Project Complexity Measurement - Published PDFManVasNoch keine Bewertungen
- Ufgs 05 50 14Dokument29 SeitenUfgs 05 50 14Debye101Noch keine Bewertungen
- Final B.tech Projects ListDokument8 SeitenFinal B.tech Projects ListSreenivasNoch keine Bewertungen
- Weld Map For Rotor Weldment AssemblyDokument2 SeitenWeld Map For Rotor Weldment AssemblyMohammad AdilNoch keine Bewertungen
- IS 802 Part-2:1978Dokument13 SeitenIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaNoch keine Bewertungen
- FEMCO Holdings, LLC Acquires Capital City Machine Shop, Inc.Dokument2 SeitenFEMCO Holdings, LLC Acquires Capital City Machine Shop, Inc.PR.comNoch keine Bewertungen
- Package II Part I.2 Civil BOQ For Service BlockDokument22 SeitenPackage II Part I.2 Civil BOQ For Service Blockdox4useNoch keine Bewertungen
- MazakDokument2 SeitenMazakLuis Margaret Aldape100% (1)
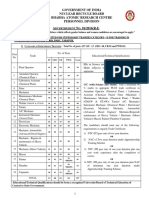
- Government of India Nuclear Recycle Board Bhabha Atomic Research Centre Personnel Division A N - 01/2016 (R-I)Dokument7 SeitenGovernment of India Nuclear Recycle Board Bhabha Atomic Research Centre Personnel Division A N - 01/2016 (R-I)Śáńtőśh MőkáśhíNoch keine Bewertungen
- CBEME Prequalification DocumentDokument56 SeitenCBEME Prequalification Documentnafis2uNoch keine Bewertungen
- Final PPT For BhelDokument16 SeitenFinal PPT For BhelChandni Sharma0% (1)
- 3-Section 05 10 00 Structural Steel WorkDokument40 Seiten3-Section 05 10 00 Structural Steel WorkAhmad SaadeldinNoch keine Bewertungen
- Company Profile Balaji Defence Engineering Solutions 1 - 1Dokument29 SeitenCompany Profile Balaji Defence Engineering Solutions 1 - 1Balaji DefenceNoch keine Bewertungen
- IDI Hydropower Company Ltd. (975 KW) : Workshop of Engineering Suppliers Pvt. LTDDokument8 SeitenIDI Hydropower Company Ltd. (975 KW) : Workshop of Engineering Suppliers Pvt. LTDNef Urja ChautariNoch keine Bewertungen
- Anup ResumeDokument4 SeitenAnup ResumeAnup DharmadhikariNoch keine Bewertungen
- Petrofac Piping Inspection Handbook PDFDokument25 SeitenPetrofac Piping Inspection Handbook PDFramesh100% (1)
- SECTION 05091 Rail W Elding: (Latest Addition)Dokument232 SeitenSECTION 05091 Rail W Elding: (Latest Addition)Giovanni-DuránNoch keine Bewertungen
- Arema Mre 2015 Toc-Vol2 Ch15Dokument15 SeitenArema Mre 2015 Toc-Vol2 Ch15Dav8950% (4)
- Guidelines To Follow at Temporary Fabrication YardDokument1 SeiteGuidelines To Follow at Temporary Fabrication Yardkapileswar pradhanNoch keine Bewertungen
- Data Rates-CD Works Part 1Dokument20 SeitenData Rates-CD Works Part 1vpmohammedNoch keine Bewertungen
- Norm ANSI PDFDokument1 SeiteNorm ANSI PDFAbdul Quddus Mat IsaNoch keine Bewertungen
- Welding 4 Course SyllabusDokument5 SeitenWelding 4 Course Syllabusapi-272067539100% (1)
- Job Procedure - Mounded Storage VesselsDokument2 SeitenJob Procedure - Mounded Storage VesselssshastrimechNoch keine Bewertungen
- CV SampleDokument2 SeitenCV SampleHary Suryo WibowoNoch keine Bewertungen
- A.1 - B1130.0.20.33.945.GD11.004-02 F A4 - (Manufacturing and Inspection Procedure - Procurement) PDFDokument8 SeitenA.1 - B1130.0.20.33.945.GD11.004-02 F A4 - (Manufacturing and Inspection Procedure - Procurement) PDFSérgio AmorimNoch keine Bewertungen
- FitterDokument4 SeitenFitterchepurthiNoch keine Bewertungen
- Fabricator201211 DLDokument120 SeitenFabricator201211 DLKeshaw KumarNoch keine Bewertungen
- Design and Fabrication of Red Skin Removing MachineDokument32 SeitenDesign and Fabrication of Red Skin Removing MachineSathiya UdumalpetNoch keine Bewertungen
- November 2023 Technical TimetableDokument41 SeitenNovember 2023 Technical TimetableMurimi KelvinNoch keine Bewertungen
- ASME VIII Div. 1 - 1 Internal PressureDokument90 SeitenASME VIII Div. 1 - 1 Internal Pressureعصمت ضيف الله83% (12)
- Use of Pre-Construction Primers in Marine Construction: J. Peter Ault, P.E. Elzly Technology CorporationDokument6 SeitenUse of Pre-Construction Primers in Marine Construction: J. Peter Ault, P.E. Elzly Technology CorporationhannaismcNoch keine Bewertungen