Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- (The Imperial College Lectures in Petroleum Engineering 2) Martin J. Blunt-Reservoir Engineering-World Scientific (2017)Dokument394 Seiten(The Imperial College Lectures in Petroleum Engineering 2) Martin J. Blunt-Reservoir Engineering-World Scientific (2017)Jhon Jairo Calderón Arboleda100% (1)
- AWS D1.1/D1.1M PQR FormsDokument36 SeitenAWS D1.1/D1.1M PQR Formsnizam1372100% (1)
- Oxidation and Reduction SPM Form 5Dokument63 SeitenOxidation and Reduction SPM Form 5Azie Nurul Akhtar85% (13)
- 53 - Introduction To Welding Process (09!10!2013)Dokument34 Seiten53 - Introduction To Welding Process (09!10!2013)nizam1372Noch keine Bewertungen
- Ahmad Khatib Al Minangkabawi Manuscript PDFDokument82 SeitenAhmad Khatib Al Minangkabawi Manuscript PDFnizam1372Noch keine Bewertungen
- C 8100Dokument70 SeitenC 8100AymeeenNoch keine Bewertungen
- Calibration MCDokument32 SeitenCalibration MCnizam1372Noch keine Bewertungen
- Ikbn Jitra KedahDokument86 SeitenIkbn Jitra Kedahnizam1372Noch keine Bewertungen
- How to Bind a Book in 14 Easy StepsDokument22 SeitenHow to Bind a Book in 14 Easy Stepsnizam1372100% (1)
- Jadual EcahDokument1 SeiteJadual Ecahnizam1372Noch keine Bewertungen
- Pump Sizing Rev1ADokument9 SeitenPump Sizing Rev1AUmesh KorangaNoch keine Bewertungen
- NoteDokument112 SeitenNotenizam1372Noch keine Bewertungen
- Black Hammer Saiz KasutDokument6 SeitenBlack Hammer Saiz Kasutnizam1372Noch keine Bewertungen
- M2 - U4 - Metal Active Gas Shielded WeldingDokument34 SeitenM2 - U4 - Metal Active Gas Shielded Weldingnizam1372Noch keine Bewertungen
- Model: Acctig 300 Ac/Dc S/N: C0027 MP1677002: Otc, Gmaw Welding Machine, JapanDokument7 SeitenModel: Acctig 300 Ac/Dc S/N: C0027 MP1677002: Otc, Gmaw Welding Machine, Japannizam1372Noch keine Bewertungen
- Welders Hand BookDokument23 SeitenWelders Hand Booksamyqatar100% (2)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokument7 SeitenA General Review of The Causes and Acceptance of Shape Imperfectionsnizam1372100% (1)
- CV DolllahDokument3 SeitenCV Dolllahnizam1372Noch keine Bewertungen
- Standard Kemahiran Pekerjaan Kebangsaan: Welding Technology ManagementDokument2 SeitenStandard Kemahiran Pekerjaan Kebangsaan: Welding Technology Managementnizam1372Noch keine Bewertungen
- Ws Quick Start GuideDokument15 SeitenWs Quick Start Guidemusaismail8863Noch keine Bewertungen
- Danau CoCu Welding Operation Level 4Dokument69 SeitenDanau CoCu Welding Operation Level 4nizam1372Noch keine Bewertungen
- SP Welding Operation Level 4Dokument18 SeitenSP Welding Operation Level 4nizam1372Noch keine Bewertungen
- Weld Time (Min) Travel Speed Caculator (Input The Time Taken & The Length of Weld)Dokument3 SeitenWeld Time (Min) Travel Speed Caculator (Input The Time Taken & The Length of Weld)nizam1372Noch keine Bewertungen
- DefectDokument6 SeitenDefectmomenziNoch keine Bewertungen
- Destructive TestingDokument18 SeitenDestructive Testingnizam1372Noch keine Bewertungen
- Here Are The Procedure Specifications FcawDokument1 SeiteHere Are The Procedure Specifications Fcawnizam1372Noch keine Bewertungen
- How To Write A Welding Procedure SpecificationDokument14 SeitenHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Exterior Window ShadeDokument2 SeitenExterior Window Shadenizam1372Noch keine Bewertungen
- Bookbinding FundamentalsDokument48 SeitenBookbinding Fundamentalsnizam1372100% (3)
- Exceptions From Return of The Condor Heroes About Dugu SeekingDokument25 SeitenExceptions From Return of The Condor Heroes About Dugu Seekingnizam1372Noch keine Bewertungen
- Exceptions From Return of The Condor Heroes About Dugu SeekingDokument25 SeitenExceptions From Return of The Condor Heroes About Dugu Seekingnizam1372Noch keine Bewertungen
- Xdcixz2u1wgmgwoavm1gwjvasvj G9vcs39xeb2vi34mccaalbrb7asbodbb3wsn6ujqmqwv8twty Qf4a3jjeqwik Af6q 4mhxyludDokument2 SeitenXdcixz2u1wgmgwoavm1gwjvasvj G9vcs39xeb2vi34mccaalbrb7asbodbb3wsn6ujqmqwv8twty Qf4a3jjeqwik Af6q 4mhxyludAbou Tebba SamNoch keine Bewertungen
- Elastomeric Sealing Compound Specification for BuildingsDokument33 SeitenElastomeric Sealing Compound Specification for BuildingsSivaram KottaliNoch keine Bewertungen
- Problems: CHEM1020Dokument45 SeitenProblems: CHEM1020Ahmed AliNoch keine Bewertungen
- Alkali-Activated Fly Ash-Based Geopolymers With Zeolite or BentoniteDokument7 SeitenAlkali-Activated Fly Ash-Based Geopolymers With Zeolite or BentoniteSo Thu DaiNoch keine Bewertungen
- Belt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Dokument8 SeitenBelt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Dong Vanra100% (1)
- Concrete Slipforming: A Cost-Effective Formwork TechniqueDokument117 SeitenConcrete Slipforming: A Cost-Effective Formwork Techniqueparamarthasom1974Noch keine Bewertungen
- Design of Offshore StructuresDokument29 SeitenDesign of Offshore StructuresJOSE PRASOBH..JNoch keine Bewertungen
- Effects of Post-Processing On The Surface Finish, Porosity, Residual Stresses, and Fatigue Performance of Additive Manufactured Metals: A ReviewDokument19 SeitenEffects of Post-Processing On The Surface Finish, Porosity, Residual Stresses, and Fatigue Performance of Additive Manufactured Metals: A ReviewraneenengNoch keine Bewertungen
- Schedule of Rates For Building Works in Sarawak 2018 PDFDokument56 SeitenSchedule of Rates For Building Works in Sarawak 2018 PDFHayatoNoch keine Bewertungen
- Product14 File1 0 Product Pages - Buildex ScrewDokument4 SeitenProduct14 File1 0 Product Pages - Buildex ScrewKoko Putra AriadiNoch keine Bewertungen
- Pow Template Project 2020Dokument7 SeitenPow Template Project 2020EdgarNoch keine Bewertungen
- Champion Lubricants Storage HandlingDokument6 SeitenChampion Lubricants Storage HandlingIonut SomneaNoch keine Bewertungen
- Column Flotation TechnologyDokument10 SeitenColumn Flotation TechnologyCarlos de la TorreNoch keine Bewertungen
- SCH 2102Dokument4 SeitenSCH 2102Clare Mueni Makaa100% (1)
- Electroplating: Conducting The Electroplating ExperimentDokument4 SeitenElectroplating: Conducting The Electroplating Experimentapi-32133818Noch keine Bewertungen
- Soap and Detergent: Properties, Preparation, and FunctionsDokument6 SeitenSoap and Detergent: Properties, Preparation, and FunctionsJunren KhooNoch keine Bewertungen
- Mold Resin GuideDokument6 SeitenMold Resin GuidesansagithNoch keine Bewertungen
- Chondroitin sulfate sodium analytical methods guideDokument3 SeitenChondroitin sulfate sodium analytical methods guideAchmad LatiefNoch keine Bewertungen
- Owner'S General Engine: Manual GasolineDokument72 SeitenOwner'S General Engine: Manual GasolineFrançois CantinNoch keine Bewertungen
- State of the art on OPGW technology: The never wrong decisionDokument23 SeitenState of the art on OPGW technology: The never wrong decisionLuis Mejia GarciaNoch keine Bewertungen
- Manganese Bronze Data SheetDokument10 SeitenManganese Bronze Data SheetKapil HarchekarNoch keine Bewertungen
- A Risk Based Cleaning and Disinfection ProgramDokument83 SeitenA Risk Based Cleaning and Disinfection ProgramiSanguinoNoch keine Bewertungen
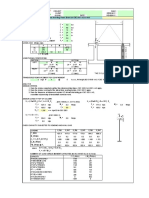
- Basement Column Design Analysis and Capacity CheckDokument3 SeitenBasement Column Design Analysis and Capacity CheckPhanithNoch keine Bewertungen
- OPGWDokument74 SeitenOPGWAnonymous 3y4Z5cUNoch keine Bewertungen
- Functional Gage DesignDokument32 SeitenFunctional Gage DesignnaveedsidhuNoch keine Bewertungen
- Robust Prediction of Full Creep Curves From Minimal Data and Time To Rupture ModelDokument9 SeitenRobust Prediction of Full Creep Curves From Minimal Data and Time To Rupture ModelFarzad SadrNoch keine Bewertungen
- 10 Handbook Standard For Portable Fire ExtinguishersDokument205 Seiten10 Handbook Standard For Portable Fire ExtinguishersJosesin SinsinNoch keine Bewertungen
- Effectiveness of Sootblowers in Boilers Thermal Power StationDokument7 SeitenEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123Noch keine Bewertungen