Das könnte Ihnen auch gefallen
- MEE 506 Lecture 1Dokument14 SeitenMEE 506 Lecture 1Akunwa GideonNoch keine Bewertungen
- Pertemuan Ke 5Dokument19 SeitenPertemuan Ke 5BerlianNoch keine Bewertungen
- Maintenance and Its Types-1Dokument33 SeitenMaintenance and Its Types-1Xtylish RajpootNoch keine Bewertungen
- CHP 5 FRSI 2043 Type of MaintenanceDokument41 SeitenCHP 5 FRSI 2043 Type of MaintenanceFusi MokoenaNoch keine Bewertungen
- Mainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalDokument52 SeitenMainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalVishal kumarNoch keine Bewertungen
- lINKING MAINTENANCE STRATEGY WITH PERFORMANCEDokument8 SeitenlINKING MAINTENANCE STRATEGY WITH PERFORMANCEMonil HarsoraNoch keine Bewertungen
- Maintenance DefinitionDokument23 SeitenMaintenance DefinitionMekonnen AyalNoch keine Bewertungen
- Maintenance Technology and ManagementDokument8 SeitenMaintenance Technology and ManagementJames JabiniaoNoch keine Bewertungen
- Maintenance ManagementDokument14 SeitenMaintenance ManagementAasishPatilNoch keine Bewertungen
- CMRTDokument102 SeitenCMRTMukaila IbrahimNoch keine Bewertungen
- Unit 2 Sudhanshu (3) - 1Dokument49 SeitenUnit 2 Sudhanshu (3) - 1Kirti PariharNoch keine Bewertungen
- Maintenance Planning and Control: Modeling and Analysis: Slides On Chapter 1Dokument47 SeitenMaintenance Planning and Control: Modeling and Analysis: Slides On Chapter 1Tyler GoodwinNoch keine Bewertungen
- CH 5Dokument33 SeitenCH 5Haftamu HilufNoch keine Bewertungen
- Aintenance: Ain Concepts and DefinitionsDokument21 SeitenAintenance: Ain Concepts and DefinitionsMostafa AhmedNoch keine Bewertungen
- MME 433 Chapter I - AADokument33 SeitenMME 433 Chapter I - AAKhalid WaleedNoch keine Bewertungen
- STP 221 Lecture 1Dokument7 SeitenSTP 221 Lecture 1oluwafolukemiakinseye2001Noch keine Bewertungen
- G25 and G67 PPT POMDokument25 SeitenG25 and G67 PPT POMG67 SanjolicaNoch keine Bewertungen
- Chapter 9 Maintenance Management SystemDokument35 SeitenChapter 9 Maintenance Management SystemIbrahim AbduNoch keine Bewertungen
- Maintenance Function in RefineryDokument8 SeitenMaintenance Function in RefineryMohammad Abubakar Siddiq0% (1)
- 10.1007/978 3 319 10494 2 - 2 PDFDokument26 Seiten10.1007/978 3 319 10494 2 - 2 PDFCristian GarciaNoch keine Bewertungen
- New Topic 1 Introduction To Maintenance ManagementDokument41 SeitenNew Topic 1 Introduction To Maintenance ManagementNurul Nabila Sahri100% (1)
- Define Maintenance MergedDokument73 SeitenDefine Maintenance MergedBipul Verma100% (1)
- Chapter 1Dokument51 SeitenChapter 1arayaNoch keine Bewertungen
- Preventive MaintenanceDokument8 SeitenPreventive MaintenanceAngel HernandezNoch keine Bewertungen
- SAP PM Plant Maintenance Universal Process ModelDokument51 SeitenSAP PM Plant Maintenance Universal Process Modelanass sbniNoch keine Bewertungen
- The Maintenance StrategyDokument3 SeitenThe Maintenance StrategyNiño HernacioNoch keine Bewertungen
- MainmgtDokument9 SeitenMainmgtgopalakrishnannrm1202Noch keine Bewertungen
- Chp. 7: Plant Maintenance: Faculty of Chemical Engineering Universiti Teknologi MARADokument26 SeitenChp. 7: Plant Maintenance: Faculty of Chemical Engineering Universiti Teknologi MARASolehah OmarNoch keine Bewertungen
- Maintenance Management: Stalin A Lecturer in Management DistDokument10 SeitenMaintenance Management: Stalin A Lecturer in Management DistNithin BhaskaranNoch keine Bewertungen
- Maintance PlanningDokument0 SeitenMaintance PlanningSHIVAJI CHOUDHURY100% (1)
- Maintenance StrategyDokument19 SeitenMaintenance StrategyKumar Ganesh67% (3)
- 07 Maintainability & AvailabilityDokument34 Seiten07 Maintainability & AvailabilityRupchanda Barman0% (1)
- Maintenance Planning: Power Management Institute NoidaDokument154 SeitenMaintenance Planning: Power Management Institute NoidanagarajsumaNoch keine Bewertungen
- Presentation1 709Dokument18 SeitenPresentation1 709fdolopezNoch keine Bewertungen
- Maintenance Terms and DefinitionsDokument47 SeitenMaintenance Terms and DefinitionsSitota Tesfaye100% (1)
- TERNIDADokument10 SeitenTERNIDADranreb Jazzver BautistaNoch keine Bewertungen
- Introduction To MaintenanceDokument21 SeitenIntroduction To Maintenancepankaj saxenaNoch keine Bewertungen
- #5 Maintenance CostDokument49 Seiten#5 Maintenance CostKhoirul Be100% (1)
- M A I N T e N A N C eDokument3 SeitenM A I N T e N A N C elemagnus123Noch keine Bewertungen
- Met82 Maintenanceandsafetyengineering (3 0 0 3) Unit-IDokument51 SeitenMet82 Maintenanceandsafetyengineering (3 0 0 3) Unit-IM.ThirunavukkarasuNoch keine Bewertungen
- Maintenance ManagementDokument22 SeitenMaintenance Managementafree_khan1990100% (1)
- Maintenance ManagementDokument20 SeitenMaintenance ManagementRiya GuptaNoch keine Bewertungen
- Preventive MaintenanceDokument19 SeitenPreventive Maintenancefaizan9970% (1)
- DJJ50212 Maintenance Engineering and Management Chapter 2 Maintenance StrategiesDokument65 SeitenDJJ50212 Maintenance Engineering and Management Chapter 2 Maintenance StrategiesMOHD AZIZEE BIN SUKOR (POLIBANTING)Noch keine Bewertungen
- Maintenance ManagementDokument27 SeitenMaintenance ManagementFurqan Shabbir100% (1)
- Ce 2071 - Repair and Rehablitation of Structures (For Viii - Semester)Dokument15 SeitenCe 2071 - Repair and Rehablitation of Structures (For Viii - Semester)Abera MamoNoch keine Bewertungen
- Ce 2071 - Repair and Rehablitation of Structures (For Viii - Semester)Dokument15 SeitenCe 2071 - Repair and Rehablitation of Structures (For Viii - Semester)Charan Tej Rudrala100% (1)
- Pillar 4 Planned MaintenanceDokument21 SeitenPillar 4 Planned Maintenanceapumu sexbombyaNoch keine Bewertungen
- MaintenanceDokument44 SeitenMaintenanceLatifahabubakar Eifa100% (1)
- Asset Maintenance ManagementDokument28 SeitenAsset Maintenance ManagementMayNoch keine Bewertungen
- Public Building Maintenance PlanDokument13 SeitenPublic Building Maintenance Planothmani rafaaNoch keine Bewertungen
- Training On Maintenance SystemDokument32 SeitenTraining On Maintenance SystemmubashirNoch keine Bewertungen
- Operations Management: (Shashank Tilak)Dokument7 SeitenOperations Management: (Shashank Tilak)Vijay Singh ThakurNoch keine Bewertungen
- Part One (1&2) Introduction & Damages-1Dokument93 SeitenPart One (1&2) Introduction & Damages-1leakebelaysmNoch keine Bewertungen
- Maintenance Management QA CHPDokument7 SeitenMaintenance Management QA CHPjasminezaidNoch keine Bewertungen
- Project MaintenanceDokument38 SeitenProject MaintenanceSudip ShresthaNoch keine Bewertungen
- Manufacturing and Service Operations: Learning Block 7 Maintenance and QualityDokument26 SeitenManufacturing and Service Operations: Learning Block 7 Maintenance and Qualitymohammad baniissaNoch keine Bewertungen
- MM 25th AugustDokument12 SeitenMM 25th AugustAbhishek ChaubeyNoch keine Bewertungen
- What Are The Different Types of Maintenance SystemsDokument30 SeitenWhat Are The Different Types of Maintenance SystemsCollen TsvangirayiNoch keine Bewertungen
- Code of ConductDokument40 SeitenCode of ConductAbhinav KumarNoch keine Bewertungen
- Learning OutcomeDokument32 SeitenLearning OutcomeAbhinav KumarNoch keine Bewertungen
- Thread Consumption Standard SheetDokument108 SeitenThread Consumption Standard SheetAbhinav KumarNoch keine Bewertungen
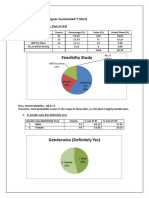
- Feasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Dokument10 SeitenFeasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Abhinav KumarNoch keine Bewertungen
- 3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Dokument35 Seiten3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Abhinav KumarNoch keine Bewertungen
- ChecklistDokument2 SeitenChecklistAbhinav KumarNoch keine Bewertungen
- Lao Silk HandicraftDokument22 SeitenLao Silk HandicraftAbhinav KumarNoch keine Bewertungen
- Industrial EngineeringDokument191 SeitenIndustrial EngineeringAbhinav KumarNoch keine Bewertungen
- NEW NEW Ramsons New Book - 281210Dokument68 SeitenNEW NEW Ramsons New Book - 281210Abhinav Kumar100% (2)
- When A Snobbish Gangster Meets A Pervert CassanovaDokument62 SeitenWhen A Snobbish Gangster Meets A Pervert CassanovaMaria Shiela Mae Baratas100% (1)
- Top Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersDokument8 SeitenTop Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersBassignotNoch keine Bewertungen
- The Privatization PolicyDokument14 SeitenThe Privatization PolicyRIBLEN EDORINANoch keine Bewertungen
- Arduino Uno CNC ShieldDokument11 SeitenArduino Uno CNC ShieldMărian IoanNoch keine Bewertungen
- Chemistry Investigatory Project (R)Dokument23 SeitenChemistry Investigatory Project (R)BhagyashreeNoch keine Bewertungen
- Solubility Product ConstantsDokument6 SeitenSolubility Product ConstantsBilal AhmedNoch keine Bewertungen
- Participants ListDokument13 SeitenParticipants Listmailway002Noch keine Bewertungen
- Brigade Product Catalogue Edition 20 EnglishDokument88 SeitenBrigade Product Catalogue Edition 20 EnglishPelotudoPeloteroNoch keine Bewertungen
- 2016 W-2 Gross Wages CityDokument16 Seiten2016 W-2 Gross Wages CityportsmouthheraldNoch keine Bewertungen
- Importance of Communications 05sept2023Dokument14 SeitenImportance of Communications 05sept2023Sajib BhattacharyaNoch keine Bewertungen
- 1Dokument3 Seiten1Stook01701Noch keine Bewertungen
- Project Document EiDokument66 SeitenProject Document EiPrathap ReddyNoch keine Bewertungen
- General Chemistry 2 Q1 Lesson 5 Endothermic and Exotheric Reaction and Heating and Cooling CurveDokument19 SeitenGeneral Chemistry 2 Q1 Lesson 5 Endothermic and Exotheric Reaction and Heating and Cooling CurveJolo Allexice R. PinedaNoch keine Bewertungen
- Types of Water Pump and Applications in Power Plant.Dokument6 SeitenTypes of Water Pump and Applications in Power Plant.abbas bilalNoch keine Bewertungen
- Fundamentals of Signal and Power Integrity PDFDokument46 SeitenFundamentals of Signal and Power Integrity PDFjaltitiNoch keine Bewertungen
- DFo 2 1Dokument15 SeitenDFo 2 1Donna HernandezNoch keine Bewertungen
- LspciDokument4 SeitenLspciregistroosNoch keine Bewertungen
- 928 Diagnostics Manual v2.7Dokument67 Seiten928 Diagnostics Manual v2.7Roger Sego100% (2)
- Hazardous Locations: C.E.C. ClassificationsDokument4 SeitenHazardous Locations: C.E.C. ClassificationsThananuwat SuksaroNoch keine Bewertungen
- CH 04Dokument19 SeitenCH 04Charmaine Bernados BrucalNoch keine Bewertungen
- Bba VDokument2 SeitenBba VkunalbrabbitNoch keine Bewertungen
- M. Ircham Mansyur 07224005 Microprocessor-2 (H13)Dokument7 SeitenM. Ircham Mansyur 07224005 Microprocessor-2 (H13)emiierNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument11 SeitenDisclosure To Promote The Right To InformationnmclaughNoch keine Bewertungen
- Lesson Plan For Implementing NETSDokument5 SeitenLesson Plan For Implementing NETSLisa PizzutoNoch keine Bewertungen
- Frellwits Swedish Hosts FileDokument10 SeitenFrellwits Swedish Hosts FileAnonymous DsGzm0hQf5Noch keine Bewertungen
- Application of Geoelectric Method For GroundwaterDokument11 SeitenApplication of Geoelectric Method For GroundwaterMunther DhahirNoch keine Bewertungen
- Biological Assets Sample ProblemsDokument4 SeitenBiological Assets Sample ProblemsKathleenNoch keine Bewertungen
- Walking in Space - Lyrics and Chord PatternDokument2 SeitenWalking in Space - Lyrics and Chord Patternjohn smithNoch keine Bewertungen
- Bank Danamon Organization ChartDokument4 SeitenBank Danamon Organization ChartFaisal Agus NugrahaNoch keine Bewertungen
- Binge Eating Disorder ANNADokument12 SeitenBinge Eating Disorder ANNAloloasbNoch keine Bewertungen