Das könnte Ihnen auch gefallen
- Cours spc2Dokument21 SeitenCours spc2jeanNoch keine Bewertungen
- 2STM_Cours_FAO_SPCDokument17 Seiten2STM_Cours_FAO_SPCISMAILNoch keine Bewertungen
- Fiche 2 MSPDokument7 SeitenFiche 2 MSPMeryem MoutieNoch keine Bewertungen
- Fiche - Technique AL-REDDokument5 SeitenFiche - Technique AL-REDthamer mahjoubiNoch keine Bewertungen
- Plan Etaj FinalDokument1 SeitePlan Etaj FinalAchimStelianNoch keine Bewertungen
- UntitledDokument5 SeitenUntitledAlison LopesNoch keine Bewertungen
- Projet de Construction Villas: Vue D'ensembleDokument1 SeiteProjet de Construction Villas: Vue D'ensemblePlans ArchiNoch keine Bewertungen
- Vue en Plan RDCDokument1 SeiteVue en Plan RDCKONAN KOFFI DESIRENoch keine Bewertungen
- Plan Nivel CurentDokument1 SeitePlan Nivel CurentSandu CatalinNoch keine Bewertungen
- Exercice 04 COUPE AA RDCDokument1 SeiteExercice 04 COUPE AA RDCAbdelaziz LafiNoch keine Bewertungen
- Plan de CotationDokument1 SeitePlan de CotationPlans ArchiNoch keine Bewertungen
- Gambar TesDokument1 SeiteGambar TesNisaNoch keine Bewertungen
- Gambar TesDokument1 SeiteGambar TesNisaNoch keine Bewertungen
- Coupe Transversale Du Mini Projet Groupe 2Dokument1 SeiteCoupe Transversale Du Mini Projet Groupe 2Privat ZouobaNoch keine Bewertungen
- Diagramme Air HumideDokument1 SeiteDiagramme Air HumidegadriNoch keine Bewertungen
- Plan de CotationDokument1 SeitePlan de CotationMahaman Sani Laouali Waissou100% (2)
- TD Métré BâtimentsDokument4 SeitenTD Métré Bâtimentskadiogomazou976Noch keine Bewertungen
- Luna 70 GT 7046.Dokument15 SeitenLuna 70 GT 7046.ACR GUINDASTESNoch keine Bewertungen
- GT 7046Dokument15 SeitenGT 7046Foromaquinas100% (1)
- SemelleDokument1 SeiteSemellejutoleNoch keine Bewertungen
- Hvac IiiDokument10 SeitenHvac IiiMichaël Paradjian100% (1)
- RESTAURANTDokument5 SeitenRESTAURANTcamraNoch keine Bewertungen
- Mobilier CabinetDokument1 SeiteMobilier CabinetAndrada CioncaNoch keine Bewertungen
- Plan Ex SemellesDokument1 SeitePlan Ex SemellesEric StonesNoch keine Bewertungen
- MAPA FortalezaDokument1 SeiteMAPA FortalezaDANIEL MARTINEZ Y VILLAESCUSANoch keine Bewertungen
- Cuisine Suite MarcoDokument1 SeiteCuisine Suite MarcoRehoboth ndombaNoch keine Bewertungen
- Ecole - Post Tension - Feuille - P03 - TABLEAU DES POTEAUXDokument1 SeiteEcole - Post Tension - Feuille - P03 - TABLEAU DES POTEAUXosmanovic2020Noch keine Bewertungen
- Ob - Ii-A.3.7-R01 - Plan Cofraj RadierDokument1 SeiteOb - Ii-A.3.7-R01 - Plan Cofraj RadierGeorge EnacheNoch keine Bewertungen
- Séquence Impression OffsetDokument1 SeiteSéquence Impression Offsetjombo123Noch keine Bewertungen
- Plan Parter 2 PDFDokument1 SeitePlan Parter 2 PDFSandu CatalinNoch keine Bewertungen
- Theme de Yumeji - 6 CB - Dm-Contrebasse - 2Dokument2 SeitenTheme de Yumeji - 6 CB - Dm-Contrebasse - 2CalogeroNoch keine Bewertungen
- Parabolas 1Dokument19 SeitenParabolas 1Kevin TorresNoch keine Bewertungen
- Notice Montre TissotDokument7 SeitenNotice Montre TissotNicolasNoch keine Bewertungen
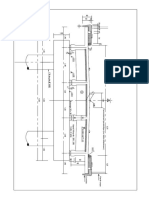
- Morice Poisat TP Oa3 PicDokument1 SeiteMorice Poisat TP Oa3 Picapi-702303726Noch keine Bewertungen
- Morice Poisat TP Oa3 PicDokument1 SeiteMorice Poisat TP Oa3 Picapi-702303726Noch keine Bewertungen
- Plan de Cotation EtageDokument1 SeitePlan de Cotation EtageKONAN KOFFI DESIRENoch keine Bewertungen
- AnalyseDokument2 SeitenAnalysesmall GTPaseNoch keine Bewertungen
- Plan RDC DPC 04Dokument1 SeitePlan RDC DPC 04RAJAONASOLO Vonjy Ary SetraNoch keine Bewertungen
- ACTIVIDAD1Dokument1 SeiteACTIVIDAD1Facundo ScozzinaNoch keine Bewertungen
- Bombas Ideal Rnrni-0022Dokument59 SeitenBombas Ideal Rnrni-0022Bryan EduNoch keine Bewertungen
- Img CT CPDokument2 SeitenImg CT CPSaulo GomezNoch keine Bewertungen
- Plan de CoupeDokument1 SeitePlan de CoupeKONAN KOFFI DESIRENoch keine Bewertungen
- Alapozás 3D Modellel JavDokument3 SeitenAlapozás 3D Modellel JavJózsef DuczaNoch keine Bewertungen
- PV ID ICI (SIE TRAVAUX) Carrière PK2+600 Puits 1Dokument2 SeitenPV ID ICI (SIE TRAVAUX) Carrière PK2+600 Puits 1Serge AmonNoch keine Bewertungen
- Vue en PlanDokument1 SeiteVue en PlanPlans ArchiNoch keine Bewertungen
- Actifry GeniusDokument2 SeitenActifry GeniusDIAGOTIOGONoch keine Bewertungen
- Q (US G.P.M.) Q (Imp G.P.M) : Modello - Model: CP Data - Date: 22/10/2015 RPM / 1': 2900 Rev.: 1Dokument1 SeiteQ (US G.P.M.) Q (Imp G.P.M) : Modello - Model: CP Data - Date: 22/10/2015 RPM / 1': 2900 Rev.: 1Huỳnh Đức ThiệnNoch keine Bewertungen
- Polycopié Cours Electronique de PuissanceDokument97 SeitenPolycopié Cours Electronique de Puissancefarid saadNoch keine Bewertungen
- A-04 Plan Parter PDFDokument1 SeiteA-04 Plan Parter PDFpalfi LajosNoch keine Bewertungen
- R407FDokument1 SeiteR407FAnonymous ZLmk6mPPnNoch keine Bewertungen
- Analyse GranulométriqueDokument1 SeiteAnalyse Granulométriqueajili.oussamaNoch keine Bewertungen
- KRA1Dokument1 SeiteKRA1Brou Melaine N'daNoch keine Bewertungen
- 09 Tableau Repartition TachesDokument1 Seite09 Tableau Repartition TacheshichamNoch keine Bewertungen
- HistogrammeDokument2 SeitenHistogrammeKaboréNoch keine Bewertungen
- Biology Paper 3 SL Spanish-9Dokument33 SeitenBiology Paper 3 SL Spanish-9Laura MartinNoch keine Bewertungen
- Projet Isba TP DDCDokument1 SeiteProjet Isba TP DDCMarc Landry FokwaNoch keine Bewertungen
- La Connaissance Des Coûts Complets Des Activités Et Autres Outils de ManagementDokument4 SeitenLa Connaissance Des Coûts Complets Des Activités Et Autres Outils de ManagementElhachemi AlouacheNoch keine Bewertungen
- Caniveaux Type BDokument1 SeiteCaniveaux Type BPascal Nzomo100% (8)
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounVon EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounNoch keine Bewertungen
- Le Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durableVon EverandLe Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durableNoch keine Bewertungen
- Cours EaDokument15 SeitenCours EaElyes BenhmidaNoch keine Bewertungen
- Qualite Management IshikawaDokument1 SeiteQualite Management IshikawaElyes BenhmidaNoch keine Bewertungen
- Audit Du PCA de La Supply Chain en Conformite Avec La Norme ISO 22318Dokument20 SeitenAudit Du PCA de La Supply Chain en Conformite Avec La Norme ISO 22318Elyes Benhmida100% (2)
- Stion de Production Cycle Ingenieur Génie IndustrielDokument228 SeitenStion de Production Cycle Ingenieur Génie IndustrielElyes BenhmidaNoch keine Bewertungen
- Transition de l'OHSAS 18001 Vers l'ISO 45001 Acheivemency PDFDokument17 SeitenTransition de l'OHSAS 18001 Vers l'ISO 45001 Acheivemency PDFaudreycora09458100% (2)
- Matrice StratégiqueDokument37 SeitenMatrice StratégiqueElyes BenhmidaNoch keine Bewertungen
- Pictogram MeDokument2 SeitenPictogram MeElyes BenhmidaNoch keine Bewertungen
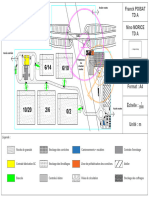
- Presentation Port DakarDokument43 SeitenPresentation Port DakarWafa AjiliNoch keine Bewertungen
- 3-Exemples de ProductionDokument13 Seiten3-Exemples de ProductionElyes BenhmidaNoch keine Bewertungen
- Stion de Production Cycle Ingenieur Génie IndustrielDokument228 SeitenStion de Production Cycle Ingenieur Génie IndustrielElyes BenhmidaNoch keine Bewertungen
- N6558 Bruit Brochure BAT Web All PDFDokument64 SeitenN6558 Bruit Brochure BAT Web All PDFElyes BenhmidaNoch keine Bewertungen
- 0 Conduite DefensiveDokument32 Seiten0 Conduite DefensiveElyes Benhmida100% (1)
- Numerique Educatif - Guide de L Enseignant - 1-4Dokument252 SeitenNumerique Educatif - Guide de L Enseignant - 1-4Elyes BenhmidaNoch keine Bewertungen
- La Fiche de Données de Sécurité PDFDokument8 SeitenLa Fiche de Données de Sécurité PDFElyes BenhmidaNoch keine Bewertungen
- Enquete Satisfaction ClientDokument8 SeitenEnquete Satisfaction ClientElyes Benhmida100% (2)
- Guide ATEX PDFDokument29 SeitenGuide ATEX PDFismailinesNoch keine Bewertungen
- Plan D'Operation InterneDokument10 SeitenPlan D'Operation InterneElyes Benhmida100% (1)
- Regle Installation ExtincteurDokument7 SeitenRegle Installation ExtincteurbenoitrousierNoch keine Bewertungen
- A LireDokument2 SeitenA LireElyes BenhmidaNoch keine Bewertungen
- Metrologie DSDokument52 SeitenMetrologie DSElyes Benhmida100% (3)
- Check List Boite PharmacieDokument1 SeiteCheck List Boite PharmacieElyes BenhmidaNoch keine Bewertungen
- SQSDokument4 SeitenSQSpichelour2002Noch keine Bewertungen
- 4 - Iso 9001Dokument34 Seiten4 - Iso 9001Arthur GnomblerouNoch keine Bewertungen
- 4 ADEME MFCA 29062012 VF PDFDokument13 Seiten4 ADEME MFCA 29062012 VF PDFElyes BenhmidaNoch keine Bewertungen
- Fiche Explicative Outil Mfca v01Dokument6 SeitenFiche Explicative Outil Mfca v01Elyes BenhmidaNoch keine Bewertungen
- Système de Management Intégré QSEDokument34 SeitenSystème de Management Intégré QSEKadda Ammour75% (4)
- Support-Client SQS - La Norme ISO 45001 Protection de La Santé Et Sécurité Au Travail Dans L'entrepriseDokument6 SeitenSupport-Client SQS - La Norme ISO 45001 Protection de La Santé Et Sécurité Au Travail Dans L'entrepriseamir khaledNoch keine Bewertungen
- Pajani NormesDokument16 SeitenPajani NormesElyes BenhmidaNoch keine Bewertungen
- Synthese ISO 50001Dokument2 SeitenSynthese ISO 50001Imane Yuuki100% (1)
- Marketing Fondamental PDFDokument12 SeitenMarketing Fondamental PDFID Machiche HassanNoch keine Bewertungen
- M0106GDP09 PDFDokument94 SeitenM0106GDP09 PDFElijah Ward100% (1)
- Template Chats L'Oreal Hadel GRAIRIA 514 278 1282Dokument2 SeitenTemplate Chats L'Oreal Hadel GRAIRIA 514 278 1282Grairia HadelNoch keine Bewertungen
- Diagnostic Et Plan de Mise A NiveauDokument44 SeitenDiagnostic Et Plan de Mise A NiveauJohnson JongNoch keine Bewertungen
- Formulaire D Adhesion IiaciDokument3 SeitenFormulaire D Adhesion Iiacikadams225Noch keine Bewertungen
- Juste À Temps.Dokument39 SeitenJuste À Temps.chair_manNoch keine Bewertungen
- Sujet Et Corrige Bac Pro Commerce Organisation Et Gestion Commerciale D Une Unite deDokument18 SeitenSujet Et Corrige Bac Pro Commerce Organisation Et Gestion Commerciale D Une Unite desandraNoch keine Bewertungen
- Capture D'écran . 2024-01-18 À 19.21.25Dokument22 SeitenCapture D'écran . 2024-01-18 À 19.21.25abdoukhadresow05Noch keine Bewertungen
- Catalogue BEDokument138 SeitenCatalogue BEChakib SafarNoch keine Bewertungen
- Cours 1-Emergence Et Tendance de L'e-CommecreDokument11 SeitenCours 1-Emergence Et Tendance de L'e-CommecreBZDRNoch keine Bewertungen
- B To B 2Dokument11 SeitenB To B 2Kim Jae-hwaNoch keine Bewertungen
- Curculum Vitae Franck Boye PDFDokument1 SeiteCurculum Vitae Franck Boye PDFfranck boyeNoch keine Bewertungen
- Correction Sujet Politique de La ConcurrenceDokument3 SeitenCorrection Sujet Politique de La ConcurrenceMme et Mr Lafon100% (1)
- CV RawdhaDokument1 SeiteCV RawdhaMOHAMED NAOUAINoch keine Bewertungen
- Stratégies Des Femmes Dans La Lutte Contre La Pauvreté en Zone Urbaine: Cas de L'association Chigata de Natiokobadara Dans La Commune de Korhogo (Côte D'ivoire)Dokument9 SeitenStratégies Des Femmes Dans La Lutte Contre La Pauvreté en Zone Urbaine: Cas de L'association Chigata de Natiokobadara Dans La Commune de Korhogo (Côte D'ivoire)IJEAB JournalNoch keine Bewertungen
- Dossier Sponsor FRDokument5 SeitenDossier Sponsor FRoneagaine.davidNoch keine Bewertungen
- Business Model, Contexte Et Stratégie de L'organisationDokument17 SeitenBusiness Model, Contexte Et Stratégie de L'organisationHayet Ben Said100% (1)
- Super CerameDokument113 SeitenSuper CerameToufik ZeroukNoch keine Bewertungen
- Analyse Globale 8D: Information de BaseDokument7 SeitenAnalyse Globale 8D: Information de BaseRachid El OumamiNoch keine Bewertungen
- GB 1Dokument7 SeitenGB 1Simo TaziNoch keine Bewertungen
- Les Contrats de La MusiqueDokument4 SeitenLes Contrats de La MusiqueIrma Asso100% (1)
- Evaluation Administrative PDFDokument7 SeitenEvaluation Administrative PDFSerge FANOUNoch keine Bewertungen
- Hôtellerie en LigneDokument68 SeitenHôtellerie en LignesookiNoch keine Bewertungen
- Projet ÀuditDokument23 SeitenProjet ÀuditprincesseawNoch keine Bewertungen
- Jihane Rapport BPDokument35 SeitenJihane Rapport BPJihane ʚɞ AnoushkaNoch keine Bewertungen
- Strategie de Promotion Samanah GolfDokument68 SeitenStrategie de Promotion Samanah Golfyomismo83Noch keine Bewertungen
- Vinted S915691341Dokument1 SeiteVinted S915691341Yohan - clxNoch keine Bewertungen
- Catalogue Acova 2011, Radiateur Eau ChaudeDokument128 SeitenCatalogue Acova 2011, Radiateur Eau ChaudeMaison EnergyNoch keine Bewertungen
- Analyse Fin MA 2 PDFDokument101 SeitenAnalyse Fin MA 2 PDFfatima-zohra100% (1)