Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- 4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFDokument1 Seite4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFRonald ValenciaNoch keine Bewertungen
- FOOTING STRESSESDokument6 SeitenFOOTING STRESSESSulaiman Mohsin AbdulAziz100% (1)
- Portland Cement Plaster (ACI)Dokument5 SeitenPortland Cement Plaster (ACI)ddssssssssssssssssfNoch keine Bewertungen
- BotlsDokument32 SeitenBotlsJohn Lancer FabonNoch keine Bewertungen
- Condensate SystemDokument35 SeitenCondensate SystemSam100% (6)
- ESRDokument30 SeitenESRAjayvidyanand SharmaNoch keine Bewertungen
- Point-Fixed Glass Wall Fitting Typical Product Catalog160PDokument155 SeitenPoint-Fixed Glass Wall Fitting Typical Product Catalog160PNajib Kiwan100% (1)
- Geopolymaer Concrete Project Report From Global Academy of Technology (Published On 27/05/2018) As Per The VTU GuidelinesDokument59 SeitenGeopolymaer Concrete Project Report From Global Academy of Technology (Published On 27/05/2018) As Per The VTU GuidelinesVijay kumar100% (1)
- Nasm21083 AiaDokument5 SeitenNasm21083 AiaVadim RiabovNoch keine Bewertungen
- Duplex 1400 10100 Basic-N en 2014 06Dokument8 SeitenDuplex 1400 10100 Basic-N en 2014 06chaesar1Noch keine Bewertungen
- 3D Printing in Construction ChallengesDokument7 Seiten3D Printing in Construction Challengesابو النمرNoch keine Bewertungen
- Materials Science and Engineering ADokument7 SeitenMaterials Science and Engineering ALuan CaetanoNoch keine Bewertungen
- Lowara SV PDFDokument72 SeitenLowara SV PDFsebastmNoch keine Bewertungen
- Pompa MagnaDokument34 SeitenPompa Magnasuysuy00Noch keine Bewertungen
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDokument14 SeitenFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhNoch keine Bewertungen
- Concrete Creep PropertiesDokument49 SeitenConcrete Creep PropertiesGurram VinayNoch keine Bewertungen
- Chint Price List Wallswitch v2Dokument15 SeitenChint Price List Wallswitch v2widodoNoch keine Bewertungen
- Fosroc and Sika Concrete Admixture in JharkhandDokument4 SeitenFosroc and Sika Concrete Admixture in JharkhandsirfmeinNoch keine Bewertungen
- Molten Salt Pumps TechnologyDokument6 SeitenMolten Salt Pumps TechnologyDavide FranziniNoch keine Bewertungen
- Steady Incompressible Flow in Pressure Conduits: Lecture - 10Dokument34 SeitenSteady Incompressible Flow in Pressure Conduits: Lecture - 10Nawaz441Noch keine Bewertungen
- - =-3.6 log ф ^ - J J (: 182 Chapter 6 Interphase Transport in Isothermal SystemsDokument3 Seiten- =-3.6 log ф ^ - J J (: 182 Chapter 6 Interphase Transport in Isothermal SystemsAndrianPratamaNoch keine Bewertungen
- P334e MasterLife SRA 900Dokument3 SeitenP334e MasterLife SRA 900Stevens NinanyaNoch keine Bewertungen
- PFA Vs PTFE in InstrumentationDokument5 SeitenPFA Vs PTFE in InstrumentationArif HakimNoch keine Bewertungen
- Gree Central Air conditioners Installation GuideDokument362 SeitenGree Central Air conditioners Installation GuideGuilherme LopesNoch keine Bewertungen
- Dynaforce Hot Water 300 5000Dokument3 SeitenDynaforce Hot Water 300 5000Oscar Dario Villada LopezNoch keine Bewertungen
- Viking Series 90 Operating & Maintenance Instructions: FiltersDokument15 SeitenViking Series 90 Operating & Maintenance Instructions: FiltersninatenaNoch keine Bewertungen
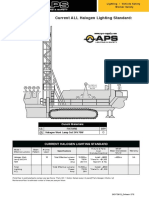
- Drilltech D75 LED Vs Halogen (26228)Dokument2 SeitenDrilltech D75 LED Vs Halogen (26228)Oscar Acevedo MirandaNoch keine Bewertungen
- Types of ViscometerDokument2 SeitenTypes of ViscometerAshhad LatifNoch keine Bewertungen
- Baine Hospital Details Scope of Work 25082017Dokument3 SeitenBaine Hospital Details Scope of Work 25082017kumarjit kolayNoch keine Bewertungen