Das könnte Ihnen auch gefallen
- Sample Monologues PDFDokument5 SeitenSample Monologues PDFChristina Cannilla100% (1)
- Erika Peters - Complete Idiot's Guide To Walking For Health-Alpha (2001) PDFDokument313 SeitenErika Peters - Complete Idiot's Guide To Walking For Health-Alpha (2001) PDFSiva SubramaniNoch keine Bewertungen
- Design and Planning Manual For Cost Effective WeldingDokument131 SeitenDesign and Planning Manual For Cost Effective WeldingSiva SubramaniNoch keine Bewertungen
- Jackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairDokument65 SeitenJackson V AEGLive - May 10 Transcripts, of Karen Faye-Michael Jackson - Make-up/HairTeamMichael100% (2)
- Iso 1011Dokument58 SeitenIso 1011CüneytNoch keine Bewertungen
- Troubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Dokument8 SeitenTroubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Rajesh GNoch keine Bewertungen
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDokument32 SeitenThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaNoch keine Bewertungen
- JIS G3452 PipeDokument0 SeitenJIS G3452 PipefaridyeniNoch keine Bewertungen
- X0231-S23-EMH-FS-10137 - 00 (002) - Concrete Spec - Jacobs PDFDokument88 SeitenX0231-S23-EMH-FS-10137 - 00 (002) - Concrete Spec - Jacobs PDFSiva SubramaniNoch keine Bewertungen
- S For Quenching D Tentpering-: SteelDokument28 SeitenS For Quenching D Tentpering-: SteelDidier LZNoch keine Bewertungen
- Durehete 950Dokument5 SeitenDurehete 950ellisforheroes100% (1)
- (DIN EN ISO 18265 02.2004) (Conversione Durezze)Dokument75 Seiten(DIN EN ISO 18265 02.2004) (Conversione Durezze)Nino PasculloNoch keine Bewertungen
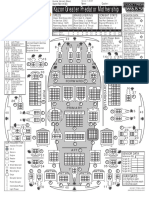
- Kazon Greater Predator MothershipDokument1 SeiteKazon Greater Predator MothershipknavealphaNoch keine Bewertungen
- 13 - Q+T Steels & Welding Q+T SteelsDokument22 Seiten13 - Q+T Steels & Welding Q+T SteelsbbqarNoch keine Bewertungen
- Barton Chart RecorderDokument36 SeitenBarton Chart Recordermdjeckel100% (1)
- Introduction To Screenwriting UEADokument12 SeitenIntroduction To Screenwriting UEAMartín SalasNoch keine Bewertungen
- Sources of Hindu LawDokument9 SeitenSources of Hindu LawKrishnaKousikiNoch keine Bewertungen
- Arc Basics - FA 2009 ISO 14175 Revised StandardDokument10 SeitenArc Basics - FA 2009 ISO 14175 Revised StandardCatalinNoch keine Bewertungen
- En ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas SoldadasDokument53 SeitenEn ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas Soldadastiago_valenteNoch keine Bewertungen
- Concrete Construction Article PDF - How A Concrete Pump WorksDokument2 SeitenConcrete Construction Article PDF - How A Concrete Pump WorksSiva Subramani100% (2)
- Domex Welding PDFDokument16 SeitenDomex Welding PDFAgourame Abderrahmane100% (1)
- 20-Admission of PatientDokument3 Seiten20-Admission of Patientakositabon100% (1)
- Green Building WIth ConcreteDokument460 SeitenGreen Building WIth ConcreteSiva SubramaniNoch keine Bewertungen
- Lieh TzuDokument203 SeitenLieh TzuBrent Cullen100% (2)
- EGWDokument2 SeitenEGWpratishgnairNoch keine Bewertungen
- SSPC VIS-3 Steel Surfaces Prepared by Hand and Power Tool Cleaning PDFDokument8 SeitenSSPC VIS-3 Steel Surfaces Prepared by Hand and Power Tool Cleaning PDFSiva SubramaniNoch keine Bewertungen
- Garlock Gasketing Products: Performance With Proven ReliabilityDokument64 SeitenGarlock Gasketing Products: Performance With Proven ReliabilitySiva SubramaniNoch keine Bewertungen
- Iso Fdis15614 13 2021Dokument24 SeitenIso Fdis15614 13 2021arabsniperNoch keine Bewertungen
- Baseline Scheduling Basics - Part-1Dokument48 SeitenBaseline Scheduling Basics - Part-1Perwaiz100% (1)
- Minimum Requirements For The Education, Training, Examination and QualificationDokument41 SeitenMinimum Requirements For The Education, Training, Examination and QualificationAntónio PintoNoch keine Bewertungen
- Ceq, PCM and PreheatDokument4 SeitenCeq, PCM and PreheatchandakweNoch keine Bewertungen
- Phase Transformation in Metals: Dr. Aneela WakeelDokument29 SeitenPhase Transformation in Metals: Dr. Aneela WakeelmazharNoch keine Bewertungen
- En 10025-2Dokument4 SeitenEn 10025-2Sebastián Araya MoraNoch keine Bewertungen
- Adiabatic Shear Localization: Frontiers and AdvancesVon EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNoch keine Bewertungen
- Phytotherapy On CancerDokument21 SeitenPhytotherapy On CancerSiddhendu Bhattacharjee100% (1)
- BS en 1011-5-2003Dokument14 SeitenBS en 1011-5-2003pham khietNoch keine Bewertungen
- E-570 Flujo DispersoDokument7 SeitenE-570 Flujo DispersoAriel TerrensNoch keine Bewertungen
- (H. W. Schomerus, Humphrey Palmer, Mary Law) Saiva (BDokument427 Seiten(H. W. Schomerus, Humphrey Palmer, Mary Law) Saiva (BSiva Subramani100% (1)
- BA GRaville - 1973 Cooling Rates and HAZ Hardness in Carbon SteelsDokument9 SeitenBA GRaville - 1973 Cooling Rates and HAZ Hardness in Carbon SteelsBhavana ValetiNoch keine Bewertungen
- En 10088 Steel NumberDokument3 SeitenEn 10088 Steel Numberrvieira659Noch keine Bewertungen
- Steel Making PracticesDokument32 SeitenSteel Making PracticesSiva SubramaniNoch keine Bewertungen
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Dokument7 SeitenComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- Comparison of BS and BSEN For Steel Simplified VersionDokument28 SeitenComparison of BS and BSEN For Steel Simplified VersiondpkguptNoch keine Bewertungen
- 25CrMo4Dokument1 Seite25CrMo4Hans GoetheNoch keine Bewertungen
- Alloy286 - ASTM A453 660 DatasheetDokument2 SeitenAlloy286 - ASTM A453 660 Datasheetn1ghtfallNoch keine Bewertungen
- En 10140-2006Dokument14 SeitenEn 10140-2006KaanMertNoch keine Bewertungen
- Nfa 49 310 Grade Tu 52 B Tubes PDFDokument1 SeiteNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNoch keine Bewertungen
- GMAW of Creep Resistant SteelsDokument5 SeitenGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Chemical Composition of Stainless Steels To BS EN 10088-2Dokument41 SeitenChemical Composition of Stainless Steels To BS EN 10088-2amit_91340% (1)
- Temper Embrittlement - J and X FactorDokument2 SeitenTemper Embrittlement - J and X Factorgovimano100% (2)
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDokument8 SeitenWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNoch keine Bewertungen
- Development of UNS S 32760Dokument8 SeitenDevelopment of UNS S 32760TasmanijskaNemaNoch keine Bewertungen
- Oliver Equation Paper-1928Dokument38 SeitenOliver Equation Paper-1928dps32100% (1)
- BS en 26157-1-1992Dokument18 SeitenBS en 26157-1-1992islamfarag2Noch keine Bewertungen
- ISO 15510 - Part 1Dokument5 SeitenISO 15510 - Part 1Zdenko MahacekNoch keine Bewertungen
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDokument8 SeitenDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNoch keine Bewertungen
- Werkstoff 1.5217 (20MnV6)Dokument2 SeitenWerkstoff 1.5217 (20MnV6)alextentwentyNoch keine Bewertungen
- Tigweldarc Alloys: Certification of TestsDokument1 SeiteTigweldarc Alloys: Certification of TestsArunNoch keine Bewertungen
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDokument7 SeitenElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNoch keine Bewertungen
- AISI 1045 Mechanical PropertiesDokument1 SeiteAISI 1045 Mechanical PropertiesDaniela Almeida0% (1)
- DIN 18800-7 Antrag EnglDokument9 SeitenDIN 18800-7 Antrag Englgorgika papandNoch keine Bewertungen
- Astm B335-08Dokument4 SeitenAstm B335-08Srinivasan KrishnamoorthyNoch keine Bewertungen
- File - 4houldcroft Weldability Test of Aluminium Alloy EN AW 6082 T6 7 - Part - 254-1Dokument8 SeitenFile - 4houldcroft Weldability Test of Aluminium Alloy EN AW 6082 T6 7 - Part - 254-1Corey DodsonNoch keine Bewertungen
- Din en 1172 e 2010-07Dokument16 SeitenDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Spring Grade 52cr4mo2v ChemicalDokument1 SeiteSpring Grade 52cr4mo2v ChemicalSujin SujiNoch keine Bewertungen
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDokument5 SeitenMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNoch keine Bewertungen
- AWS - WZC D19.0-72 Welding Zinc-Coated SteelDokument148 SeitenAWS - WZC D19.0-72 Welding Zinc-Coated Steelarnoldbatista55Noch keine Bewertungen
- Aisi 4340 Alloy Steel (Uns g43400)Dokument4 SeitenAisi 4340 Alloy Steel (Uns g43400)Muhamad Ikbal TrismanaNoch keine Bewertungen
- En 10083 C50 Steel Plate High Carbon SteelDokument2 SeitenEn 10083 C50 Steel Plate High Carbon SteelMatteo BuffoNoch keine Bewertungen
- 2.25CR Mo VDokument9 Seiten2.25CR Mo VSangameswaran RamarajNoch keine Bewertungen
- BS en 1412-2016Dokument12 SeitenBS en 1412-2016S TNoch keine Bewertungen
- Weld Decay 2Dokument8 SeitenWeld Decay 2Ahmed M. HashimNoch keine Bewertungen
- Bossard Taptite Self Tapping Screw CatalogueDokument10 SeitenBossard Taptite Self Tapping Screw CataloguepmlmkpNoch keine Bewertungen
- Asm Metals - Stainless Steel and Nickel Alloys PDFDokument33 SeitenAsm Metals - Stainless Steel and Nickel Alloys PDFFernandoiNoch keine Bewertungen
- RJR PMMTDokument16 SeitenRJR PMMTArun PrasadNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Von EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNoch keine Bewertungen
- Pages From American Concrete Institute - Building Code Requirements and Commentary For Structural Concrete (ACI 318-19) - ACI (2019)Dokument1 SeitePages From American Concrete Institute - Building Code Requirements and Commentary For Structural Concrete (ACI 318-19) - ACI (2019)Siva SubramaniNoch keine Bewertungen
- Line PressuresDokument1 SeiteLine PressuresSiva SubramaniNoch keine Bewertungen
- Mather Silica Fume Sufate Resistance Quoted in ACI 234R 1996 PDFDokument1 SeiteMather Silica Fume Sufate Resistance Quoted in ACI 234R 1996 PDFSiva SubramaniNoch keine Bewertungen
- Engish Legal System PDFDokument314 SeitenEngish Legal System PDFSiva SubramaniNoch keine Bewertungen
- Standard Designation: Edition/Addenda: Para./Fig./Table No: Subject DescriptionDokument1 SeiteStandard Designation: Edition/Addenda: Para./Fig./Table No: Subject DescriptionSiva SubramaniNoch keine Bewertungen
- Steel PuttyDokument1 SeiteSteel PuttySiva SubramaniNoch keine Bewertungen
- Computers: Lenovo - Thinkpad P1: 20MdDokument2 SeitenComputers: Lenovo - Thinkpad P1: 20MdSiva SubramaniNoch keine Bewertungen
- (Nature (Volume 433 Number 7021 Pp1-90) 433 7021) Philip Campbell. 433-Nature Publishing Group (2005)Dokument89 Seiten(Nature (Volume 433 Number 7021 Pp1-90) 433 7021) Philip Campbell. 433-Nature Publishing Group (2005)Siva SubramaniNoch keine Bewertungen
- Truedgs: Angle Beam ProbesDokument4 SeitenTruedgs: Angle Beam ProbesSiva SubramaniNoch keine Bewertungen
- 0117e-Guide-Preparation Bend Testing of SpecimensDokument2 Seiten0117e-Guide-Preparation Bend Testing of SpecimensİbrahimErenNoch keine Bewertungen
- Welding InternationalDokument8 SeitenWelding InternationalSiva SubramaniNoch keine Bewertungen
- Steel Cleanliness ReportDokument8 SeitenSteel Cleanliness ReportSiva SubramaniNoch keine Bewertungen
- Hs-100 User ManualDokument20 SeitenHs-100 User ManualSiva SubramaniNoch keine Bewertungen
- World Insurance Report 2017Dokument36 SeitenWorld Insurance Report 2017deolah06Noch keine Bewertungen
- Brand Strategy - in B2BDokument6 SeitenBrand Strategy - in B2BKrishan SahuNoch keine Bewertungen
- Ccoli: Bra Ica Ol A LDokument3 SeitenCcoli: Bra Ica Ol A LsychaitanyaNoch keine Bewertungen
- Jakub - BaZi CalculatorDokument3 SeitenJakub - BaZi Calculatorpedro restinxNoch keine Bewertungen
- Produktkatalog SmitsvonkDokument20 SeitenProduktkatalog Smitsvonkomar alnasserNoch keine Bewertungen
- Speech On Viewing SkillsDokument1 SeiteSpeech On Viewing SkillsMera Largosa ManlaweNoch keine Bewertungen
- Performance Task 1Dokument3 SeitenPerformance Task 1Jellie May RomeroNoch keine Bewertungen
- Design of Combinational Circuit For Code ConversionDokument5 SeitenDesign of Combinational Circuit For Code ConversionMani BharathiNoch keine Bewertungen
- Guyana and The Islamic WorldDokument21 SeitenGuyana and The Islamic WorldshuaibahmadkhanNoch keine Bewertungen
- Scholastica: Mock 1Dokument14 SeitenScholastica: Mock 1Fatema KhatunNoch keine Bewertungen
- Eggermont 2019 ABRDokument15 SeitenEggermont 2019 ABRSujeet PathakNoch keine Bewertungen
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDokument6 SeitenDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaNoch keine Bewertungen
- Teaching Profession - Educational PhilosophyDokument23 SeitenTeaching Profession - Educational PhilosophyRon louise PereyraNoch keine Bewertungen
- PSA Poster Project WorkbookDokument38 SeitenPSA Poster Project WorkbookwalliamaNoch keine Bewertungen
- Clark SM 616 Service ManualDokument20 SeitenClark SM 616 Service Manualenid100% (55)
- Listen and Arrange The Sentences Based On What You Have Heard!Dokument3 SeitenListen and Arrange The Sentences Based On What You Have Heard!Dewi Hauri Naura HaufanhazzaNoch keine Bewertungen
- Durex 'S Marketing Strategy in VietnamDokument45 SeitenDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiNoch keine Bewertungen
- Assignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Dokument2 SeitenAssignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Payal sahaNoch keine Bewertungen
- Delonghi Esam Series Service Info ItalyDokument10 SeitenDelonghi Esam Series Service Info ItalyBrko BrkoskiNoch keine Bewertungen
- MultiLoadII Mobile Quick Start PDFDokument10 SeitenMultiLoadII Mobile Quick Start PDFAndrés ColmenaresNoch keine Bewertungen
- postedcontentadminuploadsFAQs20for20Organization PDFDokument10 SeitenpostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliNoch keine Bewertungen