Das könnte Ihnen auch gefallen
- USS Constitution ManualDokument47 SeitenUSS Constitution ManualOto von Bismarck100% (1)
- Rework, Modification and Repair of Electronic Assemblies: IPC-7711B/7721B Change 1 November 1, 2011Dokument20 SeitenRework, Modification and Repair of Electronic Assemblies: IPC-7711B/7721B Change 1 November 1, 2011Daniel Martinez100% (1)
- ATEXDokument15 SeitenATEXsagar_ovhalNoch keine Bewertungen
- High-Reliability Lead-Free Solder Paste: Senju Metal Industry Co., Ltd. Senju Manufacturing (Europe) LTDDokument3 SeitenHigh-Reliability Lead-Free Solder Paste: Senju Metal Industry Co., Ltd. Senju Manufacturing (Europe) LTDzaizamNoch keine Bewertungen
- Yamaha RX-V765 Htr-6270 SM (ET)Dokument156 SeitenYamaha RX-V765 Htr-6270 SM (ET)hifi-electronicNoch keine Bewertungen
- Yamaha HTR 2064 Service ManualDokument96 SeitenYamaha HTR 2064 Service ManualPrabhu50% (2)
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDokument5 SeitenWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Aim Lead Free Guide PDFDokument60 SeitenAim Lead Free Guide PDFBruno DebonnetNoch keine Bewertungen
- Lead Free Hand Soldering - Process and Material IssuesDokument3 SeitenLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- ESD-Electrostatic Discharge พื้นฐานและการป้องกันDokument7 SeitenESD-Electrostatic Discharge พื้นฐานและการป้องกันbigdick2547Noch keine Bewertungen
- ASCEN SMT Conveyor List 0Dokument22 SeitenASCEN SMT Conveyor List 0Igur EuiNoch keine Bewertungen
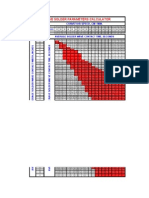
- Pin in Paste Savings CalculatorDokument2 SeitenPin in Paste Savings CalculatorsmtdrkdNoch keine Bewertungen
- Solder Joint Inspection & Process Defects: Your Delegate Webinar Control PanelDokument25 SeitenSolder Joint Inspection & Process Defects: Your Delegate Webinar Control PanelYounes Ben TaherNoch keine Bewertungen
- Lead Free Reliability Study by BoeingDokument23 SeitenLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Manufacturable Lead Free SMT ProcessDokument4 SeitenManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Reflow Profile Supplement - Lead-Free Solder PasteDokument6 SeitenReflow Profile Supplement - Lead-Free Solder PasteVimal Kumar VarmaNoch keine Bewertungen
- Avoiding The Solder VoidDokument7 SeitenAvoiding The Solder VoidReza AnvariNoch keine Bewertungen
- SMT Recommendations For SMT Assembly by MicronDokument4 SeitenSMT Recommendations For SMT Assembly by Micronsmtdrkd100% (1)
- 1 - Solderjoints IPC610EDokument36 Seiten1 - Solderjoints IPC610EboogamiNoch keine Bewertungen
- Failure Analysis ReportDokument6 SeitenFailure Analysis ReportAyaz BhattiNoch keine Bewertungen
- Head in Pillow BGA DefectsDokument7 SeitenHead in Pillow BGA DefectsThiago Pinto RibeiroNoch keine Bewertungen
- IPC-AC-62A: Aqueous Post Solder Cleaning HandbookDokument4 SeitenIPC-AC-62A: Aqueous Post Solder Cleaning Handbookchinku1964100% (1)
- Physics of Failure NASADokument219 SeitenPhysics of Failure NASAStats Tutor100% (1)
- Solder Balls or Solder Balling On A PCB - Wave Soldering DefectsDokument5 SeitenSolder Balls or Solder Balling On A PCB - Wave Soldering DefectsasdfNoch keine Bewertungen
- Wave Contact Width and Contact Time-4Dokument4 SeitenWave Contact Width and Contact Time-4smtdrkdNoch keine Bewertungen
- Ersa 2008Dokument26 SeitenErsa 2008maxdan111Noch keine Bewertungen
- How To Minimize Defects by Adjusting The Reflow Profile PDFDokument4 SeitenHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonNoch keine Bewertungen
- DFM Assembly Guidelines1 PDFDokument25 SeitenDFM Assembly Guidelines1 PDFselvakumarNoch keine Bewertungen
- ICS425 / ICS429 / ICS435 / ICS439: Weighing SystemsDokument76 SeitenICS425 / ICS429 / ICS435 / ICS439: Weighing SystemsMehmet Faruk CeranNoch keine Bewertungen
- Clear-Com RS-500 Series DatasheetDokument4 SeitenClear-Com RS-500 Series DatasheetHenry PalNoch keine Bewertungen
- Characteristics - of Solder - PasteDokument10 SeitenCharacteristics - of Solder - PasteselvakumarNoch keine Bewertungen
- SCS Final S20.20 2015Dokument37 SeitenSCS Final S20.20 2015loncoihaynguNoch keine Bewertungen
- Reflow ManualDokument47 SeitenReflow Manuallcnblzr3877100% (1)
- CC Crimp GuideDokument53 SeitenCC Crimp Guidenajeh100% (1)
- ALPHA Wave Troubleshooting Guide EN 01jun20 BRDokument20 SeitenALPHA Wave Troubleshooting Guide EN 01jun20 BRThe HoangNoch keine Bewertungen
- ESD Protection While Handling LEDsDokument21 SeitenESD Protection While Handling LEDsAndrei Orzechowski100% (1)
- LS ManualV 3 0 6Dokument114 SeitenLS ManualV 3 0 6John HallowsNoch keine Bewertungen
- Hand Solder Training PDFDokument52 SeitenHand Solder Training PDFFatema ChoudhuryNoch keine Bewertungen
- Soldering: What Is The Purpose of Soldering in Electronics?Dokument54 SeitenSoldering: What Is The Purpose of Soldering in Electronics?John Jairo Ayop TadenaNoch keine Bewertungen
- LA02b - Soldering TechniqueDokument24 SeitenLA02b - Soldering TechniqueFairolizwan AbdullahNoch keine Bewertungen
- 14 JOINING ProcessesDokument17 Seiten14 JOINING ProcessesAlfred KuwodzaNoch keine Bewertungen
- pc20tk 1 44 22Dokument1 Seitepc20tk 1 44 22Ryan LeeNoch keine Bewertungen
- Soldering & De-Soldering: Digital ElectronicsDokument17 SeitenSoldering & De-Soldering: Digital ElectronicsMichael Conan MaglaqueNoch keine Bewertungen
- Week No 3Dokument6 SeitenWeek No 3surajit biswasNoch keine Bewertungen
- Soldering DesolderingDokument17 SeitenSoldering Desolderingdelfino santosNoch keine Bewertungen
- TIG WeldingDokument17 SeitenTIG WeldinglastjohnNoch keine Bewertungen
- Welcomes: Protecting The World From WearDokument30 SeitenWelcomes: Protecting The World From WearRodolfoMarínNoch keine Bewertungen
- SolderingDesoldering 2Dokument34 SeitenSolderingDesoldering 2delfino santosNoch keine Bewertungen
- TIG Welding TipsDokument4 SeitenTIG Welding TipsEnrico959Noch keine Bewertungen
- Presentation Topic:: Soldering and BrazingDokument27 SeitenPresentation Topic:: Soldering and BrazingSarath ChandraNoch keine Bewertungen
- Eutalloy 11496Dokument2 SeitenEutalloy 11496jorge_20120% (1)
- Soldering Basic GuideDokument6 SeitenSoldering Basic GuidechchuanNoch keine Bewertungen
- 9) Soldering WeldingDokument23 Seiten9) Soldering WeldingArchanaNoch keine Bewertungen
- CW617N - Stång - Eng - Utg 3Dokument4 SeitenCW617N - Stång - Eng - Utg 3Jarco PetrinNoch keine Bewertungen
- Fujifilm FinePix S9000 S9500 Service Manual PDFDokument147 SeitenFujifilm FinePix S9000 S9500 Service Manual PDFadamNoch keine Bewertungen
- IEA06 - 22 PaperDokument4 SeitenIEA06 - 22 Paperjunkuse506Noch keine Bewertungen
- Manuale Saldatura WellerDokument0 SeitenManuale Saldatura WellerTorero CamomilloNoch keine Bewertungen
- Welding Processes 11Dokument97 SeitenWelding Processes 11akabhinav32100% (2)
- How To Solder ElectronicsDokument6 SeitenHow To Solder ElectronicsjackNoch keine Bewertungen
- Unit 6 Soldering and BrazingDokument4 SeitenUnit 6 Soldering and BrazingRohitNoch keine Bewertungen
- Welding Week 1Dokument27 SeitenWelding Week 1Chriv SokundavannNoch keine Bewertungen
- Soldering (Acetate)Dokument11 SeitenSoldering (Acetate)Maridee Bitalac AdiongNoch keine Bewertungen
- WWW Parhladsharma inDokument6 SeitenWWW Parhladsharma inAbu AnoopNoch keine Bewertungen
- All-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationDokument19 SeitenAll-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationRobertoNoch keine Bewertungen
- Timing Chain - 2003 Toyota Camry Sedan l4-2Dokument10 SeitenTiming Chain - 2003 Toyota Camry Sedan l4-2ftafedeNoch keine Bewertungen
- PamphletDokument68 SeitenPamphletPradeepNoch keine Bewertungen
- Diode Clamping CircuitsDokument4 SeitenDiode Clamping CircuitsftafedeNoch keine Bewertungen
- Bonding-Grounding 1-09 Waterer-RayAR ECMDokument4 SeitenBonding-Grounding 1-09 Waterer-RayAR ECMftafedeNoch keine Bewertungen
- PCB Recycling PlantDokument7 SeitenPCB Recycling Plantdev rathoreNoch keine Bewertungen
- Om-353 CNP TB Sm1174 EnglishDokument7 SeitenOm-353 CNP TB Sm1174 EnglishVarun SharmaNoch keine Bewertungen
- Solder It PasteDokument1 SeiteSolder It PasteAoolf ManNoch keine Bewertungen
- Panasonic SA-PT850Dokument133 SeitenPanasonic SA-PT850JacquesNoch keine Bewertungen
- Yamaha DVR-S120 - DVD ReceiverDokument98 SeitenYamaha DVR-S120 - DVD ReceiverRedel AlaNoch keine Bewertungen
- GlasticCBC Solder Pallet MaterialsDokument2 SeitenGlasticCBC Solder Pallet MaterialsYusuf Oktavian HadiNoch keine Bewertungen
- Dokumen - Tips Hydroflow Pump CatalogDokument139 SeitenDokumen - Tips Hydroflow Pump CatalogJohan RoigNoch keine Bewertungen
- Sharp Lc-32a28l 42a48l SM PDFDokument118 SeitenSharp Lc-32a28l 42a48l SM PDFEduardo Valdes San MartinNoch keine Bewertungen
- Service Manual: Electronic Cash RegisterDokument16 SeitenService Manual: Electronic Cash RegisterDoru RazvanNoch keine Bewertungen
- Service Manual: Hamamatsu, JapanDokument27 SeitenService Manual: Hamamatsu, Japanmichael jordanNoch keine Bewertungen
- 55pfg5100 tpm15.3l La PDFDokument81 Seiten55pfg5100 tpm15.3l La PDFAntonio Carlos Del CastilloNoch keine Bewertungen
- Properties of Alloys of Multicore Solder WiresDokument3 SeitenProperties of Alloys of Multicore Solder Wiresb mNoch keine Bewertungen
- Panasonic Sa Akx10ph PNDokument114 SeitenPanasonic Sa Akx10ph PNimmortalwombatNoch keine Bewertungen
- Led TV: Service ManualDokument47 SeitenLed TV: Service ManualGiancarloRichardRivadeneyraMirandaNoch keine Bewertungen
- XiR M6660 ServerManualDokument172 SeitenXiR M6660 ServerManualAzhar Walet50% (2)
- TX-L32B6E - L32B6ES CH - KM21E (sm-PCZ1303061CE)Dokument68 SeitenTX-L32B6E - L32B6ES CH - KM21E (sm-PCZ1303061CE)Jory2005Noch keine Bewertungen
- Review of Thermal Packaging Technologies For Automotive Power Electronics For Traction PurposesDokument11 SeitenReview of Thermal Packaging Technologies For Automotive Power Electronics For Traction PurposessebjangNoch keine Bewertungen
- Panasonic Dmc-Lx5pu Service ManualDokument75 SeitenPanasonic Dmc-Lx5pu Service ManualABUTALEB_535364936Noch keine Bewertungen
- 03 10 03 Circuit AssemblyDokument53 Seiten03 10 03 Circuit AssemblySorin PopaNoch keine Bewertungen
- Service Manual: DSC-P10/P12Dokument60 SeitenService Manual: DSC-P10/P12Anonymous Lfgk6vygNoch keine Bewertungen
- AKL10 Laser Technology LiveDokument49 SeitenAKL10 Laser Technology LiveXin ChenNoch keine Bewertungen
- Chapter 10 Lead PDFDokument12 SeitenChapter 10 Lead PDFjessy eghNoch keine Bewertungen
- Soldering Tiny SMD ComponentsDokument12 SeitenSoldering Tiny SMD ComponentsmocosadoNoch keine Bewertungen
- IT103 Special Topics MidtermDokument5 SeitenIT103 Special Topics MidtermMiles FranNoch keine Bewertungen