Das könnte Ihnen auch gefallen
- Megafabrica Llantas MichelinDokument18 SeitenMegafabrica Llantas MichelinJavier OspinaNoch keine Bewertungen
- Proyecto Integrador-MantenimientoDokument7 SeitenProyecto Integrador-Mantenimientoaugusto romeroNoch keine Bewertungen
- Aplicación de La Estadística en Una Purificadora de AguaDokument35 SeitenAplicación de La Estadística en Una Purificadora de AguaRoberto OrnelasNoch keine Bewertungen
- Act 3Dokument4 SeitenAct 3Luis Bojorquez berriosNoch keine Bewertungen
- Los Metodos D Taguchi y El DCFDokument30 SeitenLos Metodos D Taguchi y El DCFDiana MatlalcuatziNoch keine Bewertungen
- Aplicaciones Del TPMDokument12 SeitenAplicaciones Del TPMMario ValdezNoch keine Bewertungen
- Método de Aproximación de VogelDokument10 SeitenMétodo de Aproximación de VogelMaelo BorinqueñoNoch keine Bewertungen
- Investigacion Torrtilleria 3 HermanosDokument30 SeitenInvestigacion Torrtilleria 3 HermanosRosa Olivia Valles EscobedoNoch keine Bewertungen
- Células y Sistemas de Fabricación FlexibleDokument4 SeitenCélulas y Sistemas de Fabricación FlexibleXLauritax TkNoch keine Bewertungen
- Investigacion Del Tema 1.3 Conceptualizacion de Principios y Sus Subtemas en DigitalDokument6 SeitenInvestigacion Del Tema 1.3 Conceptualizacion de Principios y Sus Subtemas en DigitalDaniel DDNoch keine Bewertungen
- Apuntes Lean ManufacturingDokument13 SeitenApuntes Lean ManufacturingHéctor Sánchez SolórzanoNoch keine Bewertungen
- La Evolución Organizacional Del MantenimientoDokument7 SeitenLa Evolución Organizacional Del MantenimientoDulce Dalia Lopez AparicioNoch keine Bewertungen
- Pérdidas Por Métodos IneficientesDokument1 SeitePérdidas Por Métodos IneficientesAbel AntonioNoch keine Bewertungen
- Se 5 Estado Del Arte PDFDokument5 SeitenSe 5 Estado Del Arte PDFamorcito25Noch keine Bewertungen
- Costos Directos e Indirectos de Enfermedades y Accidentes de TrabajoDokument3 SeitenCostos Directos e Indirectos de Enfermedades y Accidentes de TrabajoAlexis Ramirez DesalesNoch keine Bewertungen
- Diagrama Hombre - MáquimaDokument2 SeitenDiagrama Hombre - MáquimaLis Aracely VivasNoch keine Bewertungen
- Trabajo AMEF FinalDokument23 SeitenTrabajo AMEF FinalMario Arturo Ruiz CastilloNoch keine Bewertungen
- Sistemas SecuencialesDokument4 SeitenSistemas SecuencialesErick Mendoza100% (1)
- Planeación agregada en 3 pasosDokument3 SeitenPlaneación agregada en 3 pasosIrli LarreguiNoch keine Bewertungen
- La taxonomía de la conservación industrialDokument3 SeitenLa taxonomía de la conservación industrialSaid Francisco Duran0% (1)
- Informe Distribucion de PlantaDokument20 SeitenInforme Distribucion de PlantaLarissa Flores100% (1)
- Six Sigma KinberlyDokument71 SeitenSix Sigma KinberlyAngel GabrielNoch keine Bewertungen
- Metodología de análisis de criticidad operacional mediante simulación para evaluar riesgos en el diseño de una planta siderúrgicaDokument74 SeitenMetodología de análisis de criticidad operacional mediante simulación para evaluar riesgos en el diseño de una planta siderúrgicaCristian Gonzalo Gordillo Daza100% (1)
- Aprendizaje Integrador. Relación Costo Beneficio, Alternativas de Reemplazo e Ingeniería de CostosDokument3 SeitenAprendizaje Integrador. Relación Costo Beneficio, Alternativas de Reemplazo e Ingeniería de CostosAlberto GuzmánNoch keine Bewertungen
- Produccion de Madera 5SDokument50 SeitenProduccion de Madera 5SAngel Pozo EstradaNoch keine Bewertungen
- Gurús de la calidad y la Manufactura esbeltaDokument21 SeitenGurús de la calidad y la Manufactura esbeltatcrm26Noch keine Bewertungen
- Toyotismo: origen y principios del sistema de producciónDokument7 SeitenToyotismo: origen y principios del sistema de producciónNancy HernandezNoch keine Bewertungen
- Cálculo de Aire Comprimido - La Mirada de Lo IndiferenteDokument37 SeitenCálculo de Aire Comprimido - La Mirada de Lo IndiferenteJuan LizarazoNoch keine Bewertungen
- Manual - Control Estadístico PDFDokument38 SeitenManual - Control Estadístico PDFgabriela contreras sanchezNoch keine Bewertungen
- Trabajo Final Método CPM CRASH 1Dokument63 SeitenTrabajo Final Método CPM CRASH 1OrlandoChirinosNoch keine Bewertungen
- Caso R&RDokument9 SeitenCaso R&Rarmando arratiaNoch keine Bewertungen
- 1.6 Conceptos Del Método Gráfico y Su AplicaciónDokument6 Seiten1.6 Conceptos Del Método Gráfico y Su AplicaciónPepe MonterreyNoch keine Bewertungen
- Problemas Resueltos - Problemario TaguchiDokument13 SeitenProblemas Resueltos - Problemario TaguchiGaby ruizNoch keine Bewertungen
- Práctica 1. Localización de Plantas IndustrialesDokument80 SeitenPráctica 1. Localización de Plantas IndustrialesKar Mityazawa100% (2)
- Prácticas Problemas de Diseño de ExperimentosDokument26 SeitenPrácticas Problemas de Diseño de ExperimentosOscar100% (1)
- Muestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 PasosDokument20 SeitenMuestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 Pasososhea7Noch keine Bewertungen
- 2 R EDU 68 Plan de PracticaDokument2 Seiten2 R EDU 68 Plan de PracticaJUAN0% (1)
- 3.11 Calculo de Inversión Fija y DiferidaDokument5 Seiten3.11 Calculo de Inversión Fija y DiferidaoscarxDNoch keine Bewertungen
- Plan Maestro de Produccion Sillas El CaballitoDokument22 SeitenPlan Maestro de Produccion Sillas El CaballitoFernando Parra Hernandez100% (1)
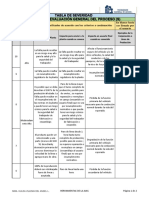
- Tablas de AMEFDokument8 SeitenTablas de AMEFFrida Ojeda100% (1)
- Estudio Del Trabajo, Mesa de Ensamble.Dokument26 SeitenEstudio Del Trabajo, Mesa de Ensamble.Jesusin CotaNoch keine Bewertungen
- Cuando Aplicar Muestreo de AceptaciónDokument4 SeitenCuando Aplicar Muestreo de AceptaciónmauriciolpqNoch keine Bewertungen
- Procesos de Manufactura UCA-FCTA-CIENCIASDokument10 SeitenProcesos de Manufactura UCA-FCTA-CIENCIASKEVIN JOSE RUGAMA DAVILANoch keine Bewertungen
- Modelo RS de inventarios para logística de reversaDokument11 SeitenModelo RS de inventarios para logística de reversaJHOSMAR_22Noch keine Bewertungen
- 5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Dokument7 Seiten5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Arturo Lomart RomanNoch keine Bewertungen
- Act. 3.3 Tablas de SODDokument7 SeitenAct. 3.3 Tablas de SODMiguel Ángel Angulo PérezNoch keine Bewertungen
- Regresion MultipleDokument2 SeitenRegresion MultipleGustavo Barrios100% (1)
- 4.5 Externalizacion e Internalizacion de CostosDokument12 Seiten4.5 Externalizacion e Internalizacion de Costosdg5000Noch keine Bewertungen
- Ensayo de Sistemas ProductivosDokument6 SeitenEnsayo de Sistemas ProductivosDebbi AyalaNoch keine Bewertungen
- ErgonomiaDokument36 SeitenErgonomiaJose Ramiro Hernandez0% (1)
- PRACTICA Condiciones AmbientalesDokument6 SeitenPRACTICA Condiciones AmbientalesDiego VegaNoch keine Bewertungen
- 3.4 Educación y CapacitaciónDokument10 Seiten3.4 Educación y CapacitaciónEduardo GasparianoNoch keine Bewertungen
- Trilogía de Joseph JuranDokument7 SeitenTrilogía de Joseph JuranLeoMbappe50% (2)
- Modelos IoDokument3 SeitenModelos IoHotYoelNoch keine Bewertungen
- Actividad 1 1754145 Ing IndustrialDokument8 SeitenActividad 1 1754145 Ing IndustrialJesus OrtegaNoch keine Bewertungen
- Poka Yoke y TPMDokument29 SeitenPoka Yoke y TPMleocambNoch keine Bewertungen
- Gestión de producción optimizadaDokument13 SeitenGestión de producción optimizadaYamile MesaNoch keine Bewertungen
- 14 - Poka-YokeDokument11 Seiten14 - Poka-YokePaul MautinoNoch keine Bewertungen
- Actividad 4Dokument7 SeitenActividad 4Bryant Becerra MuñozNoch keine Bewertungen
- Alabras de Despedida A Un Maestro Que Se JubilaDokument2 SeitenAlabras de Despedida A Un Maestro Que Se JubilaEriCk Tellez82% (11)
- Aplicación de la Teoría de Restricciones en la gestión de producción de un edificioDokument5 SeitenAplicación de la Teoría de Restricciones en la gestión de producción de un edificioEriCk TellezNoch keine Bewertungen
- U4 Kanban Gonzalez de Jesus JoseiDokument5 SeitenU4 Kanban Gonzalez de Jesus JoseiEriCk TellezNoch keine Bewertungen
- 3.4 ProgramacionDokument17 Seiten3.4 ProgramacionEriCk TellezNoch keine Bewertungen
- Carta AlbertoDokument2 SeitenCarta AlbertoEriCk TellezNoch keine Bewertungen
- Toc Sistema de ManufacturaDokument6 SeitenToc Sistema de ManufacturaEriCk TellezNoch keine Bewertungen
- Simulacion Proceso de Produccion de MaizDokument15 SeitenSimulacion Proceso de Produccion de MaizEriCk TellezNoch keine Bewertungen
- ACT-1 Teoria de Restricciones (Investigacion)Dokument4 SeitenACT-1 Teoria de Restricciones (Investigacion)EriCk TellezNoch keine Bewertungen
- TOC1Dokument4 SeitenTOC1EriCk TellezNoch keine Bewertungen
- Manufactura Just in TimeDokument37 SeitenManufactura Just in TimeEriCk TellezNoch keine Bewertungen
- Ensayo Teoría de Restricciones (Video)Dokument2 SeitenEnsayo Teoría de Restricciones (Video)EriCk TellezNoch keine Bewertungen
- ACT-1 Teoria de Restricciones (Investigacion)Dokument4 SeitenACT-1 Teoria de Restricciones (Investigacion)EriCk TellezNoch keine Bewertungen
- JCF IIND-2010-227 Control Estadistico de CalidadDokument14 SeitenJCF IIND-2010-227 Control Estadistico de CalidadHeber ArmandoNoch keine Bewertungen
- AmefDokument3 SeitenAmefEriCk TellezNoch keine Bewertungen
- Tellez Espinoza Erick Sintesis Plan de Mantenimiento G3mind06Dokument3 SeitenTellez Espinoza Erick Sintesis Plan de Mantenimiento G3mind06EriCk TellezNoch keine Bewertungen
- Frac TuraDokument3 SeitenFrac TuraEriCk TellezNoch keine Bewertungen
- Smed TerminadoDokument7 SeitenSmed TerminadoEriCk TellezNoch keine Bewertungen
- Artefactos en ventasDokument4 SeitenArtefactos en ventasAilyn Carquin MendocillaNoch keine Bewertungen
- Taller 2 - Simulación Puj 20151Dokument1 SeiteTaller 2 - Simulación Puj 20151July Andrea BravoNoch keine Bewertungen
- INFORME 1 Modulo de Elasticidad 2Dokument6 SeitenINFORME 1 Modulo de Elasticidad 2Ronald Gomez20% (5)
- Komatsu 980e 4Dokument11 SeitenKomatsu 980e 4Efrain DY76% (17)
- Procedimiento MotoboyDokument22 SeitenProcedimiento Motoboykarla_3586Noch keine Bewertungen
- Exposicion Perforacion DiamantinaDokument34 SeitenExposicion Perforacion DiamantinaMiguel SalcedoNoch keine Bewertungen
- Manual Espanol Tomahawk 7010Dokument11 SeitenManual Espanol Tomahawk 7010Perla ReyesNoch keine Bewertungen
- CHIESIDokument1 SeiteCHIESIAnonymous AcERfZsNoch keine Bewertungen
- Examen de contabilidad y costos CNCDokument24 SeitenExamen de contabilidad y costos CNCCbasLNoch keine Bewertungen
- Contrato de Proyecto CharterDokument7 SeitenContrato de Proyecto CharterJenn SamaniegoNoch keine Bewertungen
- El dilema de un joven jefe: cómo lidiar con dos empleados problemáticosDokument12 SeitenEl dilema de un joven jefe: cómo lidiar con dos empleados problemáticosJuanan López LastraNoch keine Bewertungen
- Capacitación operación tractor CAT D8TDokument127 SeitenCapacitación operación tractor CAT D8Tluchitovar100% (6)
- Actividad 1 - Análisis de Alternativas de Inversión - Erick Hernandez Reyes PDFDokument83 SeitenActividad 1 - Análisis de Alternativas de Inversión - Erick Hernandez Reyes PDFERICK HERNANDEZ REYESNoch keine Bewertungen
- Requisitos Normativos para El Diseño de LosasDokument6 SeitenRequisitos Normativos para El Diseño de LosasSara GoffNoch keine Bewertungen
- Anexo Unico Lineamientos Del SCHDokument23 SeitenAnexo Unico Lineamientos Del SCHMaale MaleNoch keine Bewertungen
- Prueba de Conocimiento Cuestionario de Preguntas Sobre Aplicación Del SG-SSTDokument3 SeitenPrueba de Conocimiento Cuestionario de Preguntas Sobre Aplicación Del SG-SSTJairo A. RestrepoNoch keine Bewertungen
- 3.3.1 Programa de Reducción de Contaminación y ChatarrizaciónDokument5 Seiten3.3.1 Programa de Reducción de Contaminación y ChatarrizaciónemiliaNoch keine Bewertungen
- Rallye 235GT 001iDokument57 SeitenRallye 235GT 001iPistaLibreSV®100% (2)
- Normas Acero Estructural 2Dokument5 SeitenNormas Acero Estructural 2Jim ReyesNoch keine Bewertungen
- Criterios para La Eleccion de Un FusibleDokument5 SeitenCriterios para La Eleccion de Un FusibleIvan GarciaNoch keine Bewertungen
- Importancia de La Estructura y El Diseño para La OrganizaciónDokument3 SeitenImportancia de La Estructura y El Diseño para La OrganizaciónCelenis MataNoch keine Bewertungen
- Gestion Ambiental Lagunas CuscoDokument8 SeitenGestion Ambiental Lagunas CuscoWerner JaramilloNoch keine Bewertungen
- Los Olivos - Memoria DescriptivaDokument11 SeitenLos Olivos - Memoria DescriptivaEdu AllNoch keine Bewertungen
- Brochure 2020 Topodesia EirlDokument21 SeitenBrochure 2020 Topodesia EirlhuascaranNoch keine Bewertungen
- Caso Práctico Retribución VariableDokument6 SeitenCaso Práctico Retribución VariableAngie PedrazaNoch keine Bewertungen
- Reacciones de Caracterización de AlcoholesDokument8 SeitenReacciones de Caracterización de Alcoholesjanssen100% (2)
- Unidad 3 Evaluación de ProyectosDokument13 SeitenUnidad 3 Evaluación de ProyectosPaulNoch keine Bewertungen
- Balance de Materia y Energia, Taller 2Dokument8 SeitenBalance de Materia y Energia, Taller 2DANTE QUIJOTE100% (1)
- Regulador para Tiras de LEDS Con 555 InventableDokument23 SeitenRegulador para Tiras de LEDS Con 555 InventableRicardo FantiniNoch keine Bewertungen
- Informe #2. BSWDokument14 SeitenInforme #2. BSWDavid GonzálezNoch keine Bewertungen