Das könnte Ihnen auch gefallen
- Road Deterioration in Developing CountriesDokument74 SeitenRoad Deterioration in Developing CountriesBepdjNoch keine Bewertungen
- Draft Songo Moyamba Road ConceptDokument16 SeitenDraft Songo Moyamba Road ConceptBepdjNoch keine Bewertungen
- CRK 2-130-13 A-W-A-AuuvDokument5 SeitenCRK 2-130-13 A-W-A-AuuvBepdjNoch keine Bewertungen
- NJH Group Profile TradingDokument30 SeitenNJH Group Profile TradingBepdjNoch keine Bewertungen
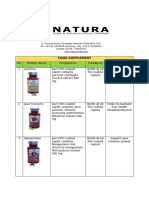
- Natura Supplement & Finished ListDokument6 SeitenNatura Supplement & Finished ListBepdjNoch keine Bewertungen
- Undp Sle EnergyprofileDokument100 SeitenUndp Sle EnergyprofileBepdjNoch keine Bewertungen
- Evaluation of The Geothermal Energy Potential For South AfricaDokument8 SeitenEvaluation of The Geothermal Energy Potential For South AfricaBepdjNoch keine Bewertungen
- The International Student's Guide To de La Salle University: Produced in 2016 by The Office For Strategic CommunicationsDokument22 SeitenThe International Student's Guide To de La Salle University: Produced in 2016 by The Office For Strategic CommunicationsBepdjNoch keine Bewertungen
- Specification - DC FineDokument1 SeiteSpecification - DC FineBepdjNoch keine Bewertungen
- CIBODokument16 SeitenCIBOBepdjNoch keine Bewertungen
- Office of Admissions and ScholarshipsDokument7 SeitenOffice of Admissions and ScholarshipsBepdjNoch keine Bewertungen
- Ascend Trading BrochureDokument8 SeitenAscend Trading BrochureBepdjNoch keine Bewertungen
- Specs Des Full Fat FineDokument1 SeiteSpecs Des Full Fat FineBepdjNoch keine Bewertungen
- PT. Citilink Indonesia NPWP: 02.827.597.2-093.000 Jl. Raya Juanda Sawotratap Gedangan SidoarjoDokument3 SeitenPT. Citilink Indonesia NPWP: 02.827.597.2-093.000 Jl. Raya Juanda Sawotratap Gedangan SidoarjoBepdjNoch keine Bewertungen
- Ampoules: Therapeutic Class Brand Name Composition Dosage Form PackDokument3 SeitenAmpoules: Therapeutic Class Brand Name Composition Dosage Form PackBepdjNoch keine Bewertungen
- Syrup Liquid: Therapeutic Class Brand Name Composition Dosage Form PackDokument3 SeitenSyrup Liquid: Therapeutic Class Brand Name Composition Dosage Form PackBepdjNoch keine Bewertungen
- Capsules: Therapeutic Class Brand Name Composition Dosage Form PackDokument3 SeitenCapsules: Therapeutic Class Brand Name Composition Dosage Form PackBepdjNoch keine Bewertungen
- Checklist For Visa Application Tourism and Visit To Family / FriendsDokument4 SeitenChecklist For Visa Application Tourism and Visit To Family / FriendsBepdjNoch keine Bewertungen
- Split Hopper Barge 1000 M: DimensionsDokument2 SeitenSplit Hopper Barge 1000 M: DimensionsBepdj100% (1)
- Vials / Liquid: Therapeutic Class Brand Name Composition Dosage Form PackDokument1 SeiteVials / Liquid: Therapeutic Class Brand Name Composition Dosage Form PackBepdjNoch keine Bewertungen
- Gazette 2015 Mabel 2 CurrentDokument100 SeitenGazette 2015 Mabel 2 CurrentBepdjNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Tds - Emaco s66 CPDokument2 SeitenTds - Emaco s66 CPVenkata RaoNoch keine Bewertungen
- First Floor PlanDokument1 SeiteFirst Floor PlanHEET MEWADANoch keine Bewertungen
- BoldrocchiDokument1 SeiteBoldrocchiIts me CeoNoch keine Bewertungen
- DJDokument8 SeitenDJDiego JaquesNoch keine Bewertungen
- Dievar D20140715 PDFDokument16 SeitenDievar D20140715 PDFRizal IephoNoch keine Bewertungen
- What Is Column Chromatography?Dokument4 SeitenWhat Is Column Chromatography?rajeev KumarNoch keine Bewertungen
- Stainless Steel Sink: User ManualDokument9 SeitenStainless Steel Sink: User ManualJoeNoch keine Bewertungen
- Intrepid FBV15285 - Coil Damage ReportDokument10 SeitenIntrepid FBV15285 - Coil Damage ReportVIKTORNoch keine Bewertungen
- PSA Valves CriticalDesignFeatures MARKEDDokument41 SeitenPSA Valves CriticalDesignFeatures MARKEDdj22500Noch keine Bewertungen
- Bill No. 5 - Cluster B, D & FDokument204 SeitenBill No. 5 - Cluster B, D & FmimrusfanNoch keine Bewertungen
- Ajilima 395 ReportDokument8 SeitenAjilima 395 ReportLionel ZaysonNoch keine Bewertungen
- The Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsDokument55 SeitenThe Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsAirielle MiotenNoch keine Bewertungen
- Cool - Ex MSDS - CompressedDokument4 SeitenCool - Ex MSDS - CompressedSofyanNoch keine Bewertungen
- Enzymatic Assay of XYLANASE (EC 3.2.1.8) PrincipleDokument4 SeitenEnzymatic Assay of XYLANASE (EC 3.2.1.8) Principlesyaza amiliaNoch keine Bewertungen
- Stone WorkDokument38 SeitenStone WorkmaheshdadiNoch keine Bewertungen
- Gas HydrateDokument57 SeitenGas HydrateMahdiNoch keine Bewertungen
- Research Paper Relation Between Workability and Compressive Strength of Self-Compacting ConcreteDokument4 SeitenResearch Paper Relation Between Workability and Compressive Strength of Self-Compacting ConcreteArockia Berlin SoniaNoch keine Bewertungen
- Structural AnalysissssssDokument43 SeitenStructural AnalysissssssNobiel MellomidaNoch keine Bewertungen
- Studies in Plain Bearing Failures - TLT Article - Oct06Dokument4 SeitenStudies in Plain Bearing Failures - TLT Article - Oct06safat parNoch keine Bewertungen
- Non-Metallic Expansion Joints: Industries, IncDokument26 SeitenNon-Metallic Expansion Joints: Industries, IncMauricio ChucuyaNoch keine Bewertungen
- Rilem Petrographic MethodDokument10 SeitenRilem Petrographic MethodSathiya SeelanNoch keine Bewertungen
- Astm Material HardnessDokument7 SeitenAstm Material Hardnessdramilt100% (1)
- CastMaterials E00510Dokument6 SeitenCastMaterials E00510samir basuniNoch keine Bewertungen
- Masterflex 700 PGDokument3 SeitenMasterflex 700 PGHaresh BhavnaniNoch keine Bewertungen
- Bowens Reaction Series ExplanationDokument3 SeitenBowens Reaction Series ExplanationsuhantoroNoch keine Bewertungen
- The Lithospere 2 - Soil ScienceDokument78 SeitenThe Lithospere 2 - Soil ScienceAcep AbdullahNoch keine Bewertungen
- Diaphragm Design GuideDokument29 SeitenDiaphragm Design GuideJaher Wasim100% (1)
- 1.TDS MIXO Plast D100Dokument2 Seiten1.TDS MIXO Plast D100mohamed ragabNoch keine Bewertungen
- Water Physical PropertiesDokument2 SeitenWater Physical PropertiesBiancaVillenoNoch keine Bewertungen