Das könnte Ihnen auch gefallen
- Actividad de Aprendizaje 4. Búsqueda y Selección de Información ConfiableDokument2 SeitenActividad de Aprendizaje 4. Búsqueda y Selección de Información ConfiableJonnathanSegovia0% (1)
- 5.-Planta de Poder Ai-20d Serie5Dokument77 Seiten5.-Planta de Poder Ai-20d Serie5Wily GuerreroNoch keine Bewertungen
- Turborreactor Marboré IIcDokument5 SeitenTurborreactor Marboré IIcAndres Flores GarciaNoch keine Bewertungen
- Pi - 12 - 06 - 02 - Sistema de Filtracion para Turbinas A GasDokument9 SeitenPi - 12 - 06 - 02 - Sistema de Filtracion para Turbinas A GasNavi JhonNoch keine Bewertungen
- Es-Mx Training ManualDokument1.702 SeitenEs-Mx Training ManualEdgar El BarryNoch keine Bewertungen
- Historia de Enelven (Zulia)Dokument34 SeitenHistoria de Enelven (Zulia)Anonymous LHsO8TANoch keine Bewertungen
- Ensayo A Physical Description of FlightDokument2 SeitenEnsayo A Physical Description of FlightJonnathanSegoviaNoch keine Bewertungen
- Ensayo A Physical Description of FlightDokument2 SeitenEnsayo A Physical Description of FlightJonnathanSegoviaNoch keine Bewertungen
- Monografia de EncofradoDokument39 SeitenMonografia de EncofradoKol German33% (3)
- Caso 1Dokument7 SeitenCaso 1Angella Arce67% (3)
- Materiales de Motores AeronauticosDokument29 SeitenMateriales de Motores AeronauticosJesus MartinezNoch keine Bewertungen
- 1 TTS - Mexico05-Compressors Versión Españolr 040805Dokument57 Seiten1 TTS - Mexico05-Compressors Versión Españolr 040805alexNoch keine Bewertungen
- Cunas y PasadoresDokument24 SeitenCunas y PasadoresjosueNoch keine Bewertungen
- TRADUCCIONDokument418 SeitenTRADUCCIONJaime Guirao100% (1)
- Articulos de Hule PueblaDokument83 SeitenArticulos de Hule PueblaKaren Morales de LeonNoch keine Bewertungen
- Superaleaciones de NiquelDokument8 SeitenSuperaleaciones de NiquelDaniel CruzNoch keine Bewertungen
- Tren de AterrizajeDokument16 SeitenTren de Aterrizajeluis andradeNoch keine Bewertungen
- Listado Normas AMS Vs AISIDokument5 SeitenListado Normas AMS Vs AISIJuan CastroNoch keine Bewertungen
- Estructura y sistemas de un aviónDokument114 SeitenEstructura y sistemas de un aviónamfrom1Noch keine Bewertungen
- Informe de 2 Turbina de GasDokument75 SeitenInforme de 2 Turbina de GasJavier RodriguezNoch keine Bewertungen
- Especificaciones U. No. 1 y U. No. 2Dokument55 SeitenEspecificaciones U. No. 1 y U. No. 2Orlando Jose SerranoNoch keine Bewertungen
- Catálogo técnico compressor CSL 15BRG/30Dokument8 SeitenCatálogo técnico compressor CSL 15BRG/30dayronNoch keine Bewertungen
- Exp. Motor Casa C-212 CDokument25 SeitenExp. Motor Casa C-212 CDennis ÁlvaroNoch keine Bewertungen
- Asignacion #2 Turbomaquinas - (Turbina de Gas) Pedro SalazarDokument17 SeitenAsignacion #2 Turbomaquinas - (Turbina de Gas) Pedro SalazarPedro SalazarNoch keine Bewertungen
- Reporte Final Parada Hgpi Mp3 e Bi Hp3 (Parte 1)Dokument221 SeitenReporte Final Parada Hgpi Mp3 e Bi Hp3 (Parte 1)Carrietago GómezNoch keine Bewertungen
- Informacion de Mantenimeinto SATURNO 20Dokument15 SeitenInformacion de Mantenimeinto SATURNO 20Chris Marce MonzonNoch keine Bewertungen
- El HoneywellDokument13 SeitenEl HoneywellMimi MuñozNoch keine Bewertungen
- Metodo de Expansión Directa PDFDokument16 SeitenMetodo de Expansión Directa PDFosmarNoch keine Bewertungen
- Instrumentos Total Rev2Dokument117 SeitenInstrumentos Total Rev2Vin RiioNoch keine Bewertungen
- Manual More 29 y 30 PDFDokument103 SeitenManual More 29 y 30 PDFWalter AsanzaNoch keine Bewertungen
- Turbohelice de Velocidad ConstanteDokument4 SeitenTurbohelice de Velocidad ConstanteGabo Vilela DavalosNoch keine Bewertungen
- Chapter 3 Aircraft Fabric CoveringDokument24 SeitenChapter 3 Aircraft Fabric CoveringJL RochaNoch keine Bewertungen
- Camaras de Combustion2 PDFDokument88 SeitenCamaras de Combustion2 PDFCristian RemacheNoch keine Bewertungen
- Montador de Estructuras AeronavesDokument17 SeitenMontador de Estructuras Aeronavesconmec.crplNoch keine Bewertungen
- Manual de MagnetosDokument3 SeitenManual de MagnetosManuel Rangel SantacruzNoch keine Bewertungen
- Remachado: definición, tipos y colocación de remachesDokument19 SeitenRemachado: definición, tipos y colocación de remachessole carNoch keine Bewertungen
- MT Fac-948Dokument57 SeitenMT Fac-948Aerotecnica SasNoch keine Bewertungen
- Orden de IngenieríaDokument9 SeitenOrden de IngenieríaZmoc9100% (1)
- Dokumen - Tips - Manual en Espanol para TurbinasDokument140 SeitenDokumen - Tips - Manual en Espanol para TurbinasMiltonNoch keine Bewertungen
- Grupo Aracuan - Bancada de MotorDokument10 SeitenGrupo Aracuan - Bancada de Motorale12neo453Noch keine Bewertungen
- Dilatación y Contracción de MetalesDokument33 SeitenDilatación y Contracción de MetalesCinthia Arevalo0% (2)
- Talleres Aeronáuticos México 2016Dokument17 SeitenTalleres Aeronáuticos México 2016Arturo Israel Sanchez Miranda100% (1)
- Funcionamiento y Puesta en Marcha Del TurbohéliceDokument8 SeitenFuncionamiento y Puesta en Marcha Del TurbohéliceCarlosJustiNoch keine Bewertungen
- Manual Del Inspector de Aeronavegabilidad 1Dokument1.193 SeitenManual Del Inspector de Aeronavegabilidad 1Pedro G FernandezNoch keine Bewertungen
- Geared Turbofan SMC171 UDB2018 PDFDokument11 SeitenGeared Turbofan SMC171 UDB2018 PDFluisNoch keine Bewertungen
- Talleres Aeronauticos HabilitadosDokument23 SeitenTalleres Aeronauticos HabilitadosRodol MarskeNoch keine Bewertungen
- Uniones Soldadas y Su Simbologia Segun AWS PDFDokument35 SeitenUniones Soldadas y Su Simbologia Segun AWS PDFEfrain Jaiba Glez100% (1)
- Helicopter oDokument6 SeitenHelicopter oSaul_Pe_aranda_8353Noch keine Bewertungen
- Sistema de Enfriamientode Un Motor (Aviacion)Dokument5 SeitenSistema de Enfriamientode Un Motor (Aviacion)Cristian RemacheNoch keine Bewertungen
- Estudio de corrosión en pieles y estructuras aeronáuticasDokument96 SeitenEstudio de corrosión en pieles y estructuras aeronáuticasBraulioNoch keine Bewertungen
- Epoxyplus LDokument3 SeitenEpoxyplus LJhómste Jhomste AriasNoch keine Bewertungen
- T MágicaDokument5 SeitenT MágicaKarla Del Rocio Calvache TorresNoch keine Bewertungen
- EsiplDokument470 SeitenEsiplDenis Jimenez100% (2)
- Luiquid Development CompanyDokument21 SeitenLuiquid Development CompanyLalo CifuentesNoch keine Bewertungen
- MODIFICACIÓN DESCRIPCIÓN MATERIALES OTANDokument472 SeitenMODIFICACIÓN DESCRIPCIÓN MATERIALES OTANJuan M. Avila P.Noch keine Bewertungen
- Io540 O540 Op ManDokument129 SeitenIo540 O540 Op Manal zarNoch keine Bewertungen
- Helices pt6Dokument4 SeitenHelices pt6RICHARD YERAY QUIROGA GARAVITONoch keine Bewertungen
- GEK107492 SP (Spanish7FA+E)Dokument305 SeitenGEK107492 SP (Spanish7FA+E)cbmanausNoch keine Bewertungen
- Practica 6Dokument7 SeitenPractica 6oe2798Noch keine Bewertungen
- Procesos de Inspección en La AviaciónDokument99 SeitenProcesos de Inspección en La AviaciónsadanielNoch keine Bewertungen
- PND y análisis dimensional en aviones SU-25 y T-27Dokument34 SeitenPND y análisis dimensional en aviones SU-25 y T-27Rodolfo LoayzaNoch keine Bewertungen
- Técnicas de Inspección y Mantención de TanquesDokument36 SeitenTécnicas de Inspección y Mantención de TanquesMarco Antonio Jara Balbontin100% (1)
- Capitulo 3-Prolongacion DomiciliariaDokument11 SeitenCapitulo 3-Prolongacion DomiciliariaLautaro Nicolás FernándezNoch keine Bewertungen
- Nag 215Dokument12 SeitenNag 215Pafto QuattroNoch keine Bewertungen
- Helicopter oDokument6 SeitenHelicopter oJonnathanSegoviaNoch keine Bewertungen
- Sabreliner 80Dokument27 SeitenSabreliner 80JonnathanSegoviaNoch keine Bewertungen
- Fairchild 110 CDokument22 SeitenFairchild 110 CJonnathanSegoviaNoch keine Bewertungen
- The Illusive Center of PressureDokument3 SeitenThe Illusive Center of PressureJonnathanSegoviaNoch keine Bewertungen
- Helicopter oDokument6 SeitenHelicopter oJonnathanSegoviaNoch keine Bewertungen
- Fairchild 110 CDokument22 SeitenFairchild 110 CJonnathanSegoviaNoch keine Bewertungen
- Practica CilindroDokument8 SeitenPractica CilindroJonnathanSegoviaNoch keine Bewertungen
- Planificación Semanal de ActividadesDokument6 SeitenPlanificación Semanal de ActividadesJonnathanSegoviaNoch keine Bewertungen
- Practica CilindroDokument8 SeitenPractica CilindroJonnathanSegoviaNoch keine Bewertungen
- Actividad 2 ExpectativasDokument1 SeiteActividad 2 ExpectativasJonnathanSegoviaNoch keine Bewertungen
- Evaluación DiagnósticaDokument2 SeitenEvaluación DiagnósticaJonnathanSegoviaNoch keine Bewertungen
- Cuadro Comparativo de Las Figuras DocentesDokument1 SeiteCuadro Comparativo de Las Figuras DocentesJonnathanSegoviaNoch keine Bewertungen
- Actividad 2 ExpectativasDokument1 SeiteActividad 2 ExpectativasJonnathanSegoviaNoch keine Bewertungen
- Canales de Distribución IVDokument3 SeitenCanales de Distribución IVJonnathanSegoviaNoch keine Bewertungen
- Practica 2 Motores de Las Aeronaves-Clasificacion de MotoresDokument2 SeitenPractica 2 Motores de Las Aeronaves-Clasificacion de MotoresJonnathanSegoviaNoch keine Bewertungen
- Nanotecnología y bioética: reflexiones sobre sus aplicaciones y riesgosDokument7 SeitenNanotecnología y bioética: reflexiones sobre sus aplicaciones y riesgosLEONARDO FABIO RICO GOMEZNoch keine Bewertungen
- Triptico Manejo de Desechos SolidosDokument2 SeitenTriptico Manejo de Desechos SolidosCarlos Cabrera50% (2)
- Capitulo de Muestra - Neuropsicologia Del Desarrollo PDFDokument10 SeitenCapitulo de Muestra - Neuropsicologia Del Desarrollo PDFAmadeus TommyNoch keine Bewertungen
- Hojas de Datos - 2004 PDFDokument428 SeitenHojas de Datos - 2004 PDFAntonio MaldonadoNoch keine Bewertungen
- Minera Alumbrera y Medio AmbienteDokument12 SeitenMinera Alumbrera y Medio AmbienteMinera Alumbrera YMAD-UTENoch keine Bewertungen
- Especificaciones técnicas para manejo de cuenca y prevención de riesgosDokument21 SeitenEspecificaciones técnicas para manejo de cuenca y prevención de riesgosCésar Luis CardozoNoch keine Bewertungen
- Tronadura en Zonas Sensibles Mediante Tecnología PlasmaDokument34 SeitenTronadura en Zonas Sensibles Mediante Tecnología PlasmaPatricio Olivero Arenas100% (2)
- Siderurgia Informe de Práctica de Laboratorio NDokument7 SeitenSiderurgia Informe de Práctica de Laboratorio NJonathan NiñoNoch keine Bewertungen
- El Rol Ecológico de La Biodiversidad en AgroecosistemasDokument11 SeitenEl Rol Ecológico de La Biodiversidad en AgroecosistemasGiovanni JumboNoch keine Bewertungen
- Respirador R95 3M 8247 Ficha TécnicaDokument1 SeiteRespirador R95 3M 8247 Ficha TécnicaSam RugeNoch keine Bewertungen
- Glycodur Cat SPDokument52 SeitenGlycodur Cat SProbot73Noch keine Bewertungen
- Influencia Del Agrietamiento Del Concreto en La Corrosión Del Acero de RefuerzoDokument83 SeitenInfluencia Del Agrietamiento Del Concreto en La Corrosión Del Acero de RefuerzoJuan Carlos Carranza Torres100% (1)
- BRIONES y DELRIO - Patria Sí, Colonias También Estrategias Diferenciadas de Radicación Indigena en Pampa y Patagonia PDFDokument18 SeitenBRIONES y DELRIO - Patria Sí, Colonias También Estrategias Diferenciadas de Radicación Indigena en Pampa y Patagonia PDFmariemagnaNoch keine Bewertungen
- 10 +los+minerales PDFDokument26 Seiten10 +los+minerales PDFLunas LunerasNoch keine Bewertungen
- 92800031178c - Manual 3EX5 030 050 EsDokument4 Seiten92800031178c - Manual 3EX5 030 050 EsGualadrakeNoch keine Bewertungen
- Panel Camidiex resistenciaDokument2 SeitenPanel Camidiex resistenciaJoanNoch keine Bewertungen
- Futu KawaDokument65 SeitenFutu KawaKarol Eileen Alvarado Trujillo100% (1)
- Belmonte, Antonio y de la Gándara, Fernando. El cultivo del Atún rojo (Thunnus thynnus). Cuadernos de acuicultura 2. Fundación Observatorio español de acuicultura. CSIC. Ministerio de medio ambiente y medio rural y marino. Madrid, 2008.pdfDokument38 SeitenBelmonte, Antonio y de la Gándara, Fernando. El cultivo del Atún rojo (Thunnus thynnus). Cuadernos de acuicultura 2. Fundación Observatorio español de acuicultura. CSIC. Ministerio de medio ambiente y medio rural y marino. Madrid, 2008.pdfezejualNoch keine Bewertungen
- Rediseño de Marca y Creación Del Manual de Identidad Corporativa de Empresa de CauchosDokument86 SeitenRediseño de Marca y Creación Del Manual de Identidad Corporativa de Empresa de CauchosJorge R. BaezNoch keine Bewertungen
- Universidad Nacional Agraria La MolinaDokument73 SeitenUniversidad Nacional Agraria La MolinaLuis FelipeNoch keine Bewertungen
- Informe - ED DurezaDokument13 SeitenInforme - ED DurezaYilmar Guillen ChaconNoch keine Bewertungen
- Ni 54.90.01Dokument6 SeitenNi 54.90.01AlvaroNoch keine Bewertungen
- Manual de Beneficio Santa Teresa 23112017Dokument28 SeitenManual de Beneficio Santa Teresa 23112017Renato AxNoch keine Bewertungen
- El ABC de La Harina de CocaDokument8 SeitenEl ABC de La Harina de CocaGianny PastorNoch keine Bewertungen
- Foros Construaprende Factor de Reduccion de RespuestaDokument14 SeitenForos Construaprende Factor de Reduccion de RespuestaMartin CabreraNoch keine Bewertungen
- Fracturamiento de CarbonatosDokument27 SeitenFracturamiento de Carbonatosvladimirch86Noch keine Bewertungen
- Producto 5Dokument17 SeitenProducto 5itzelNoch keine Bewertungen
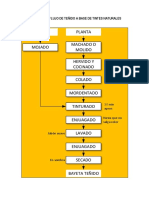
- TeñidoDokument9 SeitenTeñidoJuani Ninanqui HuamanNoch keine Bewertungen